
一种粉末注射成形车用增压涡轮的热处理方法.pdf

书生****ma

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粉末注射成形车用增压涡轮的热处理方法.pdf
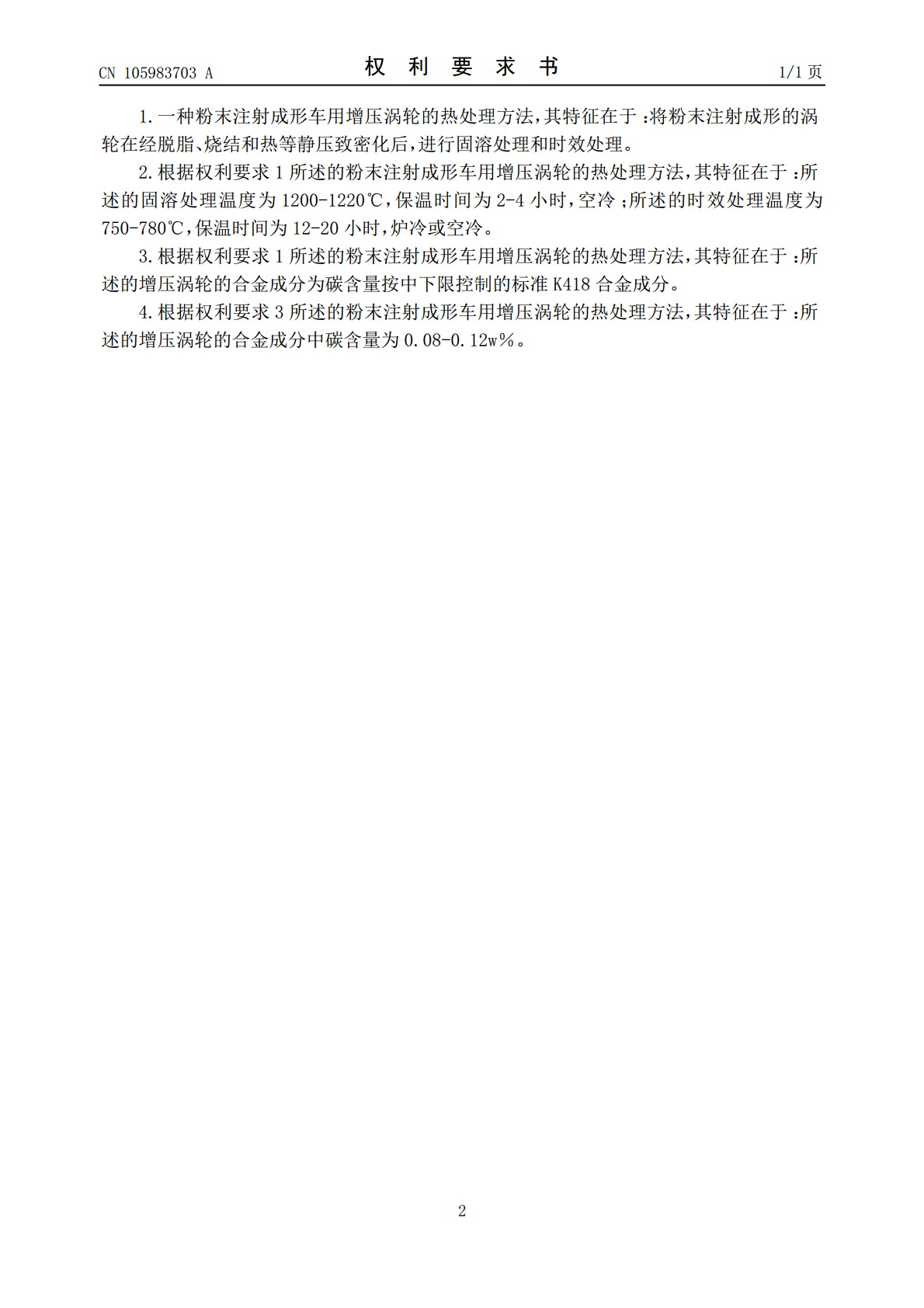
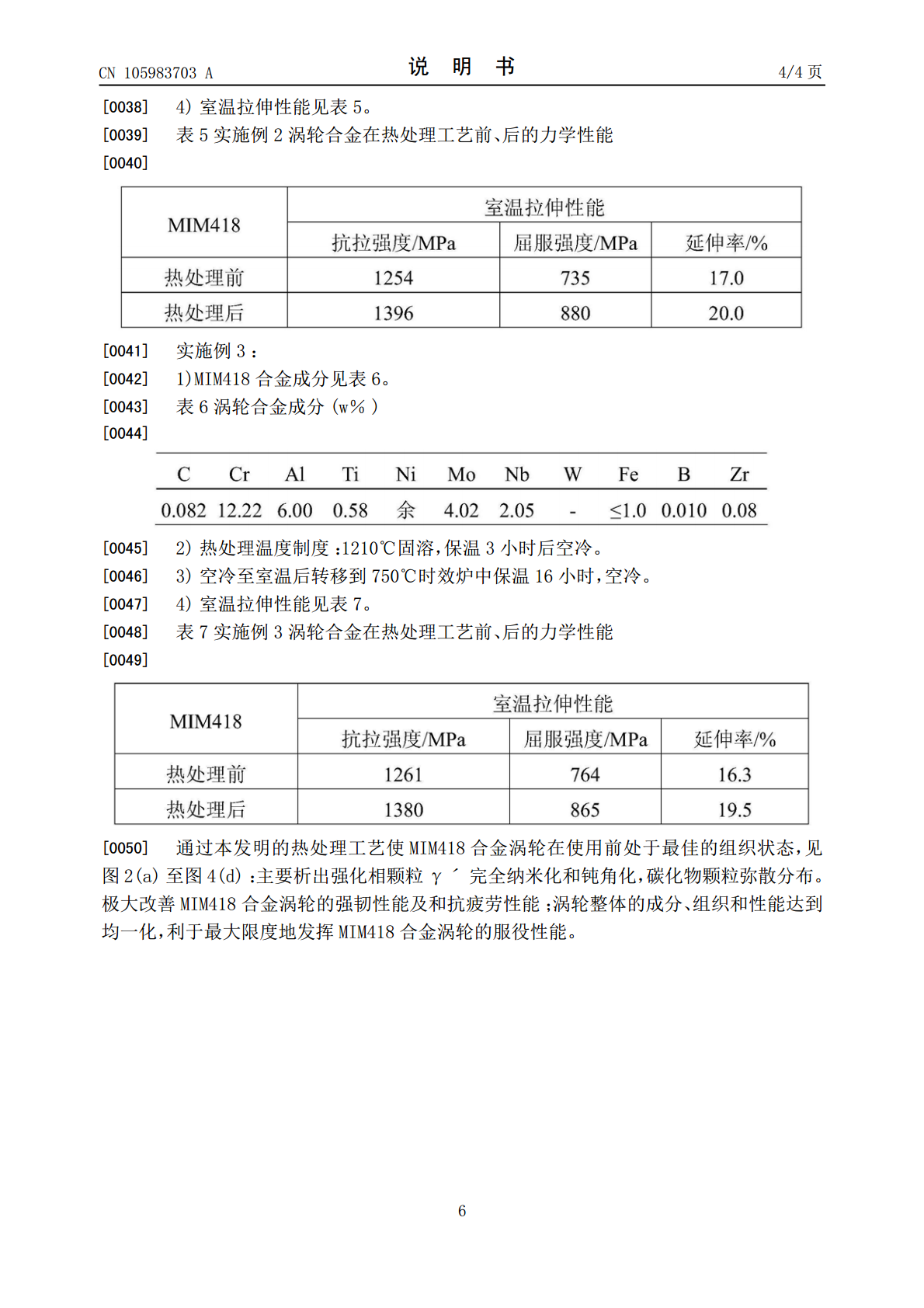
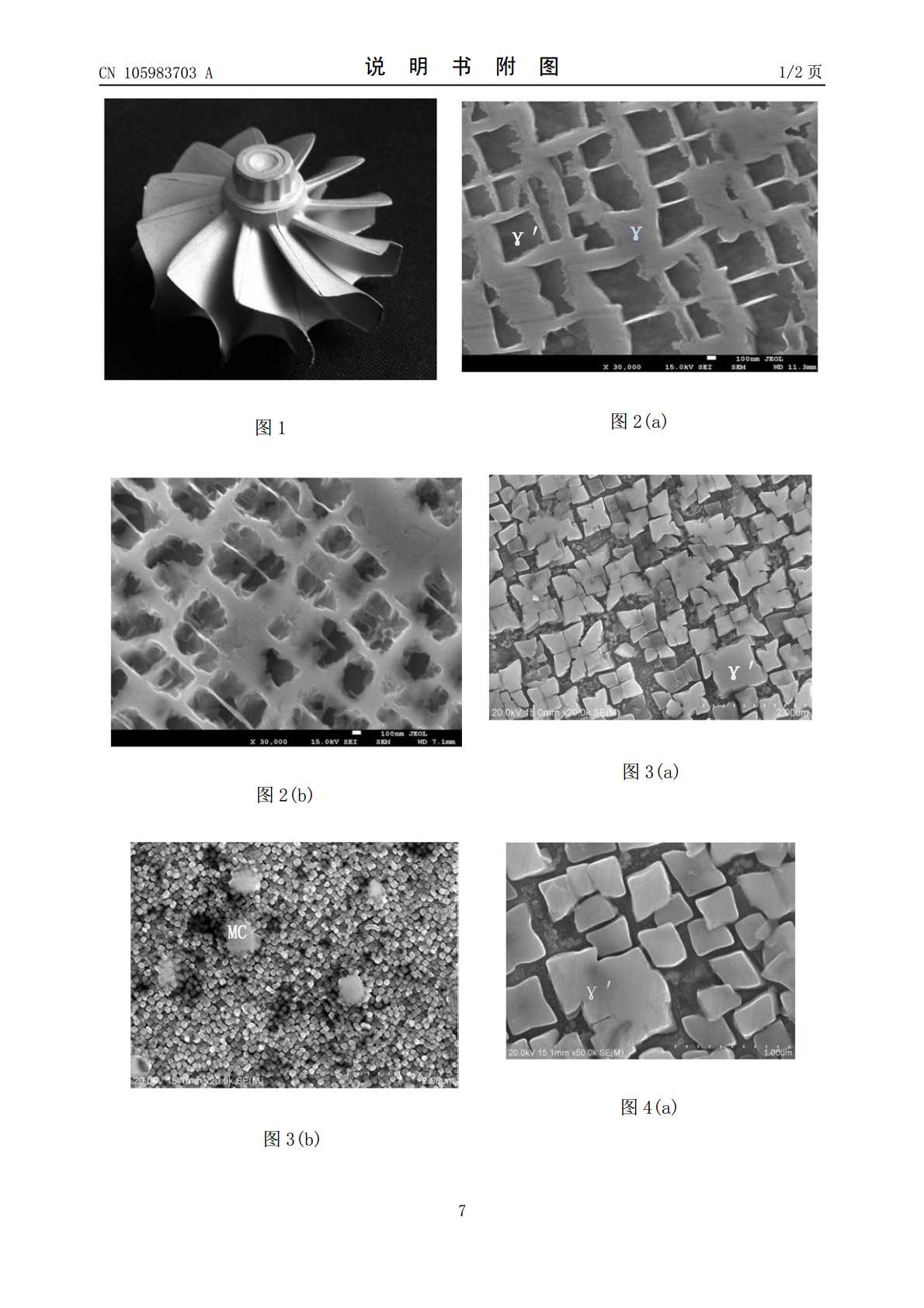
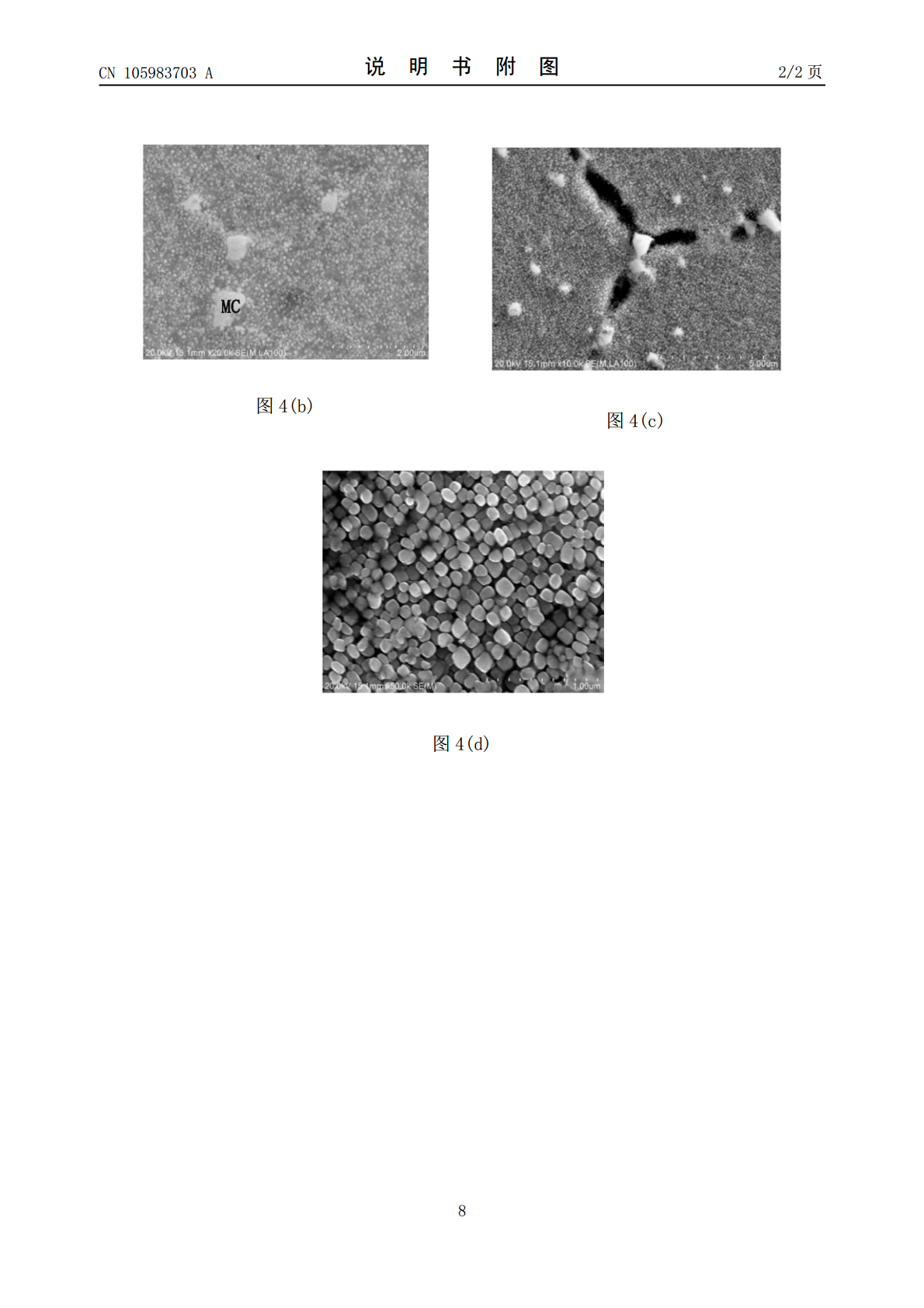
本发明涉及一种粉末注射成形车用增压涡轮的热处理方法,属于粉末高温合金制备及其热处理技术领域。该方法为将粉末注射成形的涡轮在经脱脂、烧结和热等静压致密化后,进行固溶处理和时效处理。通过上述热处理使MIM418合金涡轮在使用前处于最佳的组织状态:主要析出强化相颗粒γˊ完全纳米化和钝角化,碳化物颗粒弥散分布。极大改善MIM418合金涡轮的强韧性能及和抗疲劳性能;涡轮整体的成分、组织和性能达到均一化,利于最大限度地发挥MIM418合金涡轮的服役性能。

粉末注射成形涡轮及其结构优化设计方法.pdf
本发明公开了粉末注射成形增压器涡轮的结构优化设计方法,它以涡轮结构质量最轻和最高转速下涡轮的应力集中系数最小,在确保涡轮结构满足强度要求和使用寿命要求的前提下,优化设计目标函数,以涡轮在最高转速工作状态下的最大等效应力为约束条件,以涡轮结构减重特征几何尺寸为设计变量,建立所述涡轮结构的优化数学模型,本发明采用粉末注射成形工艺,有效去除了精密铸造固有的热裂、缩孔、缩松等缺陷。同时可减少优化过程中的约束条件,可以改变涡轮现有的结构形式,从而最大化地对其进行结构优化,通过该优化设计方法来确定的涡轮各部份尺寸,可

粉末注射成形中空涡轮的合金选择及制备方法.pdf
本发明涉及一种粉末注射成形中空涡轮的合金选择及制备方法。本发明以碳含量0.08-0.12%的K418、碳含量0.01-0.05%的K213和碳含量0.13-0.17%的K417合金粉末作为原料,采用粉末注射成形工艺,分别制备得到最高服役温度为850℃、750℃或1050℃的增压器中空涡轮。本发明在涡轮合金选择上采用现有铸造合金,在成分设计上将碳含量严格控制在中下限,选择的合金通过气雾化制粉、粉末与粘结剂混合制备喂料、喂料注射成形中空涡轮、脱脂与烧结、热等静压等工艺制备出完全致密的中空涡轮,注射成形中空涡轮
一种金属粉末注射成形用成形模具.pdf
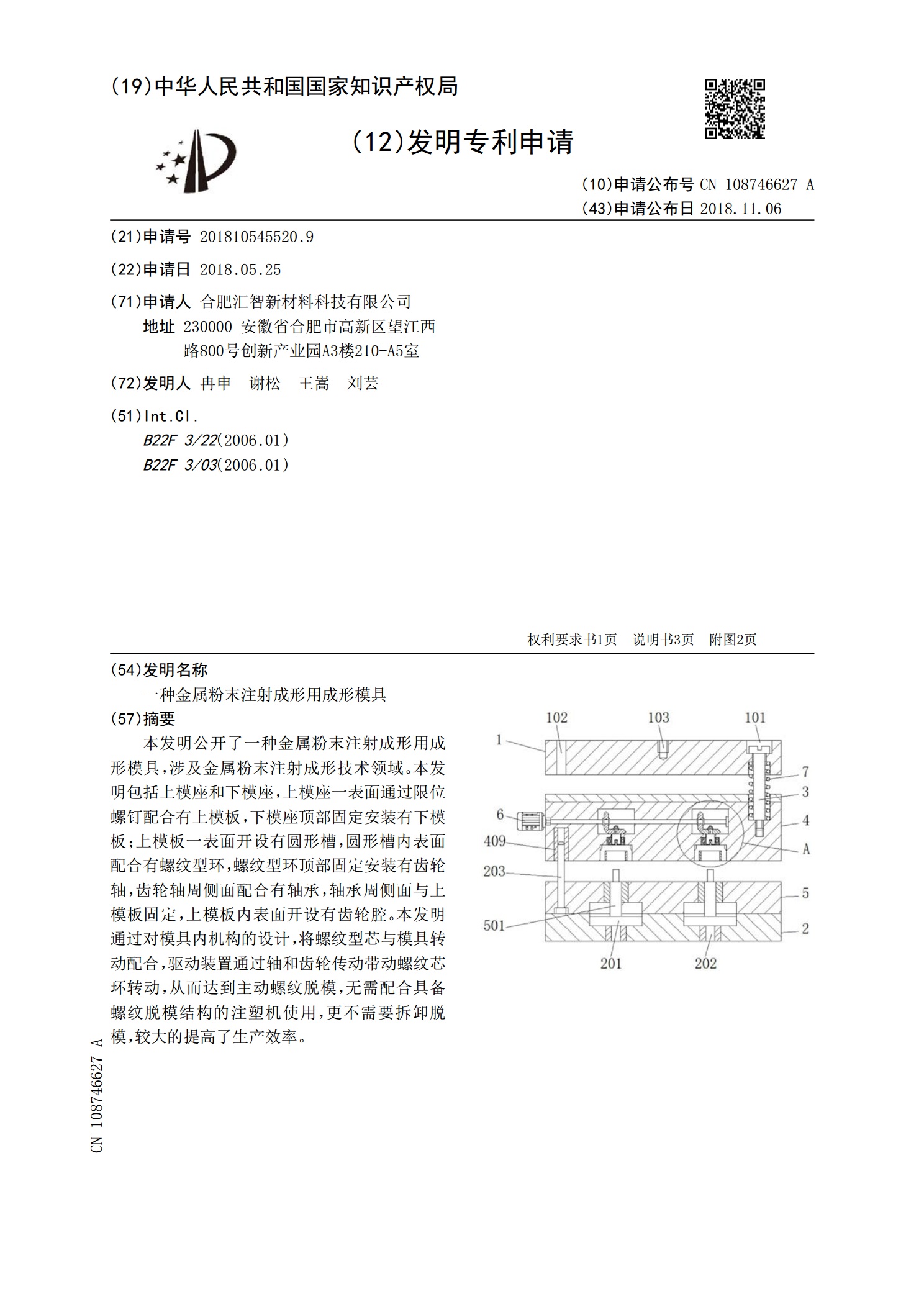
本发明公开了一种金属粉末注射成形用成形模具,涉及金属粉末注射成形技术领域。本发明包括上模座和下模座,上模座一表面通过限位螺钉配合有上模板,下模座顶部固定安装有下模板;上模板一表面开设有圆形槽,圆形槽内表面配合有螺纹型环,螺纹型环顶部固定安装有齿轮轴,齿轮轴周侧面配合有轴承,轴承周侧面与上模板固定,上模板内表面开设有齿轮腔。本发明通过对模具内机构的设计,将螺纹型芯与模具转动配合,驱动装置通过轴和齿轮传动带动螺纹芯环转动,从而达到主动螺纹脱模,无需配合具备螺纹脱模结构的注塑机使用,更不需要拆卸脱模,较大的提高

一种新型车用涡轮增压系统.pdf
本发明涉及一种新型车用涡轮增压系统,包括压气机与设置在涡轮室内的涡轮,涡轮室的进气口与发动机排气歧管相连,涡轮室的排气口接在发动机排气管上,压气机的进气口与空气滤清器管道相连,压气机的排气口接在发动机的进气歧管上;还包括电机与行星齿轮机构,行星齿轮机构由齿圈、行星轮、太阳轮及行星架组成,太阳轮设在齿圈的中心,行星轮啮合在太阳轮与齿圈之间,行星轮安装在行星架上,涡轮和压气机通过一套行星齿轮机构联接,将行星齿轮机构外接电机进行增压调节。与现有技术相比,本发明有效解决了当前涡轮增压器缺陷问题,能够满足发动机不同