
涡轮增压器压气机壳的低压铸造工艺.pdf

努力****绮亦


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
涡轮增压器压气机壳的低压铸造工艺.pdf
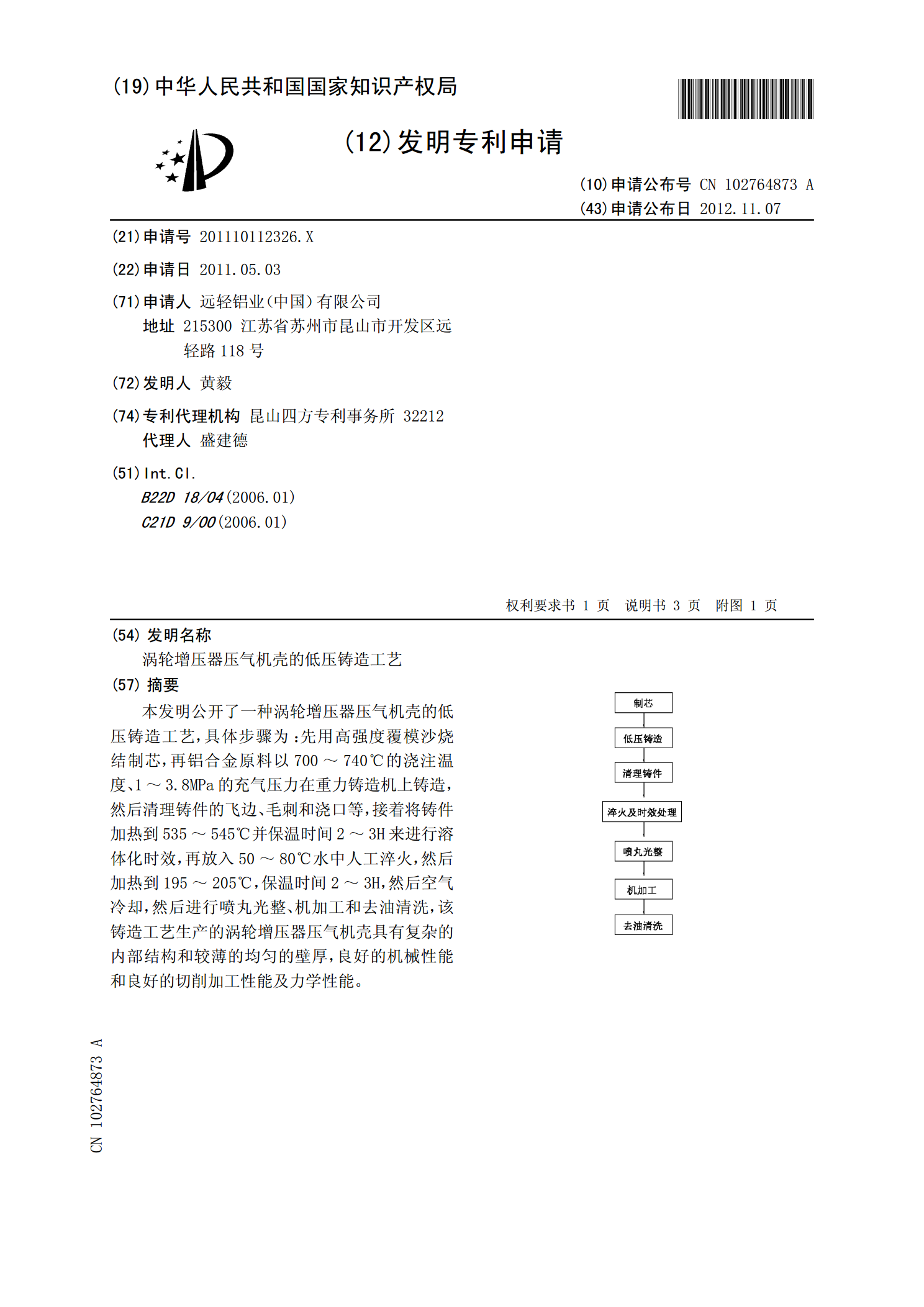
本发明公开了一种涡轮增压器压气机壳的低压铸造工艺,具体步骤为:先用高强度覆模沙烧结制芯,再铝合金原料以700~740℃的浇注温度、1~3.8MPa的充气压力在重力铸造机上铸造,然后清理铸件的飞边、毛刺和浇口等,接着将铸件加热到535~545℃并保温时间2~3H来进行溶体化时效,再放入50~80℃水中人工淬火,然后加热到195~205℃,保温时间2~3H,然后空气冷却,然后进行喷丸光整、机加工和去油清洗,该铸造工艺生产的涡轮增压器压气机壳具有复杂的内部结构和较薄的均匀的壁厚,良好的机械性能和良好的切削加工性

涡轮增压器压气机壳体低压铸造工艺改进.pptx
汇报人:目录PARTONEPARTTWO涡轮增压器在汽车工业中的应用压气机壳体在涡轮增压器中的重要性低压铸造工艺的发展历程和现状PARTTHREE低压铸造工艺的基本原理压气机壳体低压铸造工艺流程工艺参数对铸件质量的影响PARTFOUR改进方案提出的原因和目标改进方案的具体内容和技术细节改进方案实施步骤和时间计划PARTFIVE改进效果评估标准和指标体系改进效果评估方法和技术手段改进效果评估结果分析和讨论PARTSIX结论总结未来研究方向和展望THANKYOU

一种涡轮增压器压气机壳再制造工艺.pdf
一种涡轮增压器压气机壳再制造工艺,它包括以下工艺步骤:(1)气密性检验,把分类好的增压器压气机壳进行气密性实验,把气密性合格可以达到工作压力的进行保留,不合格的达不到工作压力的进行淘汰;(2)喷砂处理,将气密性检验合格的压气机壳进行喷砂处理,把表面油污及气道内残留处理干净;(3)再制造加工,把喷砂处理好的压气机壳进行出气口法兰面,与进气口法兰面从新进行表面及螺栓孔的加工,以保证出进气法兰面平整,及螺栓孔的顺畅;(4)清理清洗,把加工后的压气机壳进行表面去毛刺处理,去除后用超声波清洗机进行全面清洗,清洗后检

一种用于涡轮增压器涡轮壳的低压铸造工艺.pdf
本申请涉及一种用于涡轮增压器涡轮壳的低压铸造工艺,应用在低压铸造的领域。其包括准备步骤,准备用于铸造的上模具、下模具和砂芯;预处理步骤,在上模具、下模具和砂芯的表面涂覆涂料形成涂层,组装上模具、下模具和砂芯,形成模具整体,将模具整体的注入口与铸造装置的供料管连通;铸造步骤,向铸造装置充气增压,使熔融物料进入模具整体中,持续充气增压,充气增压完成后铸造装置中的泄压组件动作,断开供料管与模具整体的连接,供料管泄压,脱模步骤,分离上模具和下模具,得到铸件。本申请具有不会拉低保持炉中的温度,提升铸造加工效率的效果

一种用于涡轮增压器涡轮壳的低压铸造工艺.pdf
本发明涉一种用于涡轮增压器涡轮壳的低压铸造工艺,包括如下步骤:a、制造上、下模壳;b、制造砂芯组件;c、进行上涂料工艺;d、组装,制作完成模具;e、对合金进行熔炼;f、采用低压铸造的方式对所述铸型进行浇铸;g、等铸件凝固冷却后开箱清理,得到涡轮壳铸件。用该涡轮增压器涡轮壳的低压铸造工艺生产出来的涡轮增压器涡轮壳机械性能高,使用寿命长,金属利用率高,铸造成本低,降低能耗,符合国家对降低单位能耗的政策。