
一种厚卷板材成型机.pdf

新月****姐a

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
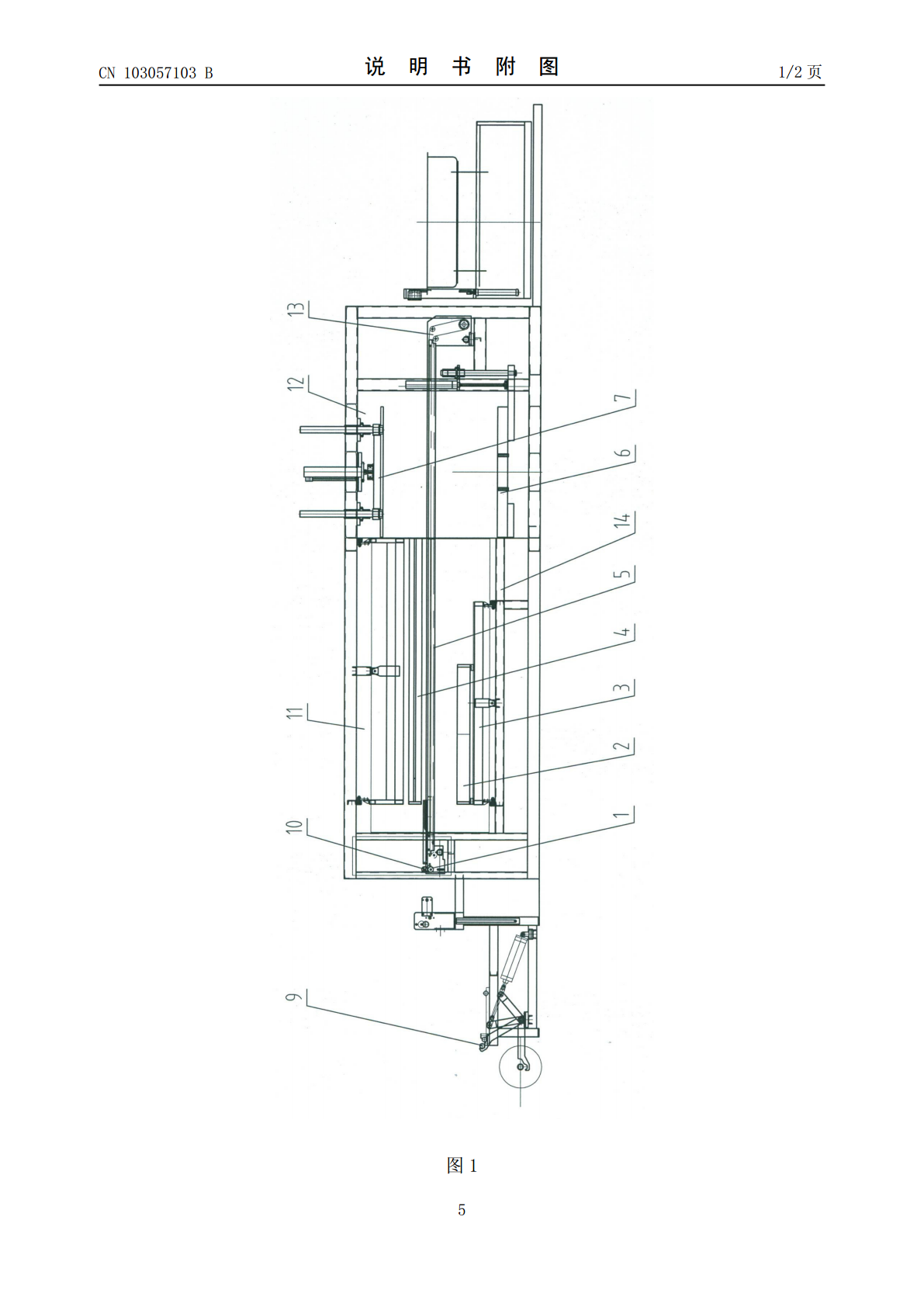
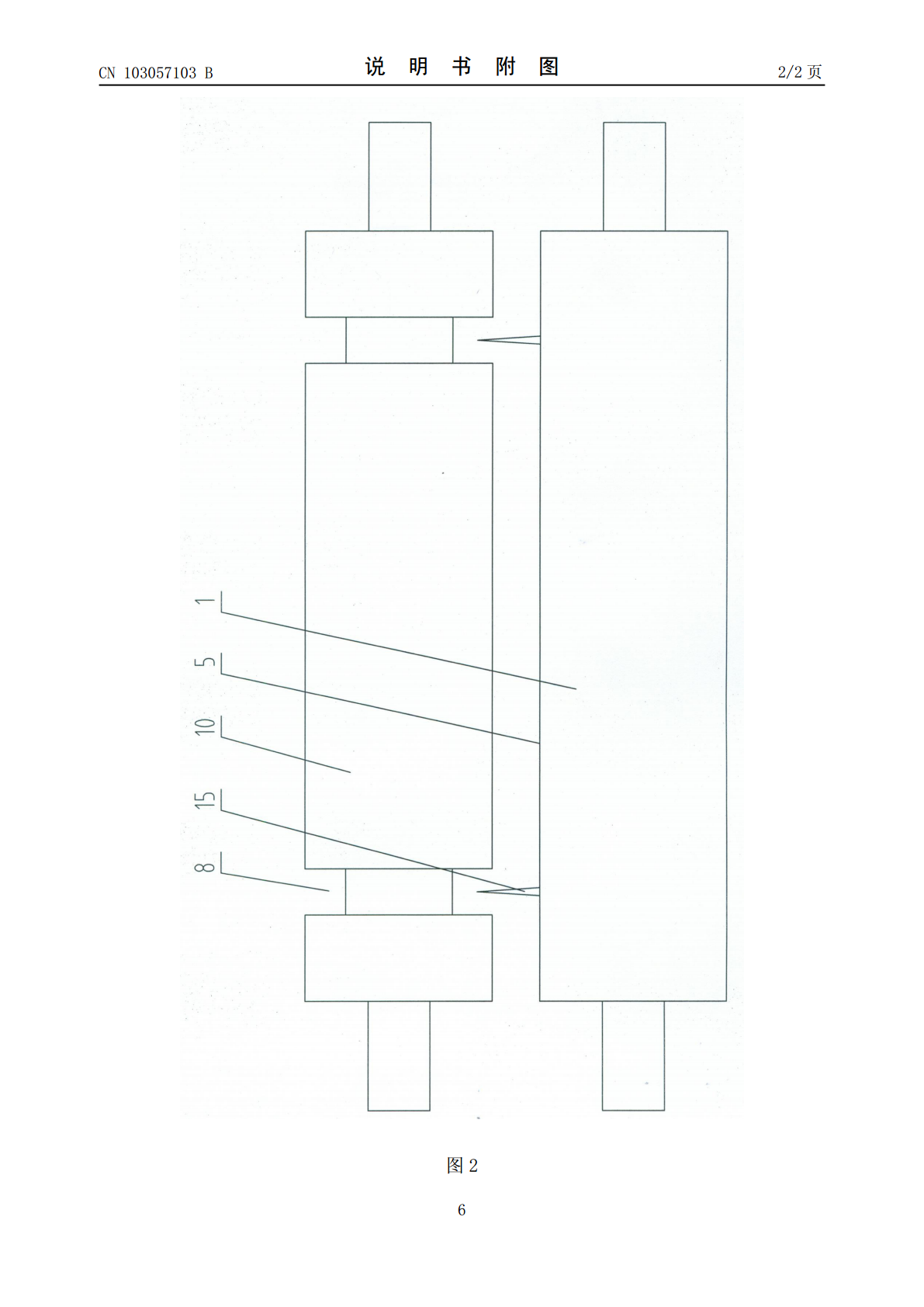
一种厚卷板材成型机.pdf
本发明公开了一种厚板卷材成型机的改进发明,该种厚板卷材成型机包括有料架、输送装置、加热装置及成型装置,其特征在于所述输送装置包括有传动带、传动轮和电机,所述传动带设置在传动轮上,所述传动轮与电机连接,所述传动带设有定位针,所述料架的前方设有压轮,所述压轮的圆周方向开设有凹槽,所述定位针与该凹槽相匹配,所述加热装置包括有机座、上加热炉和下加热炉,所述上加热炉和下加热炉分别设置在传动带的上方和下方,所述下加热炉短于上加热炉,所述机座上设有滑轨,下加热炉设置在该滑轨上。本发明为全自动连续生产的厚板卷材成型机,生

一种石材板材打磨定厚设备.pdf
本发明公开了一种石材板材打磨定厚设备,用于打磨石材的板材,包括支架、动力装置、打磨装置、传输装置及冲刷装置,动力装置安装在支架上,包括传动连接的电机与减速器。打磨装置包括有两相对设置的橡胶滚轮,两橡胶滚轮表面套装有金刚石砂带,两橡胶滚轮中任一滚轮传动连接减速器;传输装置包括一输送带,输送带固定安装在支架上,并位于打磨装置的下方;冲刷装置包括水泵、水管与喷头,喷头安装在支架上,喷射方向朝向打磨装置下部。本发明采用金刚石砂带打磨输送带上行进的石材板材,并使用冲刷装置冲刷打磨位置,该金刚石砂带打磨效果好,而且可

一种板材复合辊轧成型机.pdf
本发明公开了一种板材复合辊轧成型机,机座为长条矩形,机座顶端沿机座纵向两侧设有墙板,墙板内设有沿物料运动方向从前到后排列的多对轧辊轮;每对辊轧轮包括上下设置的上轧辊和下轧辊;一台电机与减速机连接并通过链轮、链条驱动下辊轧轴转动,下辊轧轴通过中间齿轮驱动其余下辊轧轴转动;各下辊轧轴还通过齿轮驱动上辊轧轴转动;上辊轧轴和下辊轧轴分别带动固定在其上的上轧辊和下轧辊转动;上轧辊和下轧辊的截面设有相适配的凹凸形状,且多对的上轧辊和下轧辊的凹凸形状从前到后依次逐渐变化,使得所轧制物料逐步成型。本发明采用复合辊轧成型工
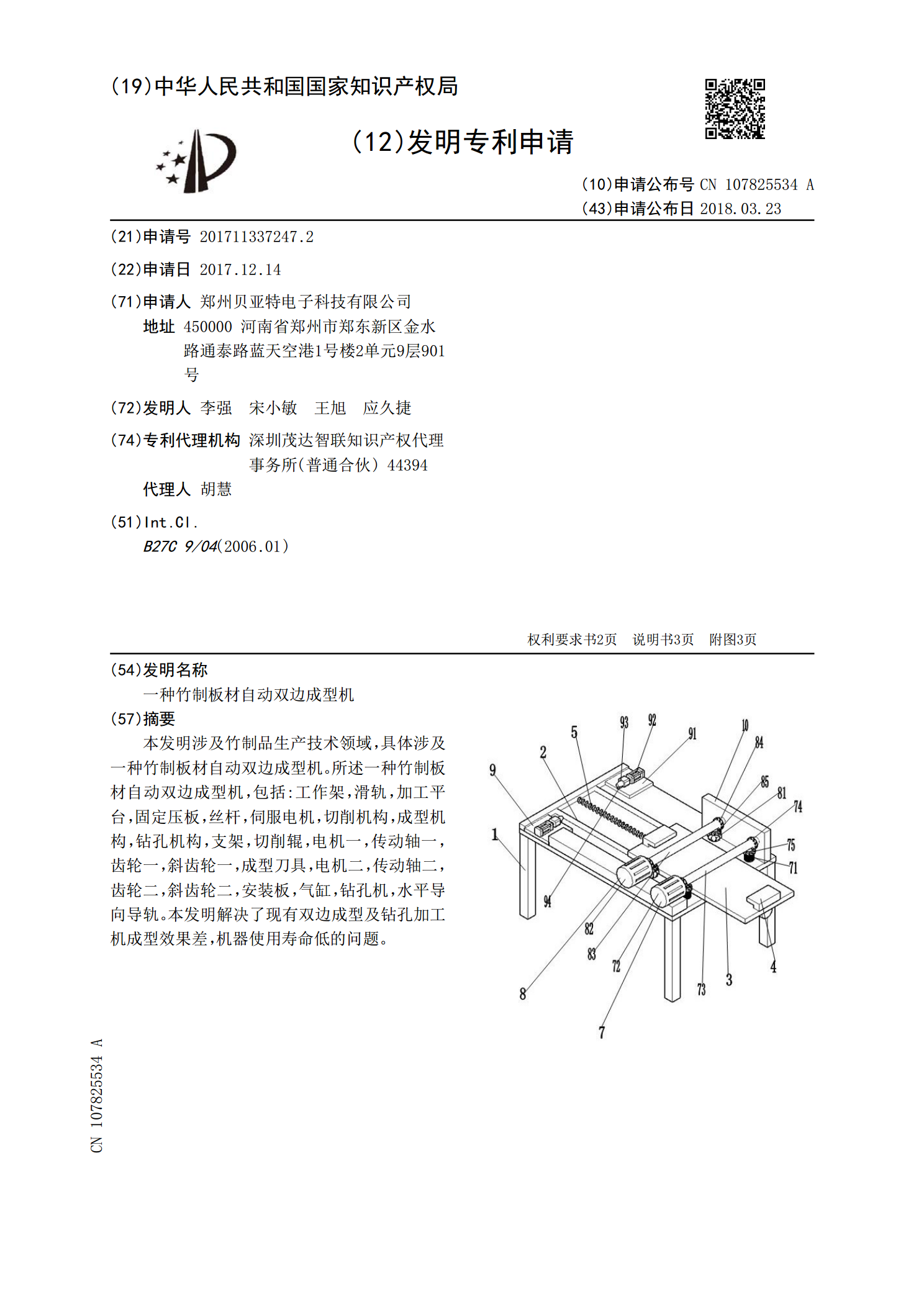
一种竹制板材自动双边成型机.pdf
本发明涉及竹制品生产技术领域,具体涉及一种竹制板材自动双边成型机。所述一种竹制板材自动双边成型机,包括:工作架,滑轨,加工平台,固定压板,丝杆,伺服电机,切削机构,成型机构,钻孔机构,支架,切削辊,电机一,传动轴一,齿轮一,斜齿轮一,成型刀具,电机二,传动轴二,齿轮二,斜齿轮二,安装板,气缸,钻孔机,水平导向导轨。本发明解决了现有双边成型及钻孔加工机成型效果差,机器使用寿命低的问题。
一种板材生产用热压成型机.pdf
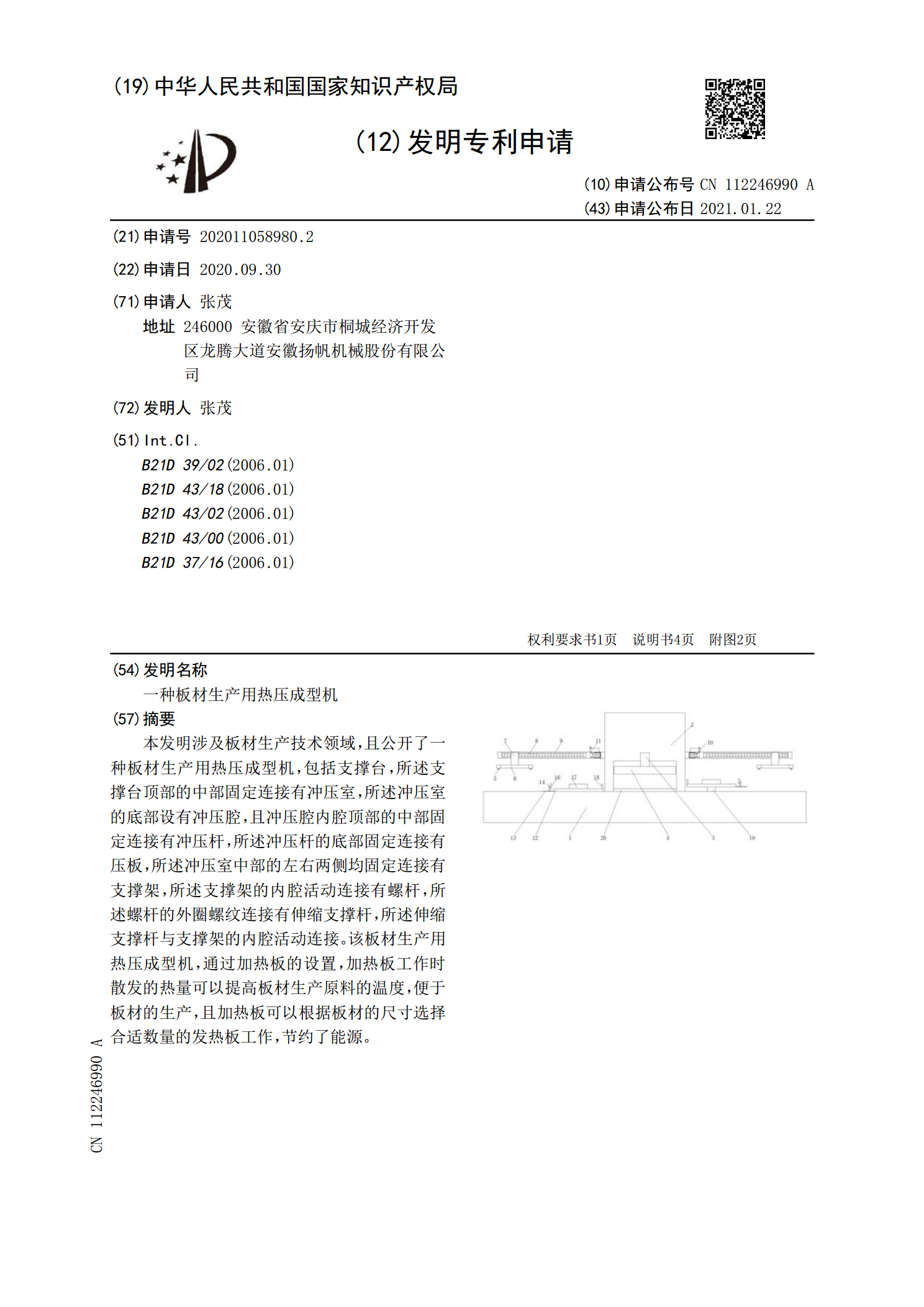
本发明涉及板材生产技术领域,且公开了一种板材生产用热压成型机,包括支撑台,所述支撑台顶部的中部固定连接有冲压室,所述冲压室的底部设有冲压腔,且冲压腔内腔顶部的中部固定连接有冲压杆,所述冲压杆的底部固定连接有压板,所述冲压室中部的左右两侧均固定连接有支撑架,所述支撑架的内腔活动连接有螺杆,所述螺杆的外圈螺纹连接有伸缩支撑杆,所述伸缩支撑杆与支撑架的内腔活动连接。该板材生产用热压成型机,通过加热板的设置,加热板工作时散发的热量可以提高板材生产原料的温度,便于板材的生产,且加热板可以根据板材的尺寸选择合适数量的