
一种机械挺柱选配工装.pdf

Do****76

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种机械挺柱选配工装.pdf
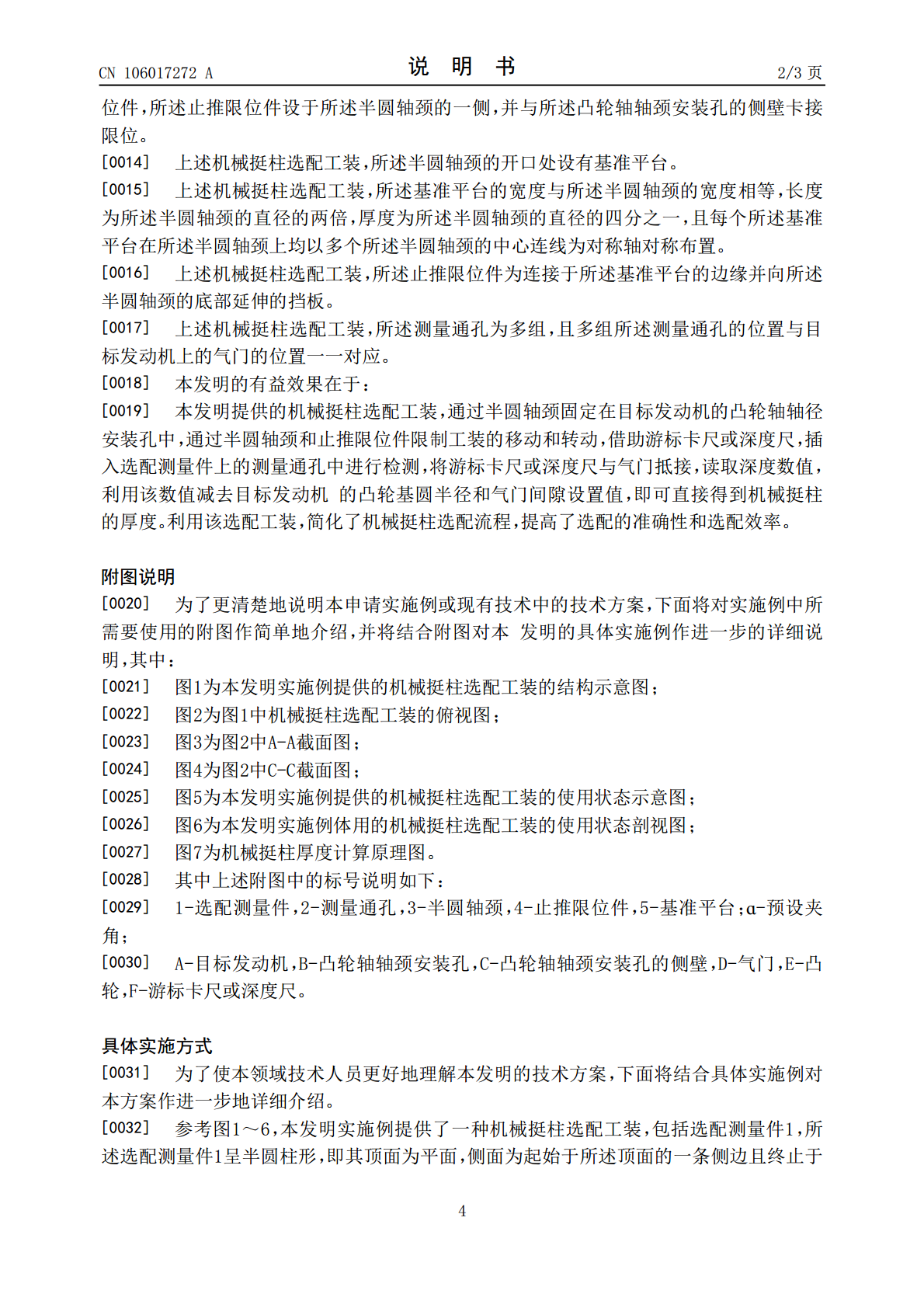
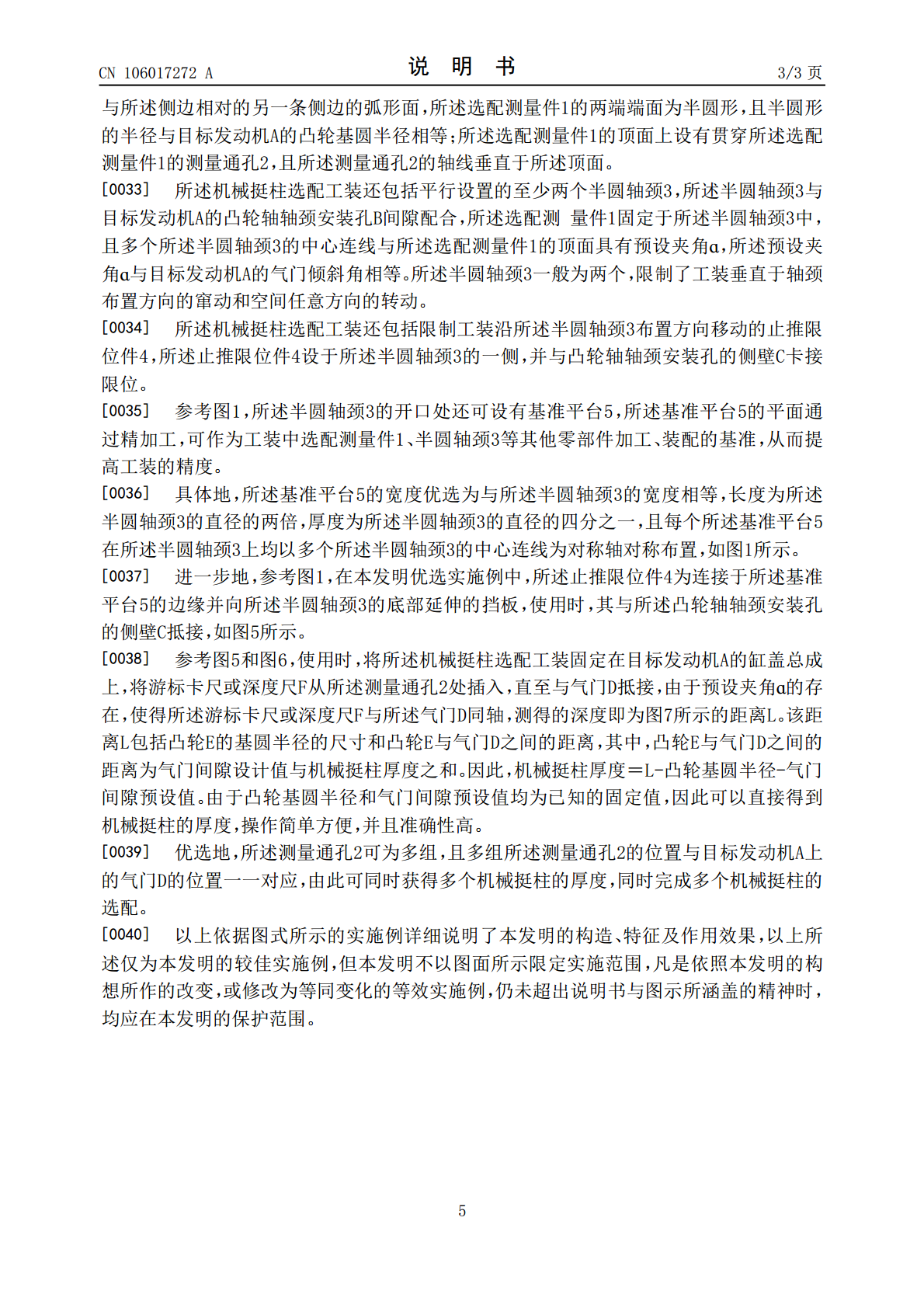
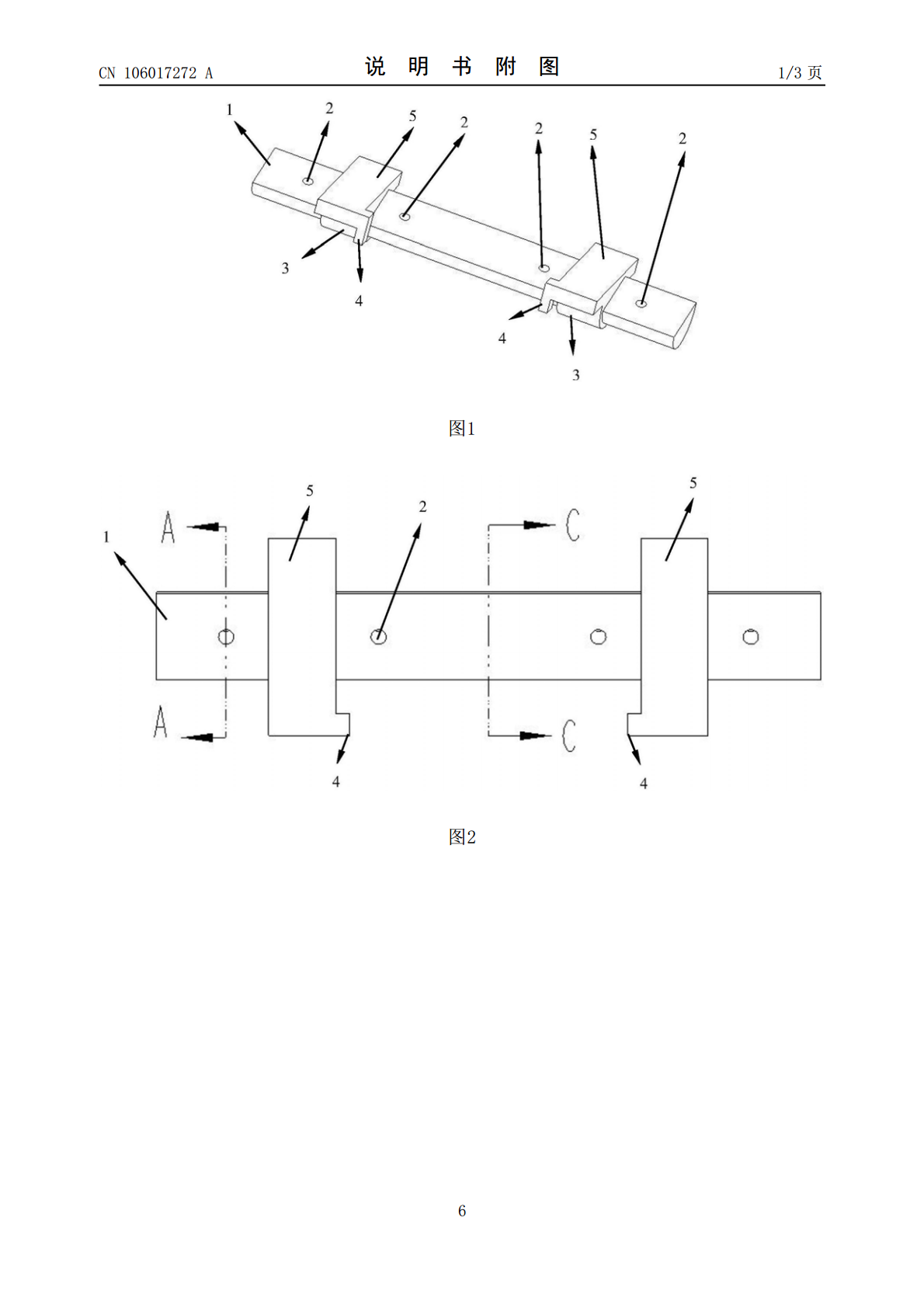
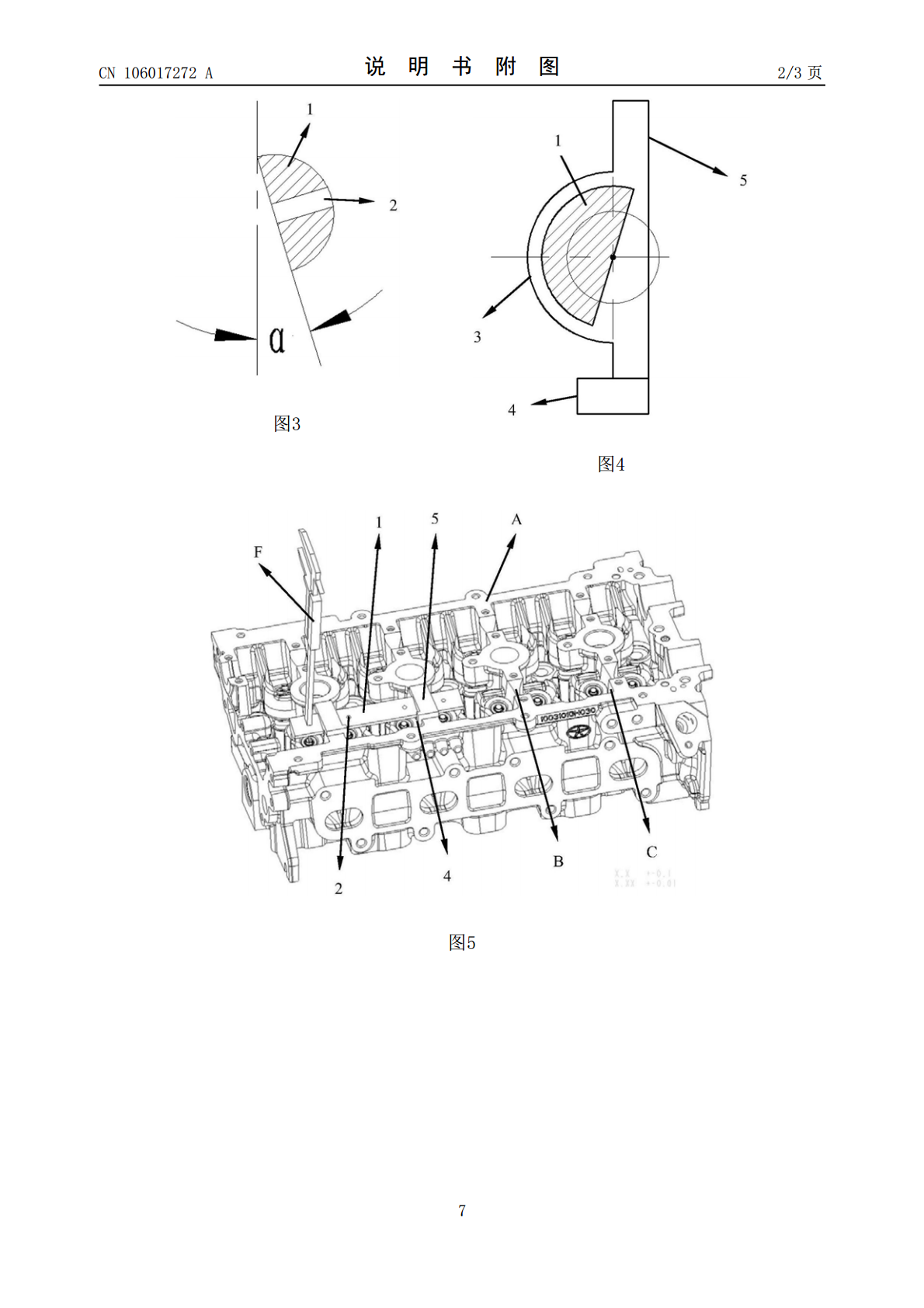
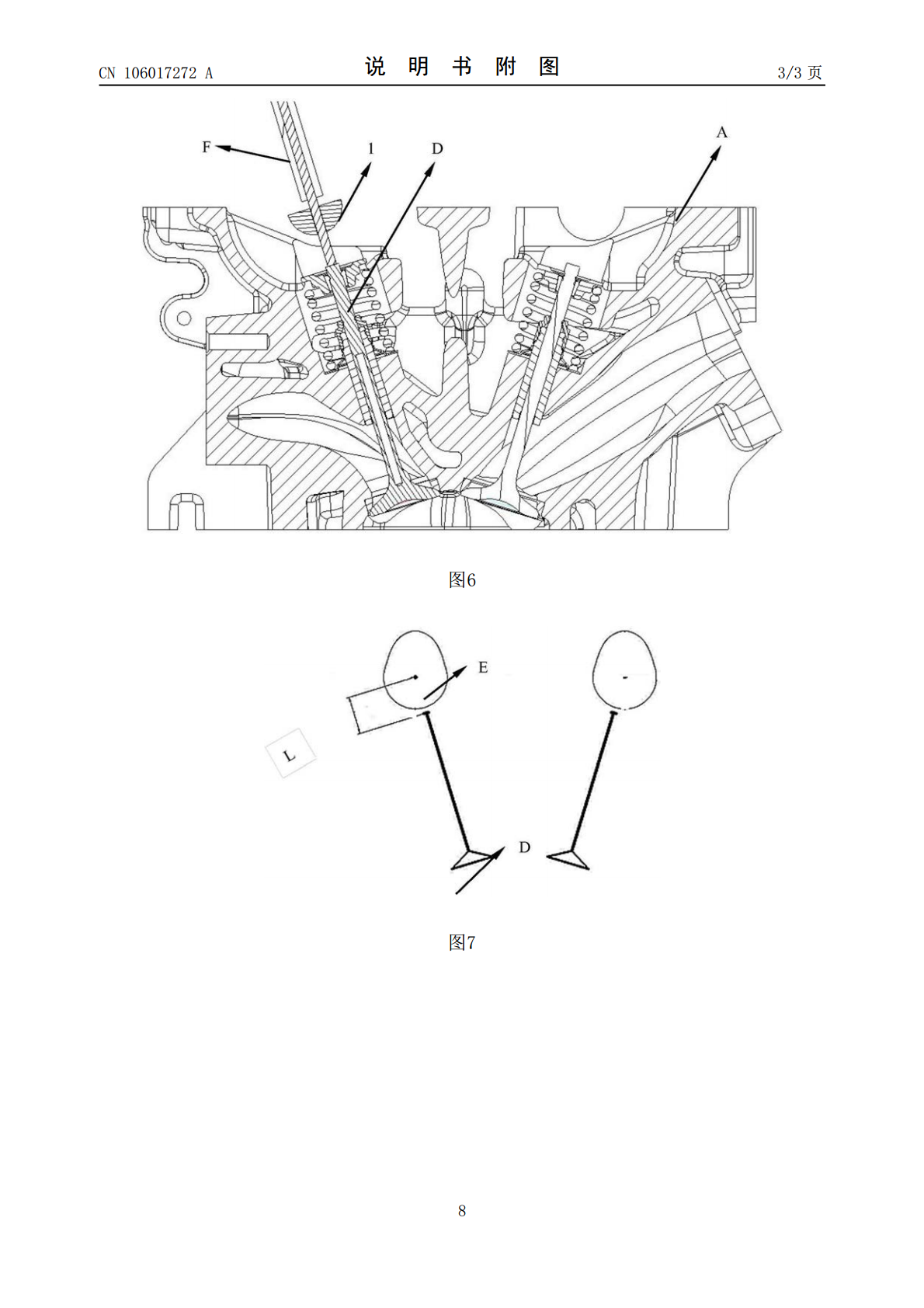
本发明涉及发动机零部件选配技术,公开了一种机械挺柱选配工装,包括选配测量件,其顶面为平面,侧面为起于顶面一条侧边且止于与侧边相对的另一条侧边的弧形面,选配测量件的两端端面为半圆形,且其半径与目标发动机的凸轮基圆半径相等;选配测量件的顶面设有贯穿选配测量件的测量通孔,且其轴线垂直于顶面;还包括至少两个平行设置、目标发动机的凸轮轴轴颈安装孔间隙配合的半圆轴颈,选配测量件固定于半圆轴颈中,且多个半圆轴颈的中心连线与选配测量件的顶面具有与目标发动机的气门倾斜角相等的预设夹角;还包括设于半圆轴颈一侧的止推限位件,其

一种用于高压油泵挺柱的工装.pdf
中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号(43)申请公布日2022.03.01(21)申请号CN202111291176.3(22)申请日2021.11.02(71)申请人东风柳州汽车有限公司地址广西壮族自治区柳州市屏山大道286号(72)发明人刘涛姚克甫吴振铭石黄涛易远扬(74)专利代理机构44287深圳市世纪恒程知识产权代理事务所代理人关向兰(51)Int.CIB24B5/04(20060101)B24B41/06(20120101)权利要求说明书说明书幅图(54)发明名称

一种机械挺柱.pdf
本发明公开了一种机械挺柱,包括挺柱体,所述挺柱体的顶端凸设有凸台,停缸状态下,闭缸凸轮抵压连接于所述凸台上,非停缸状态下,高升程凸轮抵压连接于所述凸台上。与现有技术相比,本发明通过在挺柱体的顶端凸设有凸台,实现机械挺柱发动机的停缸功能,停缸状态下,闭缸凸轮与第一层面接触,此时气门升程为零;非停缸状态,高升程凸轮与机械挺柱接触,发动机正常工作。

一种挺柱.pdf
本发明公开一种挺柱,包括一调整凸轮和一柱体,所述调整凸轮位于柱体下方,且与柱体构成一个高副机构,柱体上部设置有槽口,槽口内放置有滑块和回位弹簧。与现有技术相比,本发明所述挺柱的长度能够根据实际需要来调整,以支持可变气门升程机构实现全连续控制,有利于改善发动机在全工况范围内的动力性和经济性。

一种可实现停缸功能的机械挺柱.pdf
本发明公开了一种可实现停缸功能的机械挺柱,包括挺柱体,所述挺柱体的顶部形成有第一平面和第二平面,闭缸凸轮或高升程凸轮抵压连接于所述第一平面上,所述第一平面和所述第二平面的高度差值大于所述闭缸凸轮和高升程凸轮的直径差值。与现有技术相比,本发明通过将闭缸凸轮或高升程凸轮抵压连接于所述第一平面上,实现机械挺柱发动机的停缸功能,停缸状态下,闭缸凸轮与第一平面接触,此时气门升程为零;非停缸状态,高升程凸轮与第一平面接触,发动机正常工作。