
一种用于涡轮增压器涡轮壳的低压铸造工艺.pdf

萌运****魔王

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于涡轮增压器涡轮壳的低压铸造工艺.pdf
本申请涉及一种用于涡轮增压器涡轮壳的低压铸造工艺,应用在低压铸造的领域。其包括准备步骤,准备用于铸造的上模具、下模具和砂芯;预处理步骤,在上模具、下模具和砂芯的表面涂覆涂料形成涂层,组装上模具、下模具和砂芯,形成模具整体,将模具整体的注入口与铸造装置的供料管连通;铸造步骤,向铸造装置充气增压,使熔融物料进入模具整体中,持续充气增压,充气增压完成后铸造装置中的泄压组件动作,断开供料管与模具整体的连接,供料管泄压,脱模步骤,分离上模具和下模具,得到铸件。本申请具有不会拉低保持炉中的温度,提升铸造加工效率的效果

一种用于涡轮增压器涡轮壳的低压铸造工艺.pdf
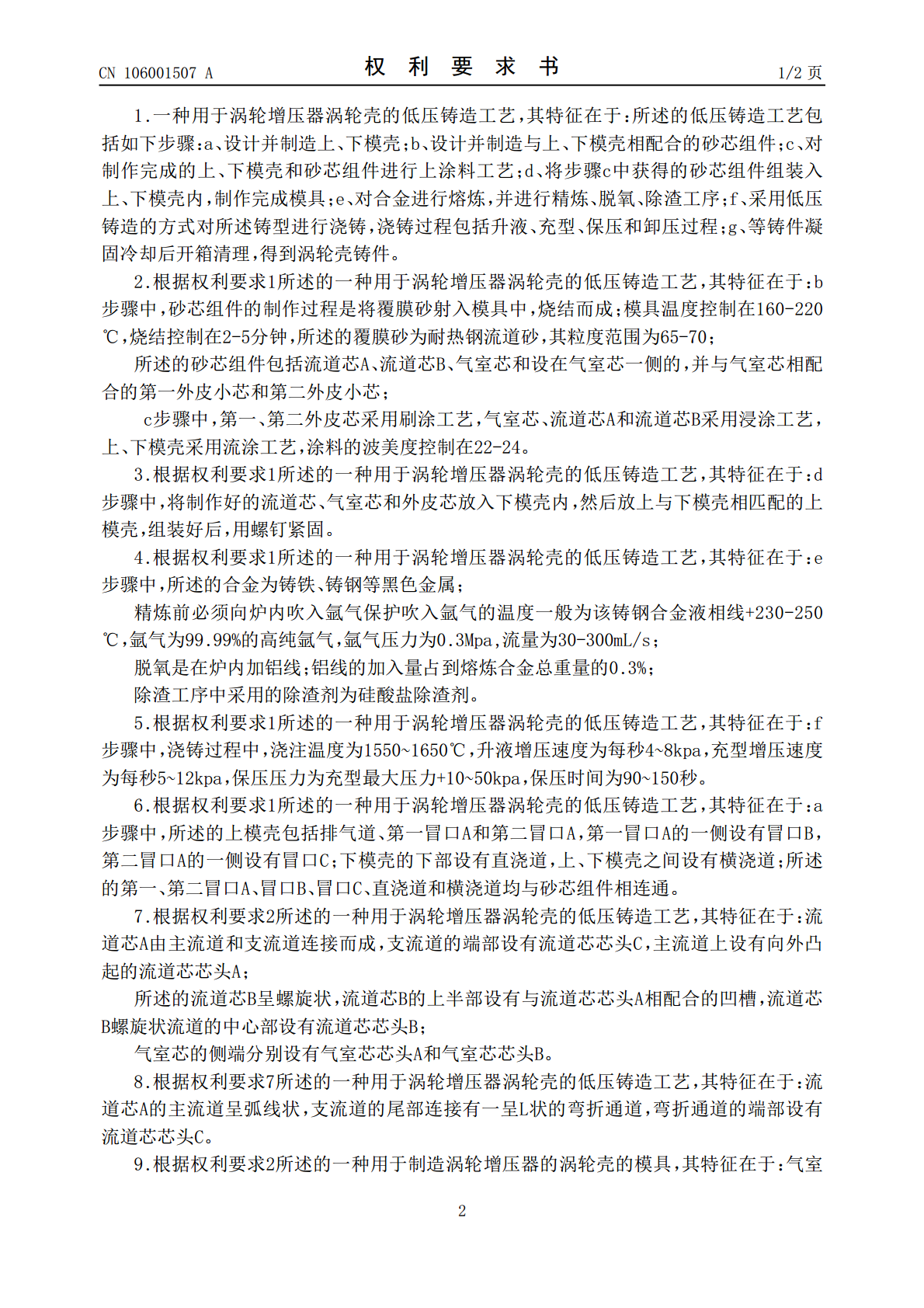
本发明涉一种用于涡轮增压器涡轮壳的低压铸造工艺,包括如下步骤:a、制造上、下模壳;b、制造砂芯组件;c、进行上涂料工艺;d、组装,制作完成模具;e、对合金进行熔炼;f、采用低压铸造的方式对所述铸型进行浇铸;g、等铸件凝固冷却后开箱清理,得到涡轮壳铸件。用该涡轮增压器涡轮壳的低压铸造工艺生产出来的涡轮增压器涡轮壳机械性能高,使用寿命长,金属利用率高,铸造成本低,降低能耗,符合国家对降低单位能耗的政策。
涡轮增压器壳的铸造工艺.pdf
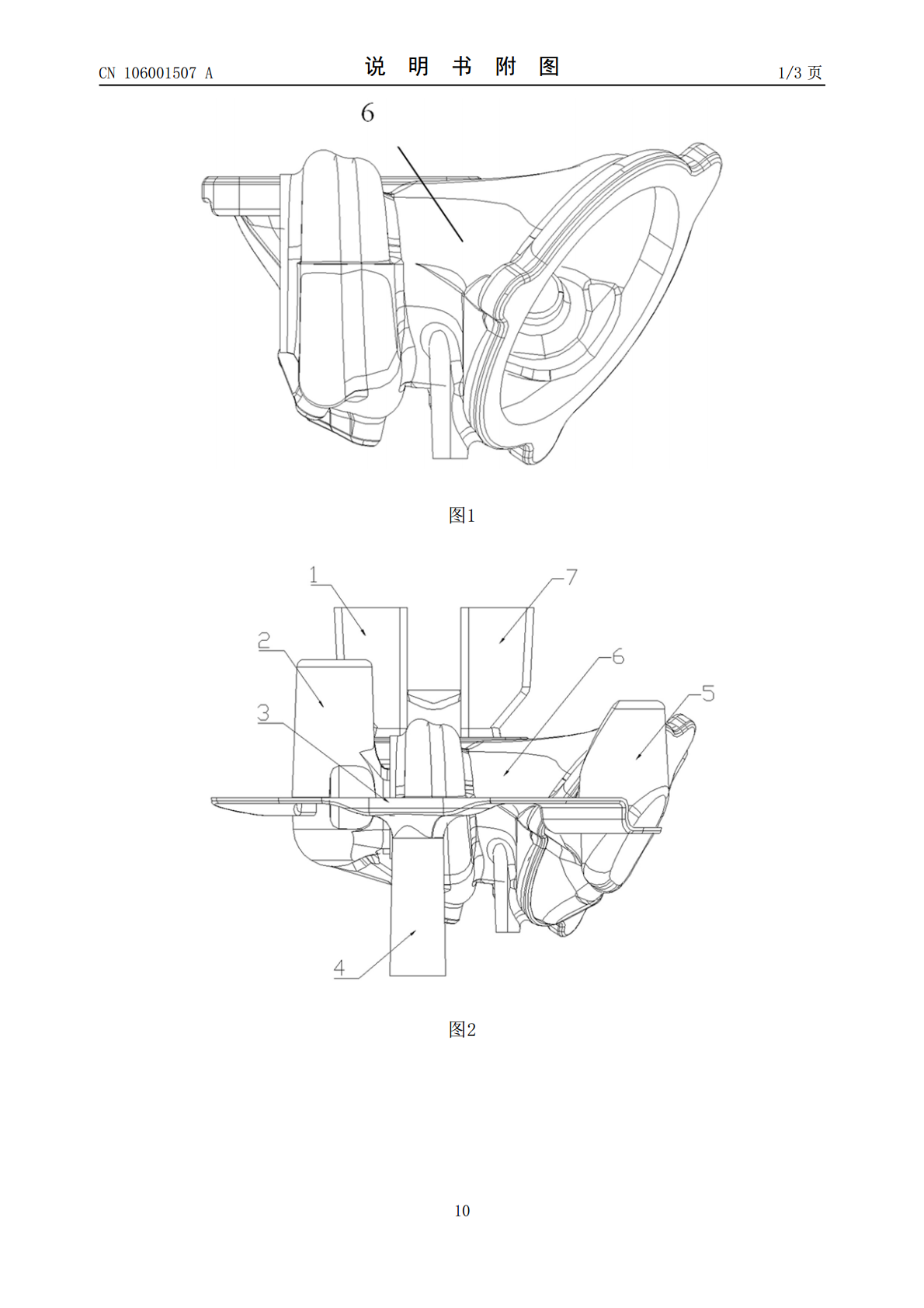
本发明涉及一种涡轮增压器壳的铸造工艺,其特征在于包括如下步骤:1)制备砂芯及砂型;2)组装、烘干;3)熔炼及球化处理;5)浇注;6)清理检验。本发明通过对铸造型砂及铸造工艺的改进,减少缩孔、缩松、夹砂及气泡等铸造缺陷的产生,提高铸件的成品率和铸件的力学性能,降低铸件成本。

一种用于涡轮增压器涡轮壳组件焊接的设备.pdf
本实用新型涉及一种用于涡轮增压器涡轮壳组件焊接的设备,包括:设备工作台、可编程控制器、导轨、提供动力支持的伺服电机、焊接工装、可编程控制器、导轨、伺服电机和焊接工装均在设备工作台上,需要加工的零件位于焊接工装内。本实用新型焊接设备操作简单易懂,对操作者技能要求较低,简单焊接方式灵活;多轴联动机械手,全部采用精密步进马达驱动及先进运动控制算法,有效提升运动定位精度和重复精度;设备可存储多组操作程序,同一机器可对不同款产品进行焊接加工。
涡轮增压器压气机壳的低压铸造工艺.pdf
本发明公开了一种涡轮增压器压气机壳的低压铸造工艺,具体步骤为:先用高强度覆模沙烧结制芯,再铝合金原料以700~740℃的浇注温度、1~3.8MPa的充气压力在重力铸造机上铸造,然后清理铸件的飞边、毛刺和浇口等,接着将铸件加热到535~545℃并保温时间2~3H来进行溶体化时效,再放入50~80℃水中人工淬火,然后加热到195~205℃,保温时间2~3H,然后空气冷却,然后进行喷丸光整、机加工和去油清洗,该铸造工艺生产的涡轮增压器压气机壳具有复杂的内部结构和较薄的均匀的壁厚,良好的机械性能和良好的切削加工性