
一种全自动液压高速板材边角成型机.pdf

贤惠****66

1/9
2/9
3/9

4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种全自动液压高速板材边角成型机.pdf
本发明公开了一种全自动液压高速板材边角成型机,包括机架、边角成型机构、自动剪切机构、电气控制系统和液压控制系统。该装置实现数控成型间隙调整及程序修整,由电气控制系统根据材料匹配工艺要求的模具间隙,剪切工位由电气控制系统根据工件要求实现自动压料及剪切等功能,配合滚轮和成型模,实现一刀多用,在不更换辊轮的情况下,自动剪切结构无需更换就能剪切多种板厚的板材;该装置的电气控制系统具有编程功能,可实现自动运行,完成零件一次性加工,使用寿命长,该装置还设置有剪切压料装置,剪切更加方便,剪切质量好,提高工作效率;该装置
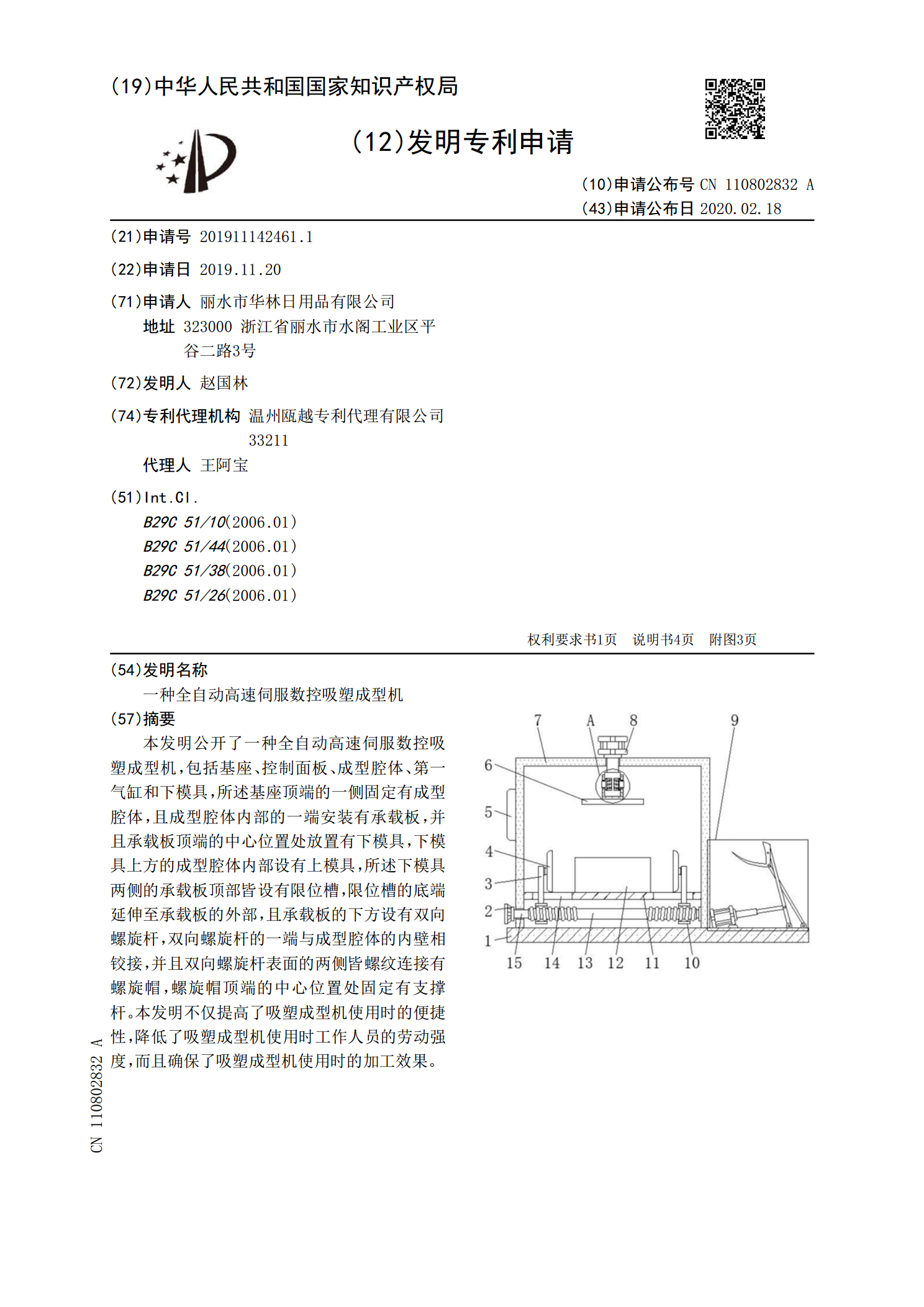
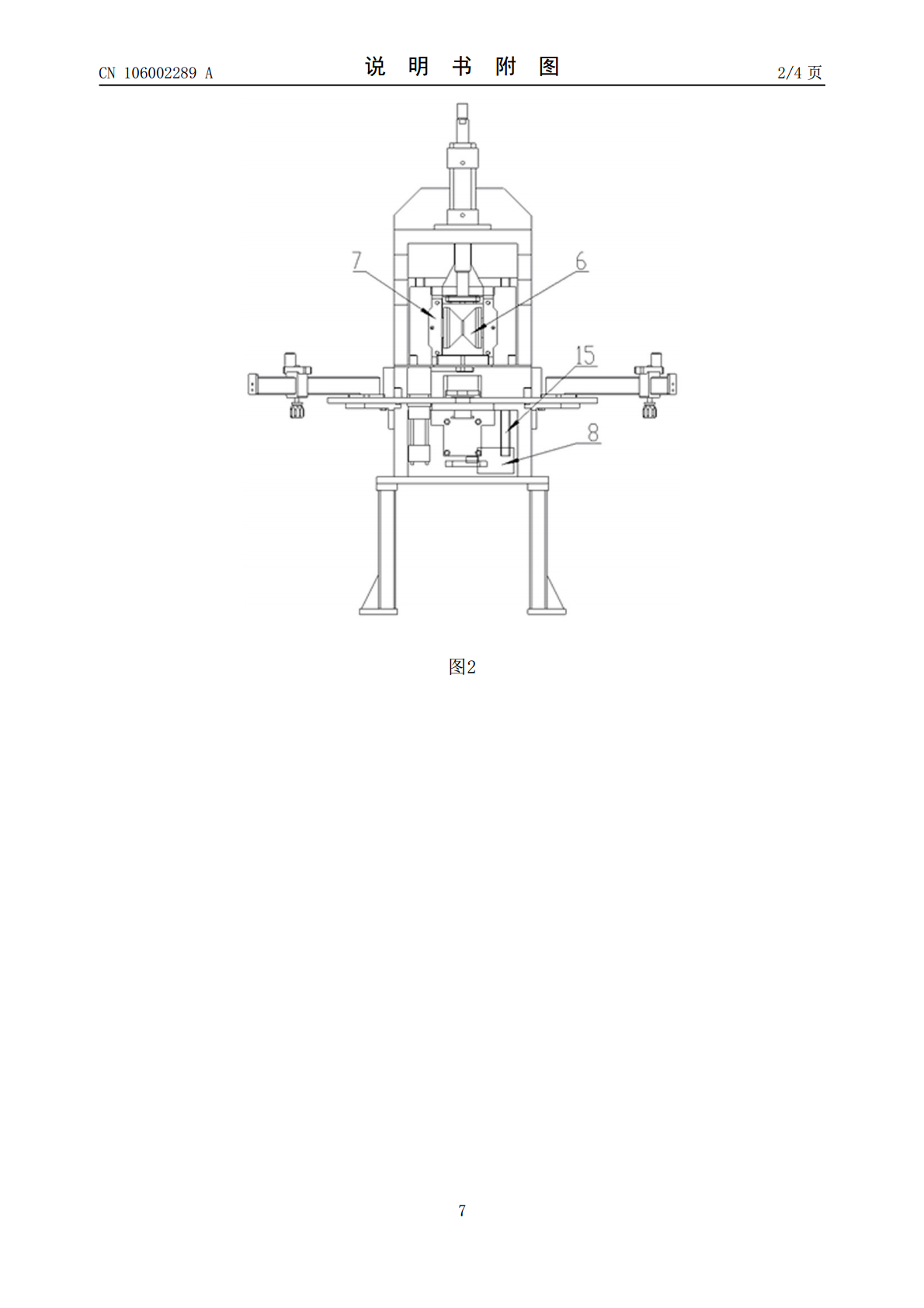
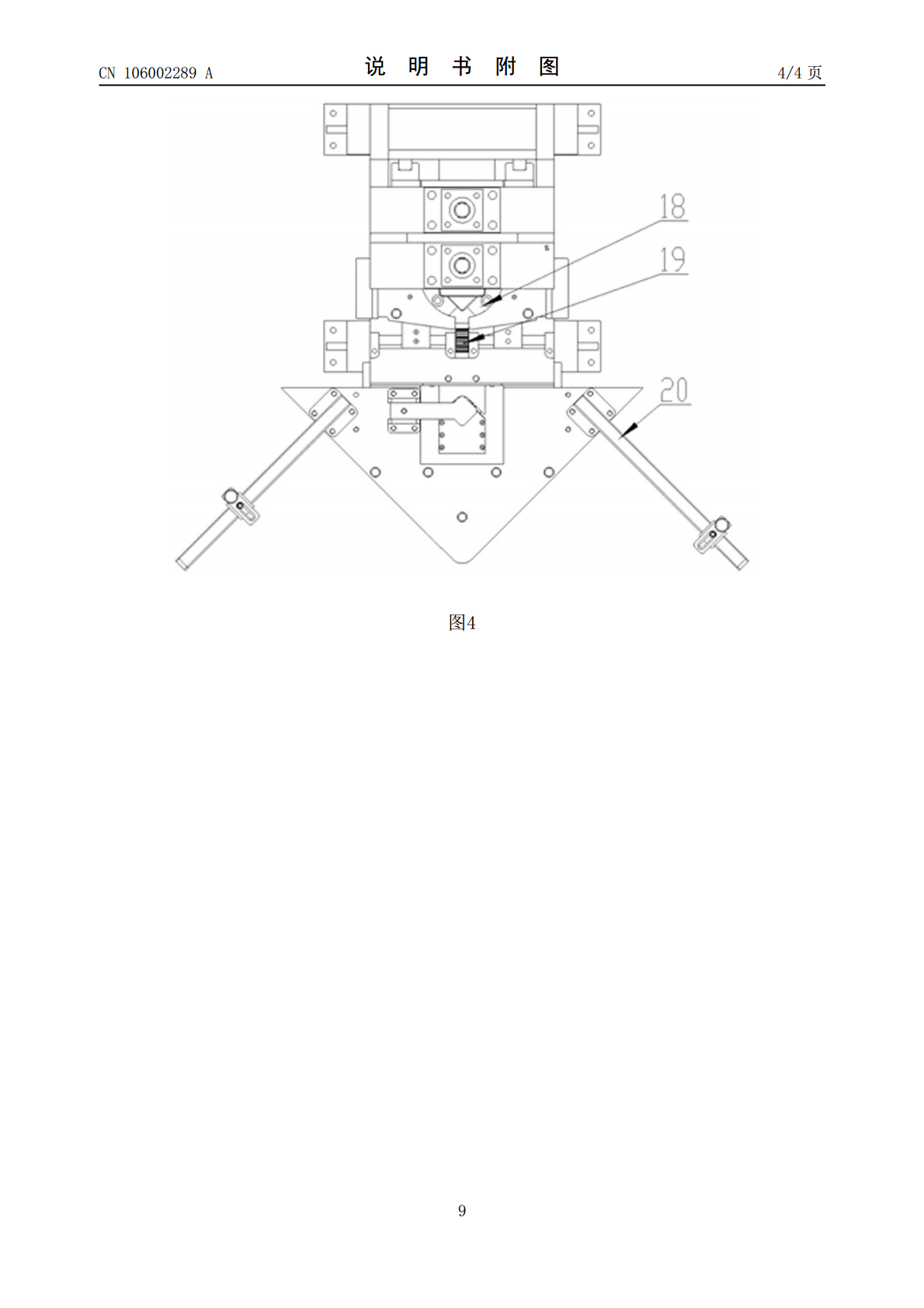
一种全自动高速伺服数控吸塑成型机.pdf
本发明公开了一种全自动高速伺服数控吸塑成型机,包括基座、控制面板、成型腔体、第一气缸和下模具,所述基座顶端的一侧固定有成型腔体,且成型腔体内部的一端安装有承载板,并且承载板顶端的中心位置处放置有下模具,下模具上方的成型腔体内部设有上模具,所述下模具两侧的承载板顶部皆设有限位槽,限位槽的底端延伸至承载板的外部,且承载板的下方设有双向螺旋杆,双向螺旋杆的一端与成型腔体的内壁相铰接,并且双向螺旋杆表面的两侧皆螺纹连接有螺旋帽,螺旋帽顶端的中心位置处固定有支撑杆。本发明不仅提高了吸塑成型机使用时的便捷性,降低了吸
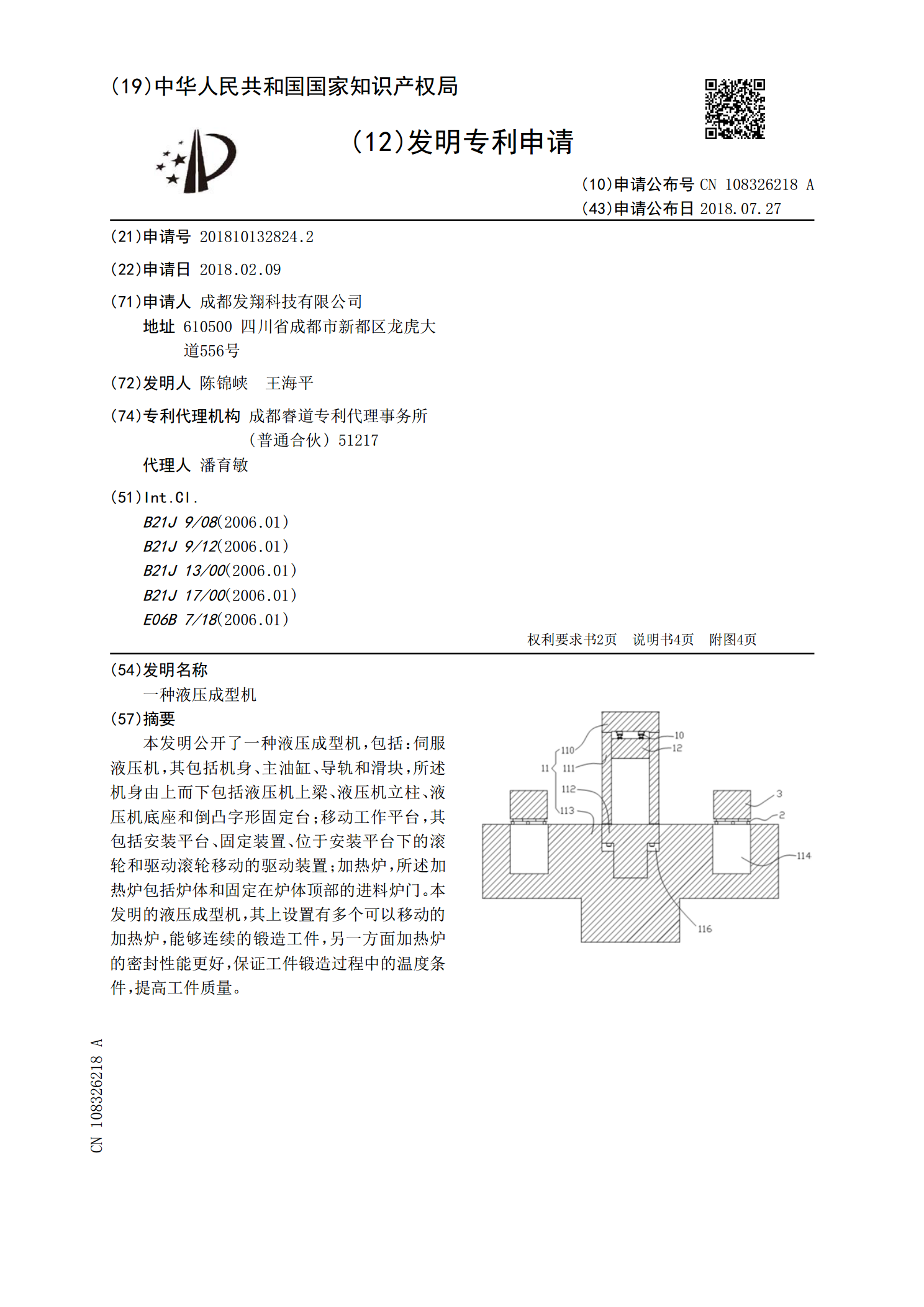
一种液压成型机.pdf
本发明公开了一种液压成型机,包括:伺服液压机,其包括机身、主油缸、导轨和滑块,所述机身由上而下包括液压机上梁、液压机立柱、液压机底座和倒凸字形固定台;移动工作平台,其包括安装平台、固定装置、位于安装平台下的滚轮和驱动滚轮移动的驱动装置;加热炉,所述加热炉包括炉体和固定在炉体顶部的进料炉门。本发明的液压成型机,其上设置有多个可以移动的加热炉,能够连续的锻造工件,另一方面加热炉的密封性能更好,保证工件锻造过程中的温度条件,提高工件质量。
一种厚卷板材成型机.pdf
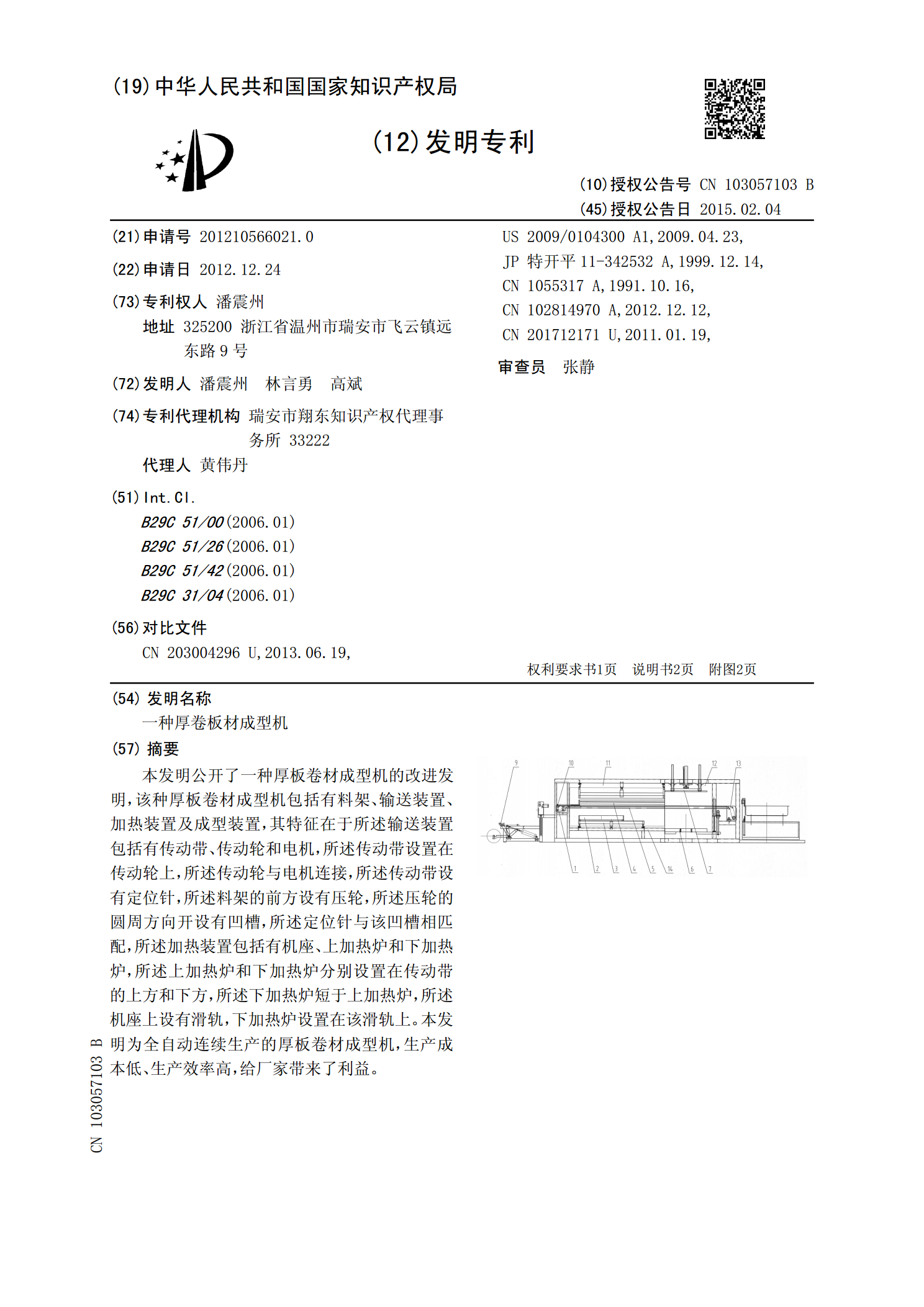
本发明公开了一种厚板卷材成型机的改进发明,该种厚板卷材成型机包括有料架、输送装置、加热装置及成型装置,其特征在于所述输送装置包括有传动带、传动轮和电机,所述传动带设置在传动轮上,所述传动轮与电机连接,所述传动带设有定位针,所述料架的前方设有压轮,所述压轮的圆周方向开设有凹槽,所述定位针与该凹槽相匹配,所述加热装置包括有机座、上加热炉和下加热炉,所述上加热炉和下加热炉分别设置在传动带的上方和下方,所述下加热炉短于上加热炉,所述机座上设有滑轨,下加热炉设置在该滑轨上。本发明为全自动连续生产的厚板卷材成型机,生

一种全自动瓦楞成型机.pdf
本发明公开了一种全自动瓦楞成型机,包括控制装置及依次设置的放板装置、平板输送装置、瓦楞成型装置、瓦楞板切割装置和瓦楞板输送装置,平板输送装置和瓦楞板输送装置的输送方向均为水平方向,瓦楞板成型装置包括两呈上下位置啮合设置的星型齿辊,两所述星型齿辊相互平行且均呈水平状设置,瓦楞板切割装置包括设置在两星型齿辊后部的切割机和与切割机信号连接的切割控制装置,切割控制装置包括设置在瓦楞板输送装置上的光电传感器,光电传感器和切割机均与控制装置连接;本发明的全自动瓦楞成型机,实现多种规格和厚度的瓦楞板的成型,实现在瓦楞板