
基于高精度齿轮精修车床的异位处加工方法.pdf

青团****青吖


1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于高精度齿轮精修车床的异位处加工方法.pdf
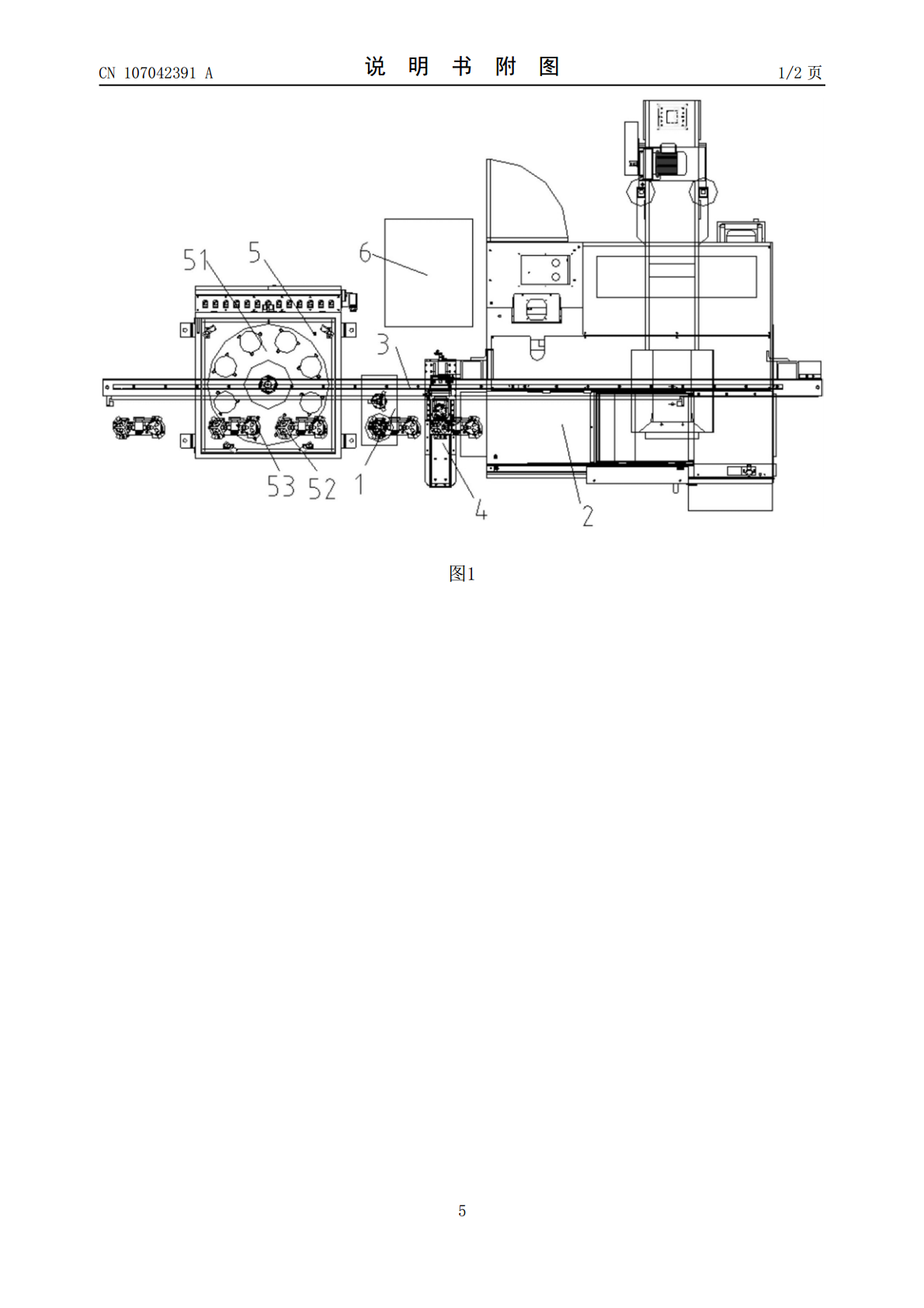
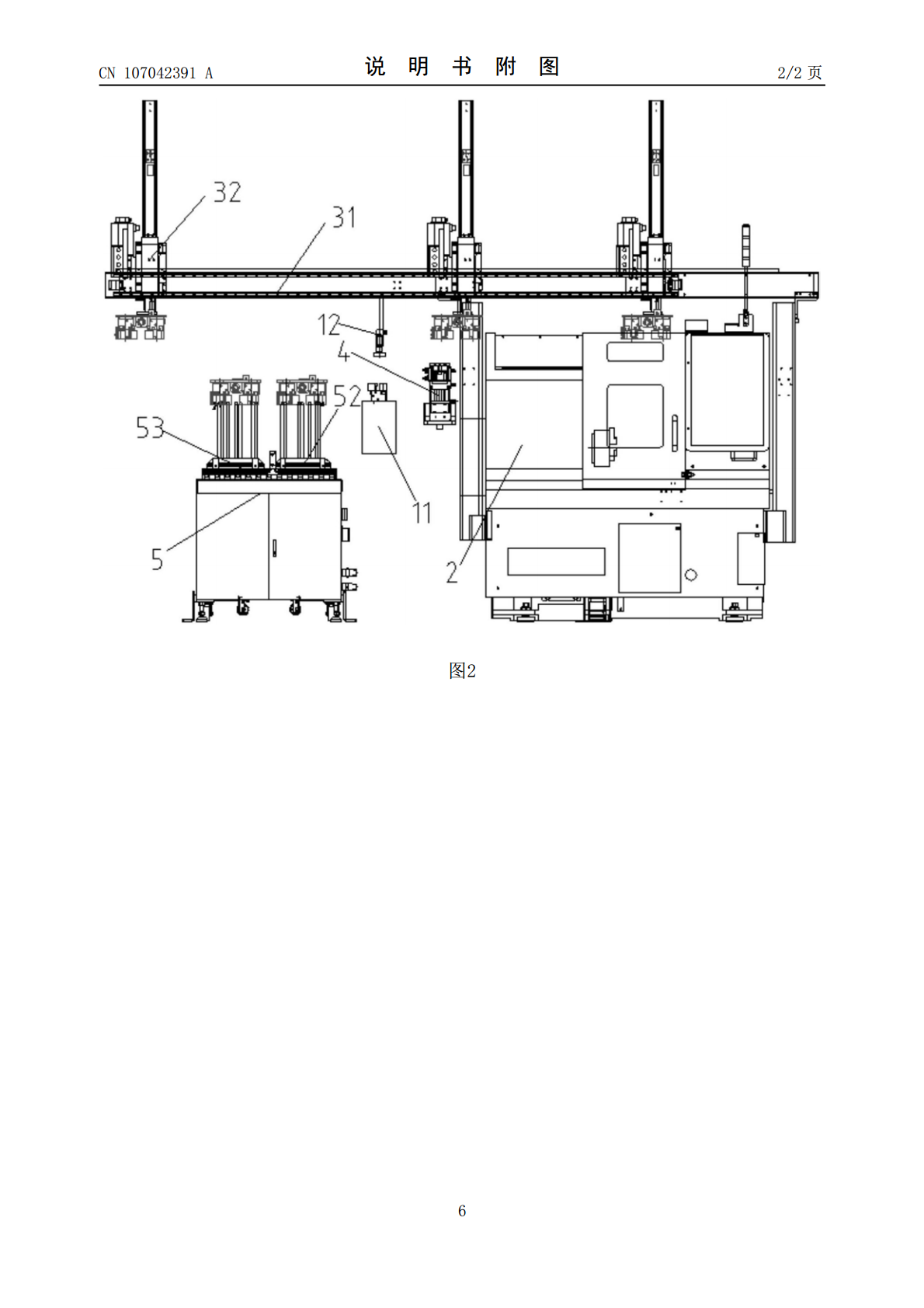
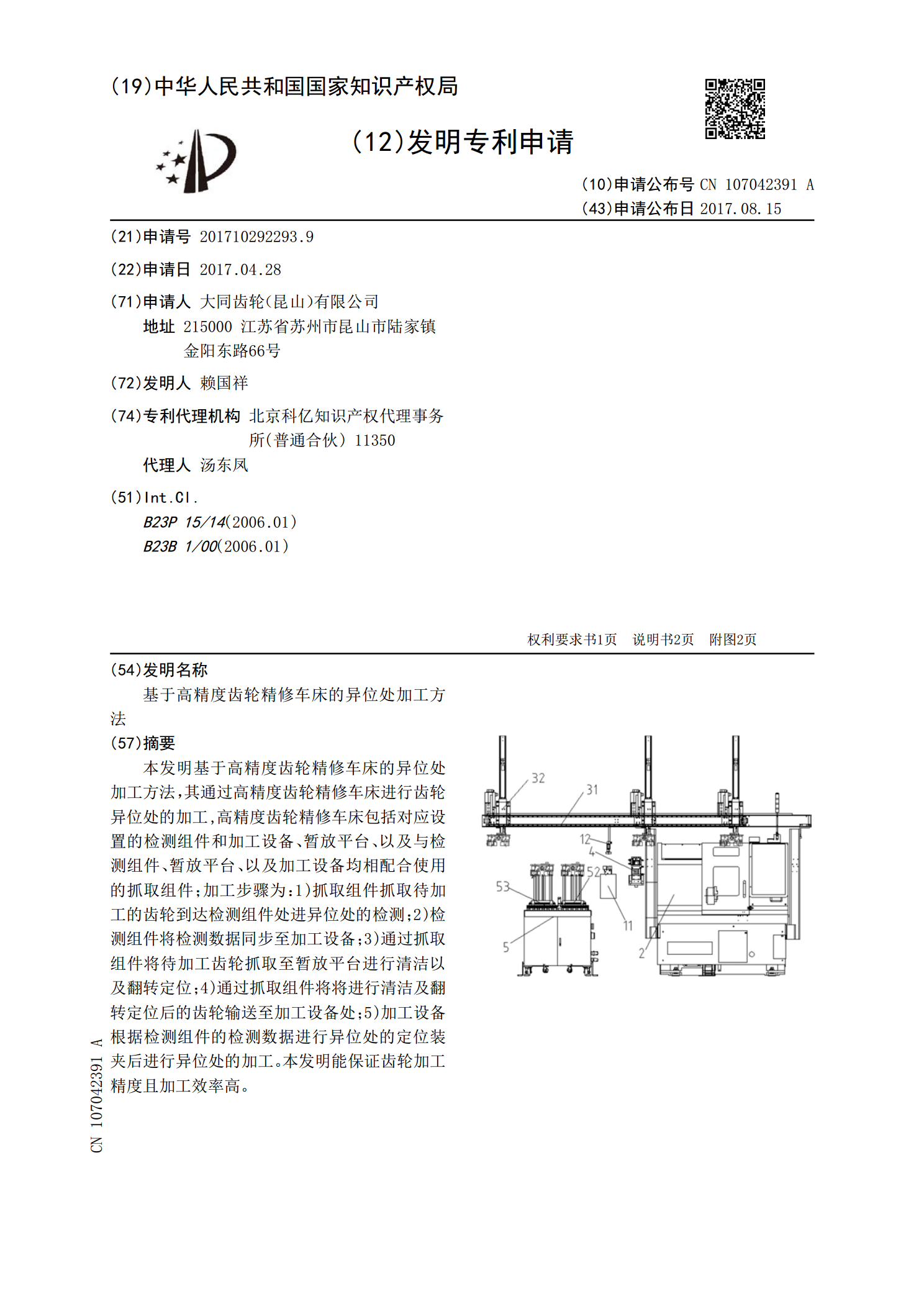
本发明基于高精度齿轮精修车床的异位处加工方法,其通过高精度齿轮精修车床进行齿轮异位处的加工,高精度齿轮精修车床包括对应设置的检测组件和加工设备、暂放平台、以及与检测组件、暂放平台、以及加工设备均相配合使用的抓取组件;加工步骤为:1)抓取组件抓取待加工的齿轮到达检测组件处进异位处的检测;2)检测组件将检测数据同步至加工设备;3)通过抓取组件将待加工齿轮抓取至暂放平台进行清洁以及翻转定位;4)通过抓取组件将将进行清洁及翻转定位后的齿轮输送至加工设备处;5)加工设备根据检测组件的检测数据进行异位处的定位装夹后进
高精度齿轮的加工方法.pdf
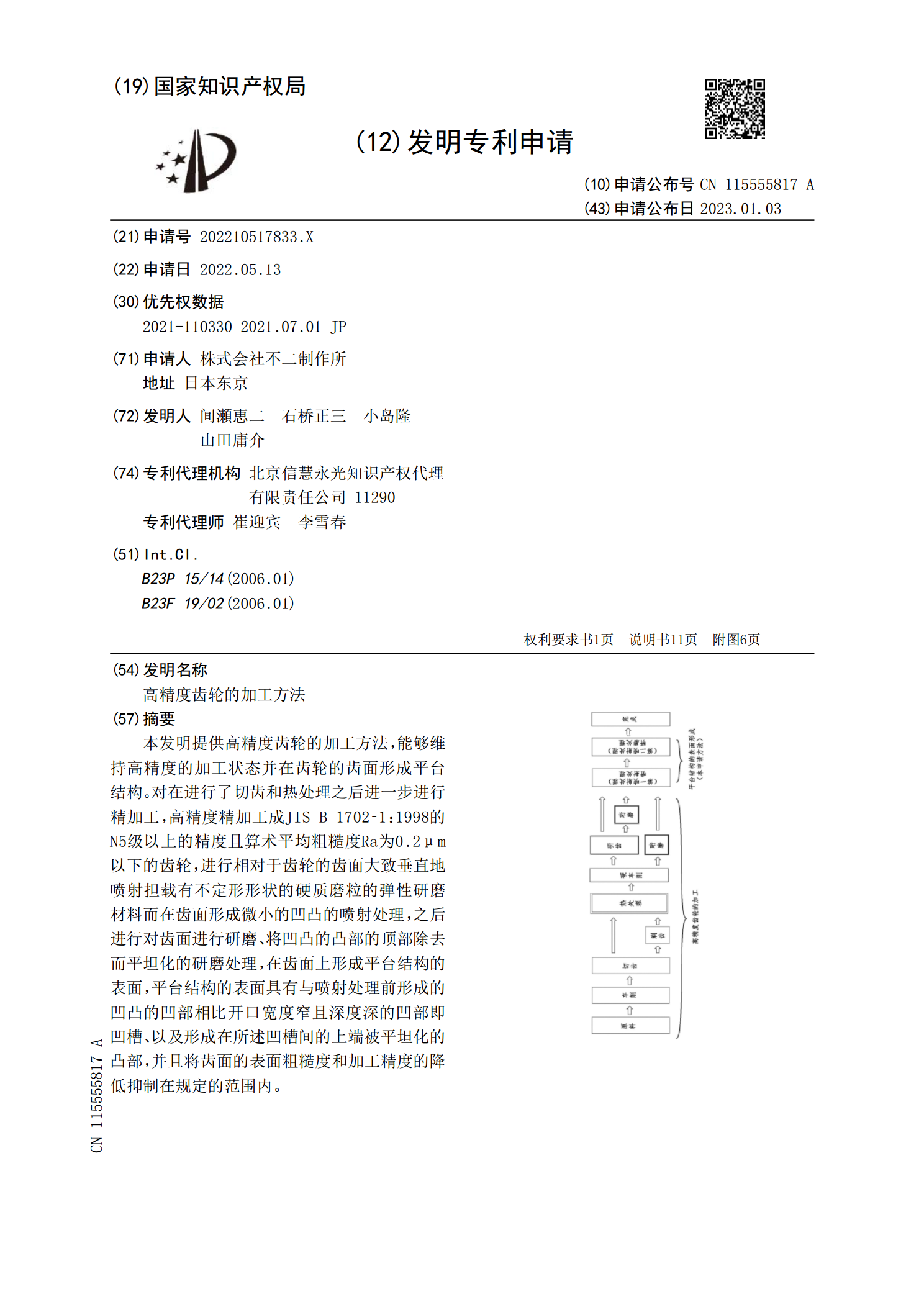
本发明提供高精度齿轮的加工方法,能够维持高精度的加工状态并在齿轮的齿面形成平台结构。对在进行了切齿和热处理之后进一步进行精加工,高精度精加工成JISB1702?1:1998的N5级以上的精度且算术平均粗糙度Ra为0.2μm以下的齿轮,进行相对于齿轮的齿面大致垂直地喷射担载有不定形形状的硬质磨粒的弹性研磨材料而在齿面形成微小的凹凸的喷射处理,之后进行对齿面进行研磨、将凹凸的凸部的顶部除去而平坦化的研磨处理,在齿面上形成平台结构的表面,平台结构的表面具有与喷射处理前形成的凹凸的凹部相比开口宽度窄且深度深的凹部

高精度车床扩大螺距加工范围的方法.docx
高精度车床扩大螺距加工范围的方法随着制造业的发展,工业生产对零件加工越来越高的精度和精细度要求,车削加工成为了重要的加工方式之一。在车床的加工中,常常需要扩大螺距的范围,以满足高精度、高效率的加工要求。本文将从以下三个方面探讨如何扩大车床的螺距加工范围。一、车床结构和刀具的优化设计车床的结构和刀具的设计会直接影响车削加工的效果和范围。在扩大螺距加工范围时,应该优化车床结构,选用适合的加工材料和形状,以提高车床的稳定性和工作精度。1、选用优质钢材料制造机床主体,加强机床的整体性能,提高机床的稳定性和加工精度
高精度齿轮轴加工方法.pdf
本发明高精度齿轮轴加工方法涉及机械加工领域,具体涉及高精度齿轮轴加工方法,包括以下步骤:首先将零件毛坯料装夹在车床上,进行粗车,去掉大部分多余尺寸,车工件外形,留一定的加工余量;对毛坯件进行热处理,采用调质处理;车工件外圆,并留磨量0.4mm,其余工件部位留余量6mm;滚齿,找正工件,并装夹固定,磨前滚齿,留磨量0.5mm;热处理,渗碳淬火;车工件全长、端面至尺寸,车工件各轴肩面,留磨量0.6mm,车轴径至要求尺寸;热处理,淬火处理;在磨床上,磨工件外圆及各台阶面至要求尺寸;本发明加工过程简单,安全可靠,
基于内孔定心的高精度齿轮定心夹紧装置及其加工方法.pdf
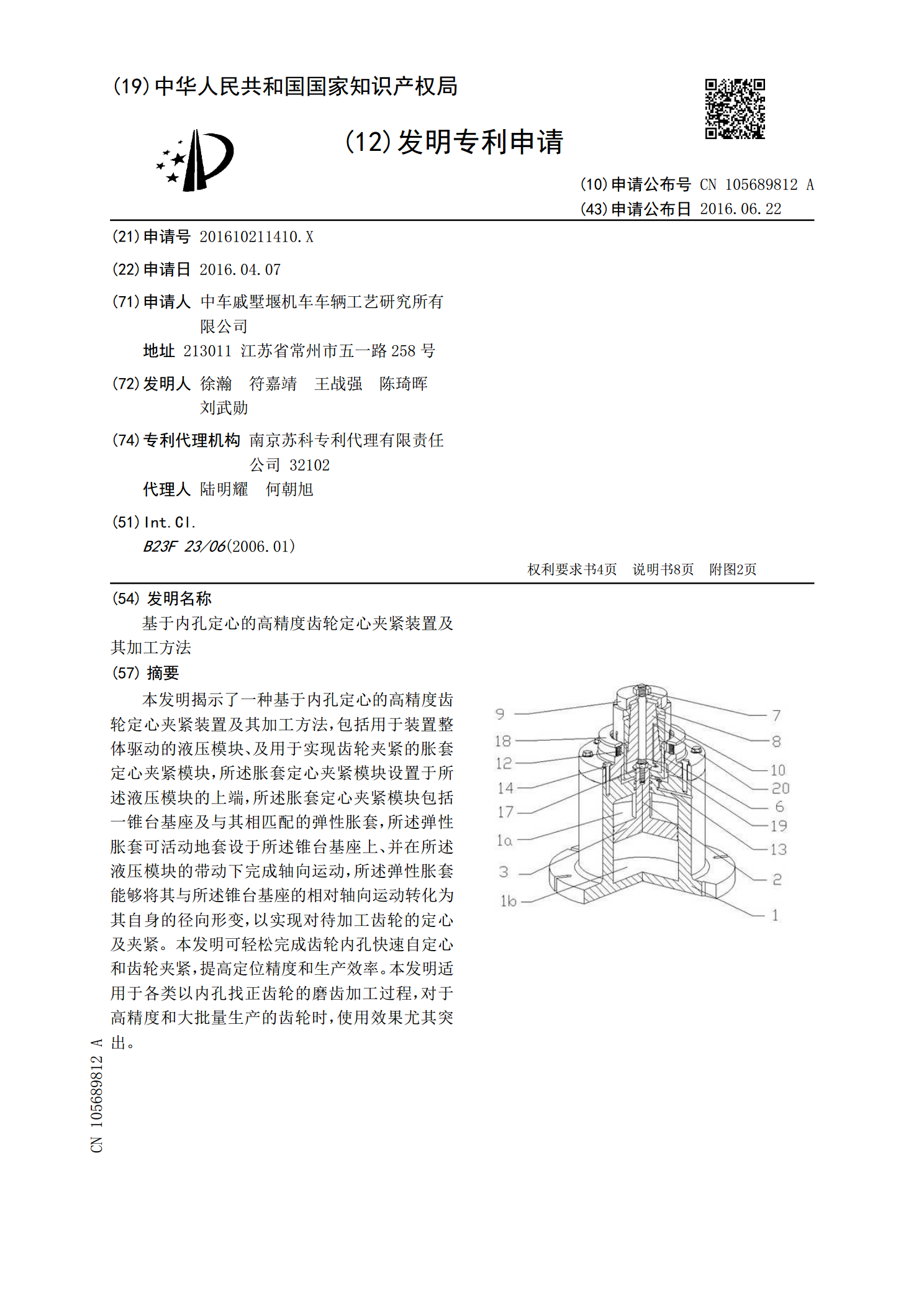
本发明揭示了一种基于内孔定心的高精度齿轮定心夹紧装置及其加工方法,包括用于装置整体驱动的液压模块、及用于实现齿轮夹紧的胀套定心夹紧模块,所述胀套定心夹紧模块设置于所述液压模块的上端,所述胀套定心夹紧模块包括一锥台基座及与其相匹配的弹性胀套,所述弹性胀套可活动地套设于所述锥台基座上、并在所述液压模块的带动下完成轴向运动,所述弹性胀套能够将其与所述锥台基座的相对轴向运动转化为其自身的径向形变,以实现对待加工齿轮的定心及夹紧。本发明可轻松完成齿轮内孔快速自定心和齿轮夹紧,提高定位精度和生产效率。本发明适用于各类