
LNG低温槽车外胆容器内环缝埋弧焊焊接系统.pdf

光誉****君哥

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

LNG低温槽车外胆容器内环缝埋弧焊焊接系统.pdf
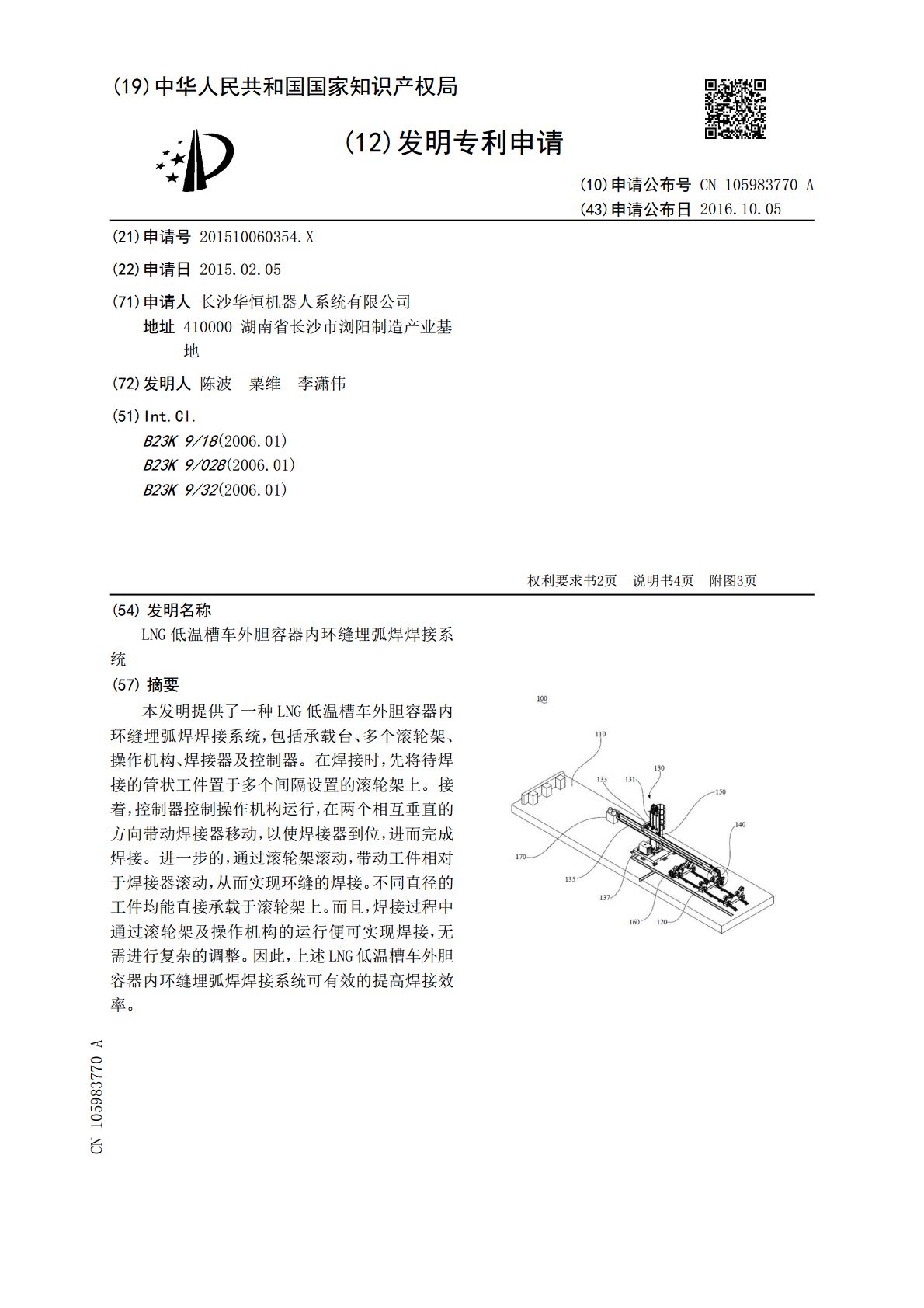
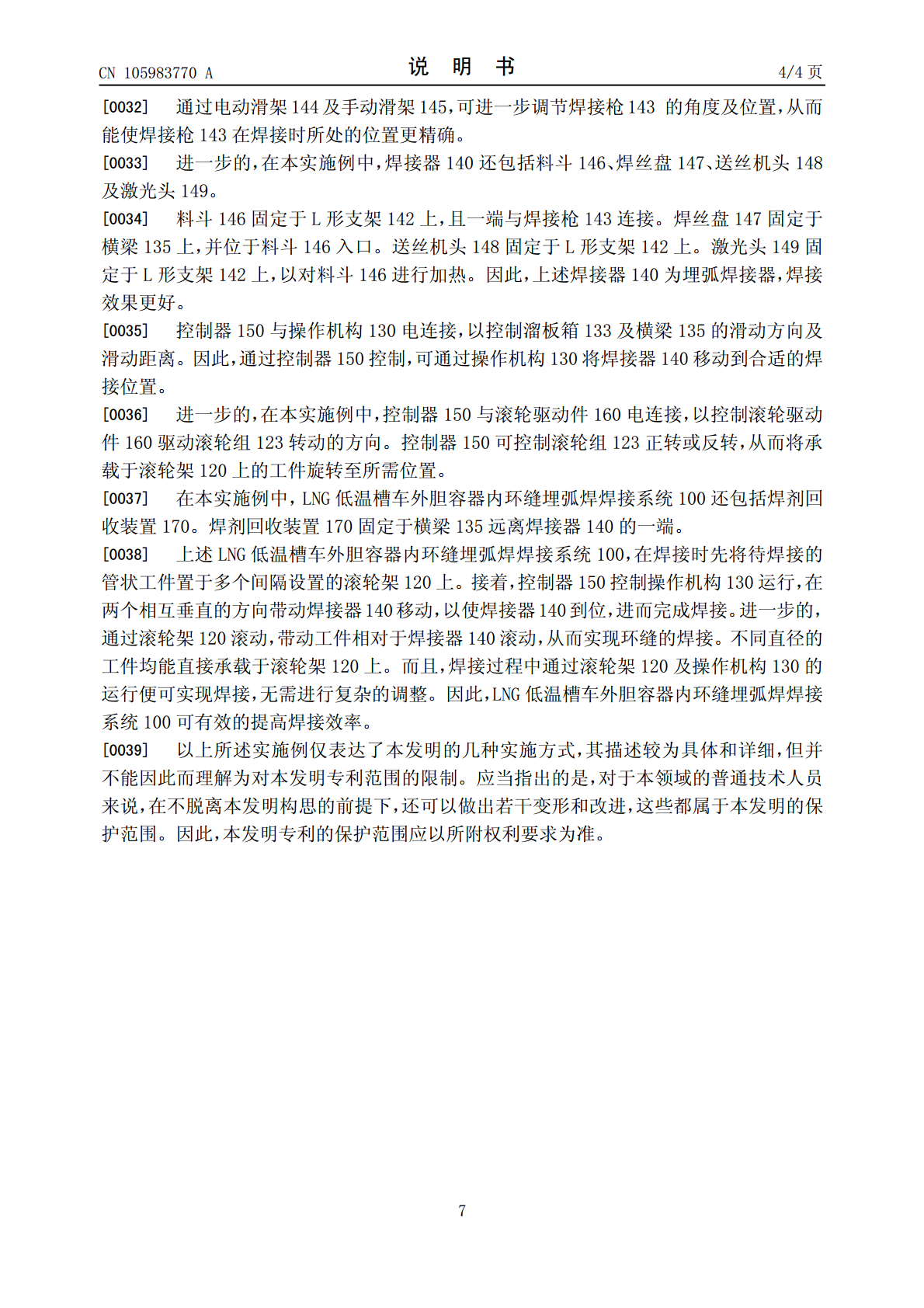
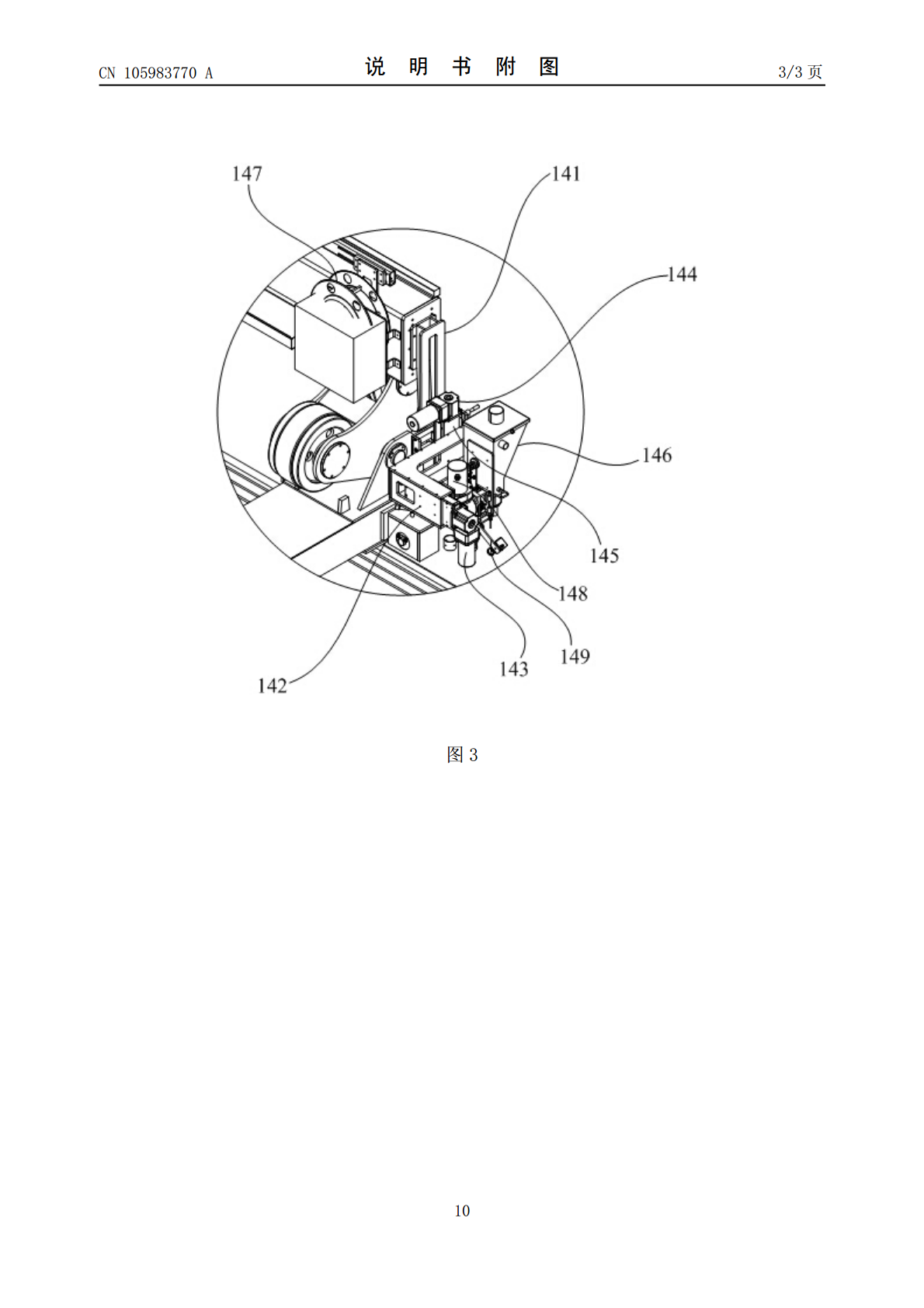
本发明提供了一种LNG低温槽车外胆容器内环缝埋弧焊焊接系统,包括承载台、多个滚轮架、操作机构、焊接器及控制器。在焊接时,先将待焊接的管状工件置于多个间隔设置的滚轮架上。接着,控制器控制操作机构运行,在两个相互垂直的方向带动焊接器移动,以使焊接器到位,进而完成焊接。进一步的,通过滚轮架滚动,带动工件相对于焊接器滚动,从而实现环缝的焊接。不同直径的工件均能直接承载于滚轮架上。而且,焊接过程中通过滚轮架及操作机构的运行便可实现焊接,无需进行复杂的调整。因此,上述LNG低温槽车外胆容器内环缝埋弧焊焊接系统可有效的
LNG低温槽车外胆容器外环缝埋弧焊焊接系统.pdf
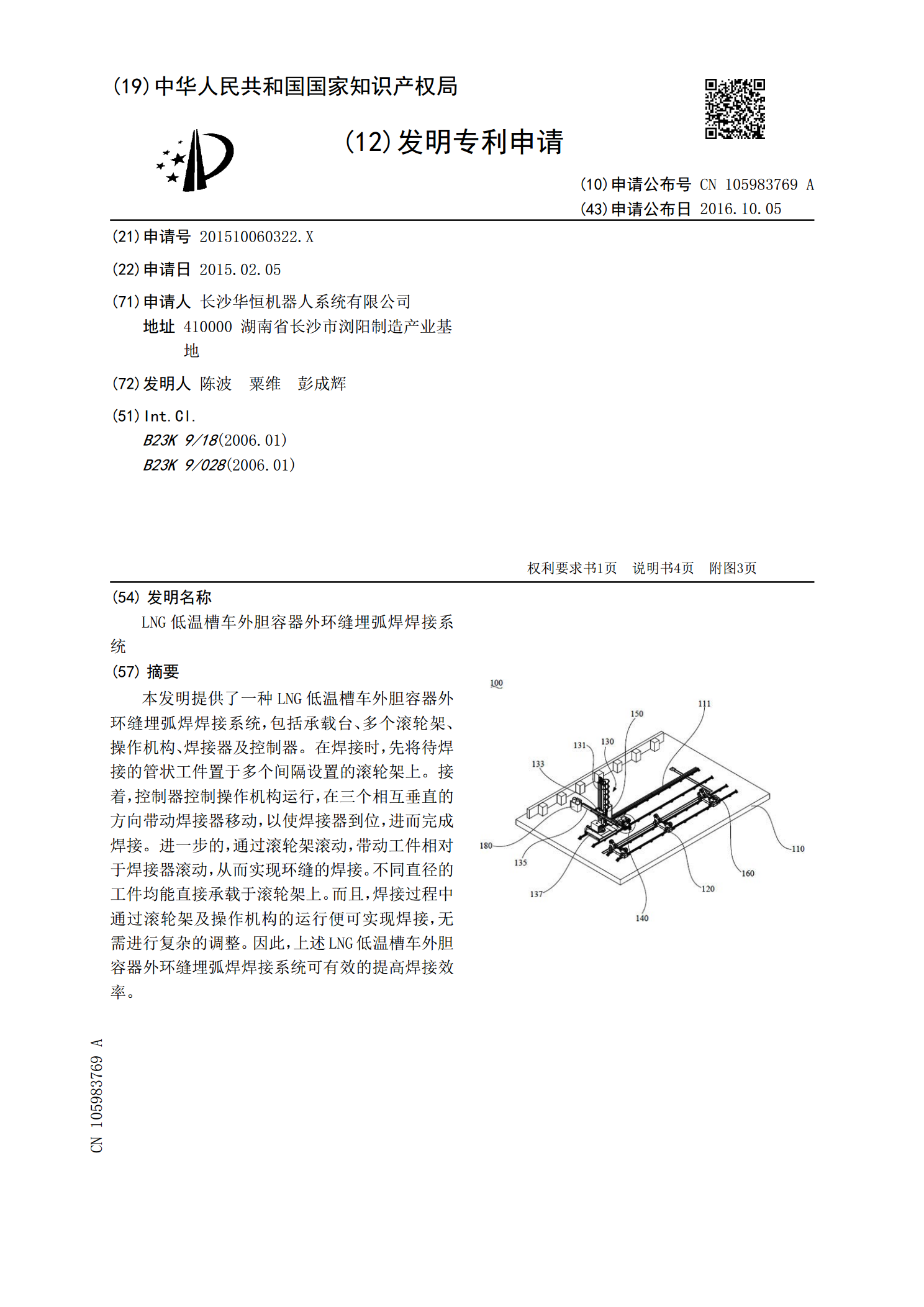
本发明提供了一种LNG低温槽车外胆容器外环缝埋弧焊焊接系统,包括承载台、多个滚轮架、操作机构、焊接器及控制器。在焊接时,先将待焊接的管状工件置于多个间隔设置的滚轮架上。接着,控制器控制操作机构运行,在三个相互垂直的方向带动焊接器移动,以使焊接器到位,进而完成焊接。进一步的,通过滚轮架滚动,带动工件相对于焊接器滚动,从而实现环缝的焊接。不同直径的工件均能直接承载于滚轮架上。而且,焊接过程中通过滚轮架及操作机构的运行便可实现焊接,无需进行复杂的调整。因此,上述LNG低温槽车外胆容器外环缝埋弧焊焊接系统可有效的
锅炉内环缝埋弧自动焊接机.pdf
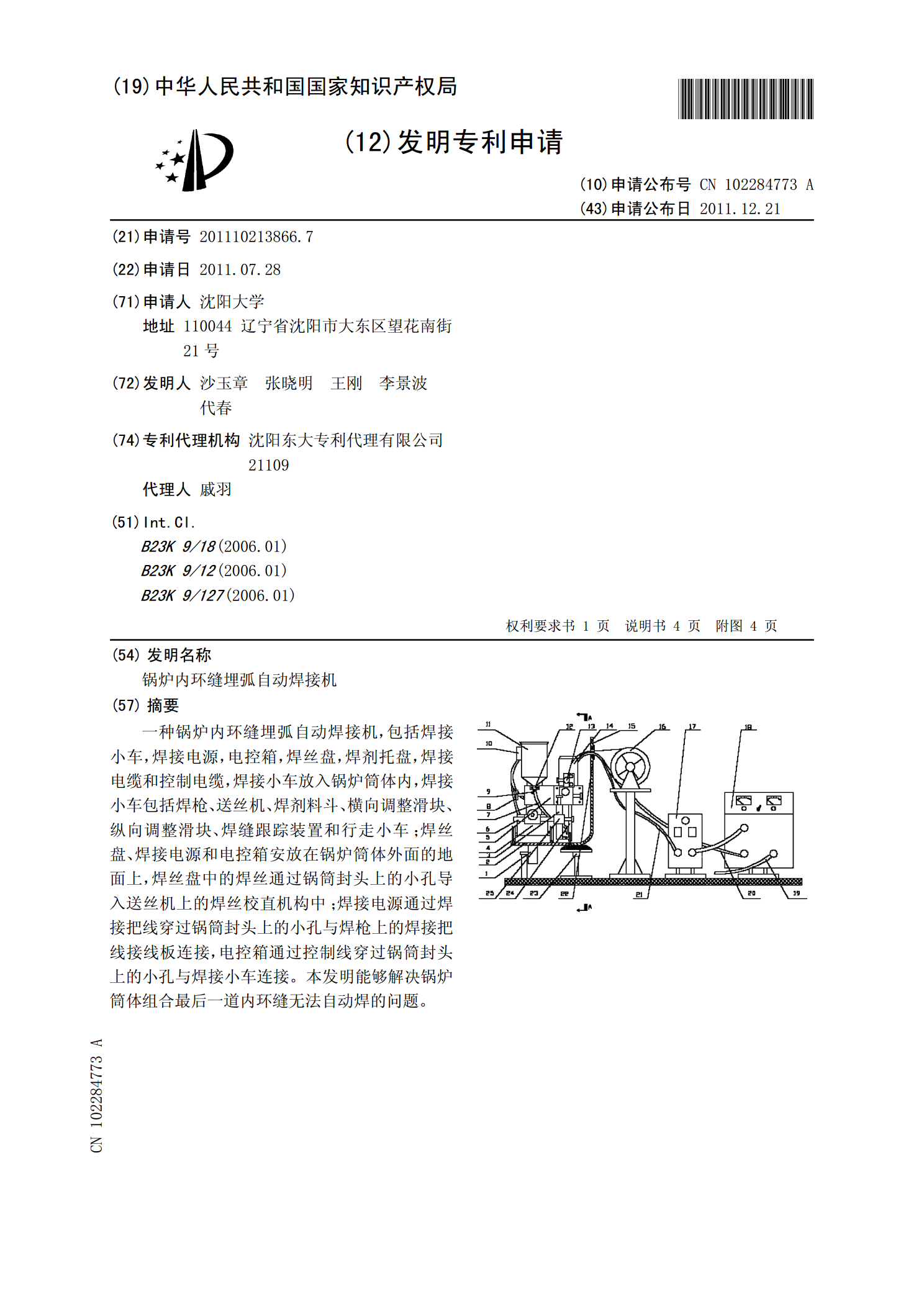
一种锅炉内环缝埋弧自动焊接机,包括焊接小车,焊接电源,电控箱,焊丝盘,焊剂托盘,焊接电缆和控制电缆,焊接小车放入锅炉筒体内,焊接小车包括焊枪、送丝机、焊剂料斗、横向调整滑块、纵向调整滑块、焊缝跟踪装置和行走小车;焊丝盘、焊接电源和电控箱安放在锅炉筒体外面的地面上,焊丝盘中的焊丝通过锅筒封头上的小孔导入送丝机上的焊丝校直机构中;焊接电源通过焊接把线穿过锅筒封头上的小孔与焊枪上的焊接把线接线板连接,电控箱通过控制线穿过锅筒封头上的小孔与焊接小车连接。本发明能够解决锅炉筒体组合最后一道内环缝无法自动焊的问题。
埋弧自动焊焊接系统.pdf
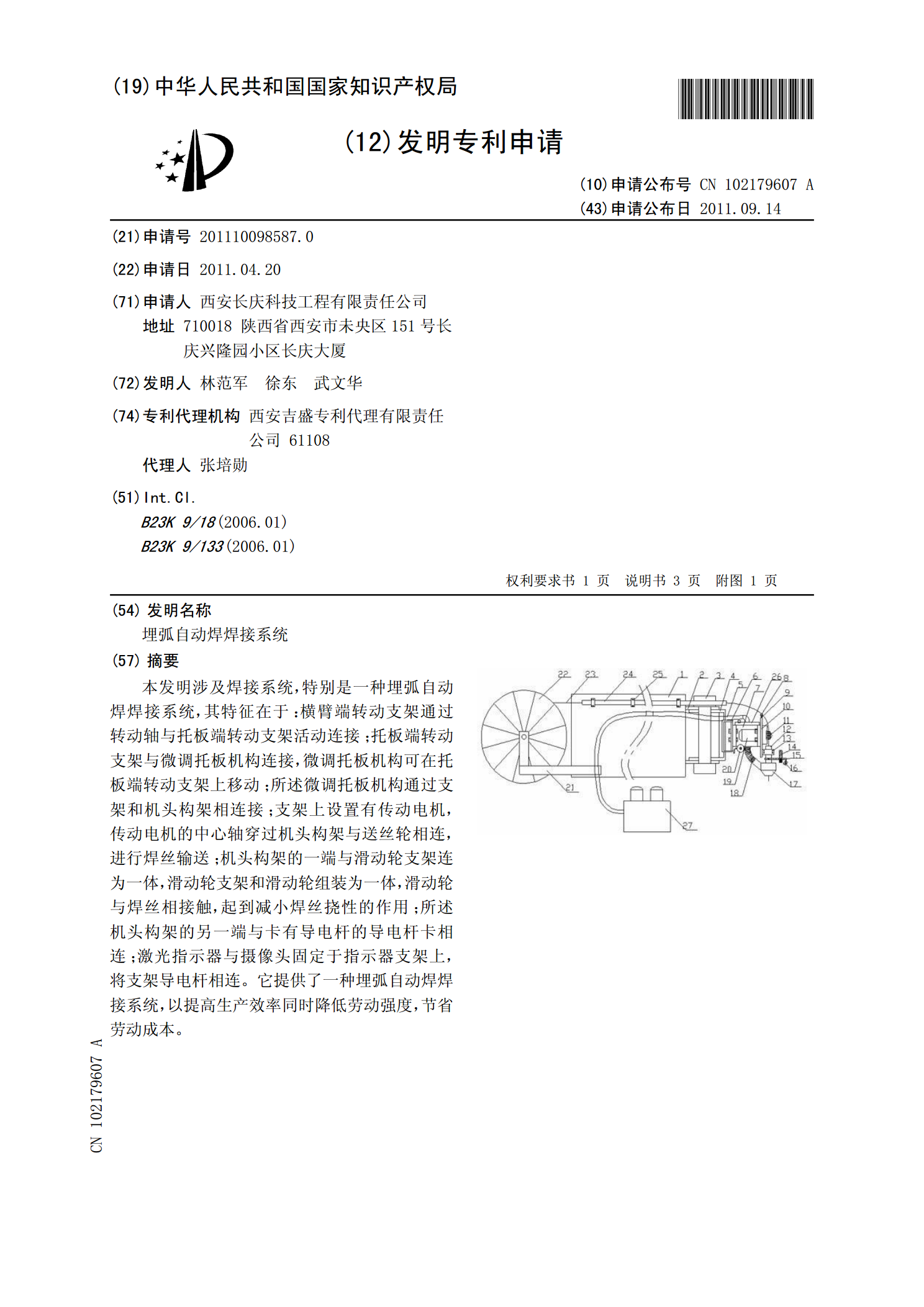
本发明涉及焊接系统,特别是一种埋弧自动焊焊接系统,其特征在于:横臂端转动支架通过转动轴与托板端转动支架活动连接;托板端转动支架与微调托板机构连接,微调托板机构可在托板端转动支架上移动;所述微调托板机构通过支架和机头构架相连接;支架上设置有传动电机,传动电机的中心轴穿过机头构架与送丝轮相连,进行焊丝输送;机头构架的一端与滑动轮支架连为一体,滑动轮支架和滑动轮组装为一体,滑动轮与焊丝相接触,起到减小焊丝挠性的作用;所述机头构架的另一端与卡有导电杆的导电杆卡相连;激光指示器与摄像头固定于指示器支架上,将支架导电

一种锅炉内环缝埋弧自动焊接机.pdf
一种锅炉内环缝埋弧自动焊接机,涉及一种焊接机,所述焊接机由焊接小车,焊接电源,电控箱,焊丝盘,焊剂托盘和焊接电缆及控制电缆所组成;数个支撑转胎安装在地面上,锅炉筒体放在支撑转胎上;锅炉筒体与锅筒封头构成环行焊缝,在锅筒封头上开一个小孔,小孔上套一个绝缘套;焊接小车放入锅炉筒体内,行走小车的一侧安装焊缝跟踪装置,在行走小车上安装纵向调整滑块,在纵向调整滑块上安装横向调整滑块,在横向调整滑块上安装送丝机和焊剂料斗,在焊剂料斗上安有遥控盒。本发明保证焊枪始终不离焊缝,焊接过程中,焊接小车始终处于锅炉筒体最低点焊