
一种汽车发动机用凸轮轴齿形轮轮毂及其粉末冶金制备方法.pdf

一只****懿呀

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车发动机用凸轮轴齿形轮轮毂及其粉末冶金制备方法.pdf
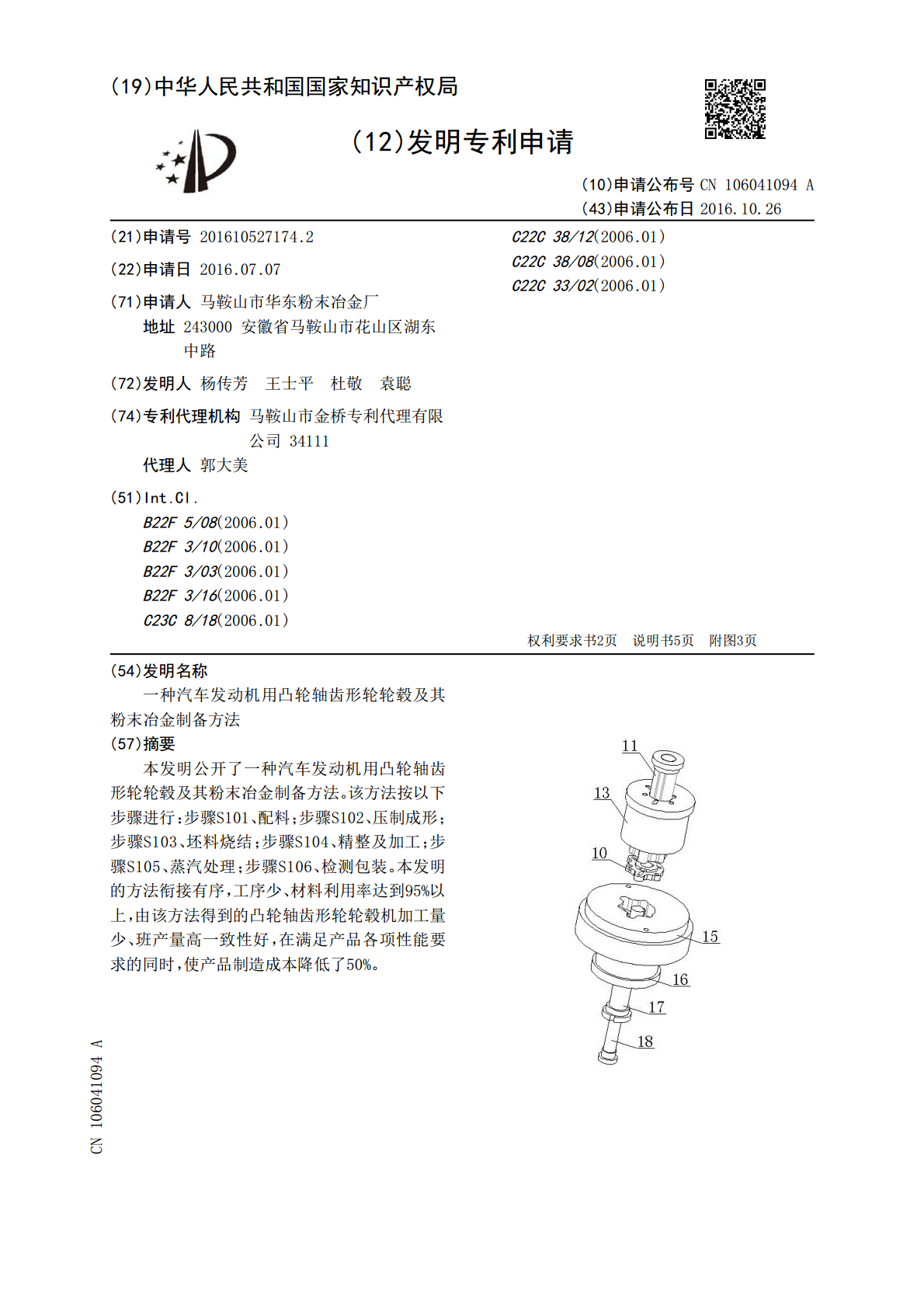
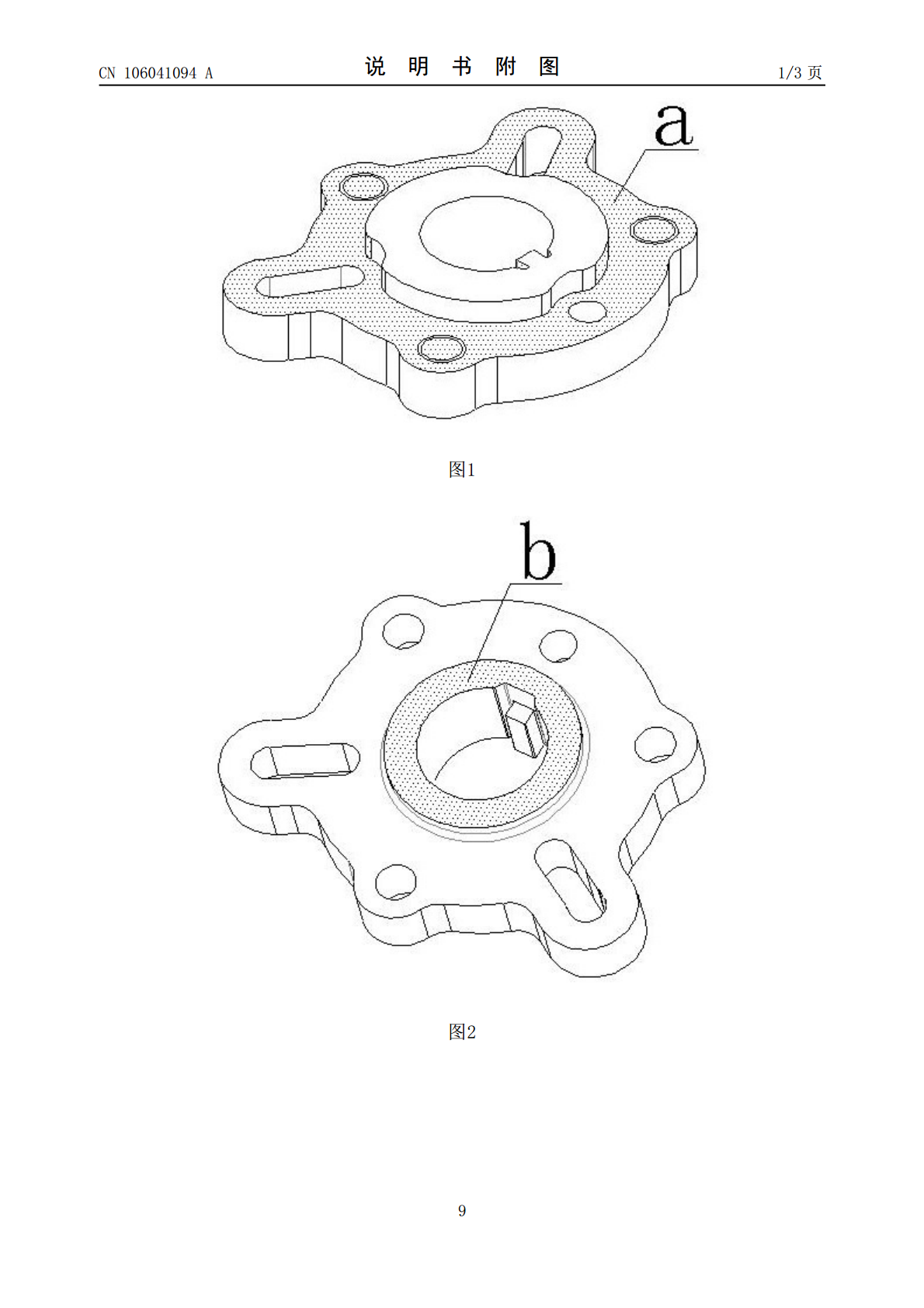
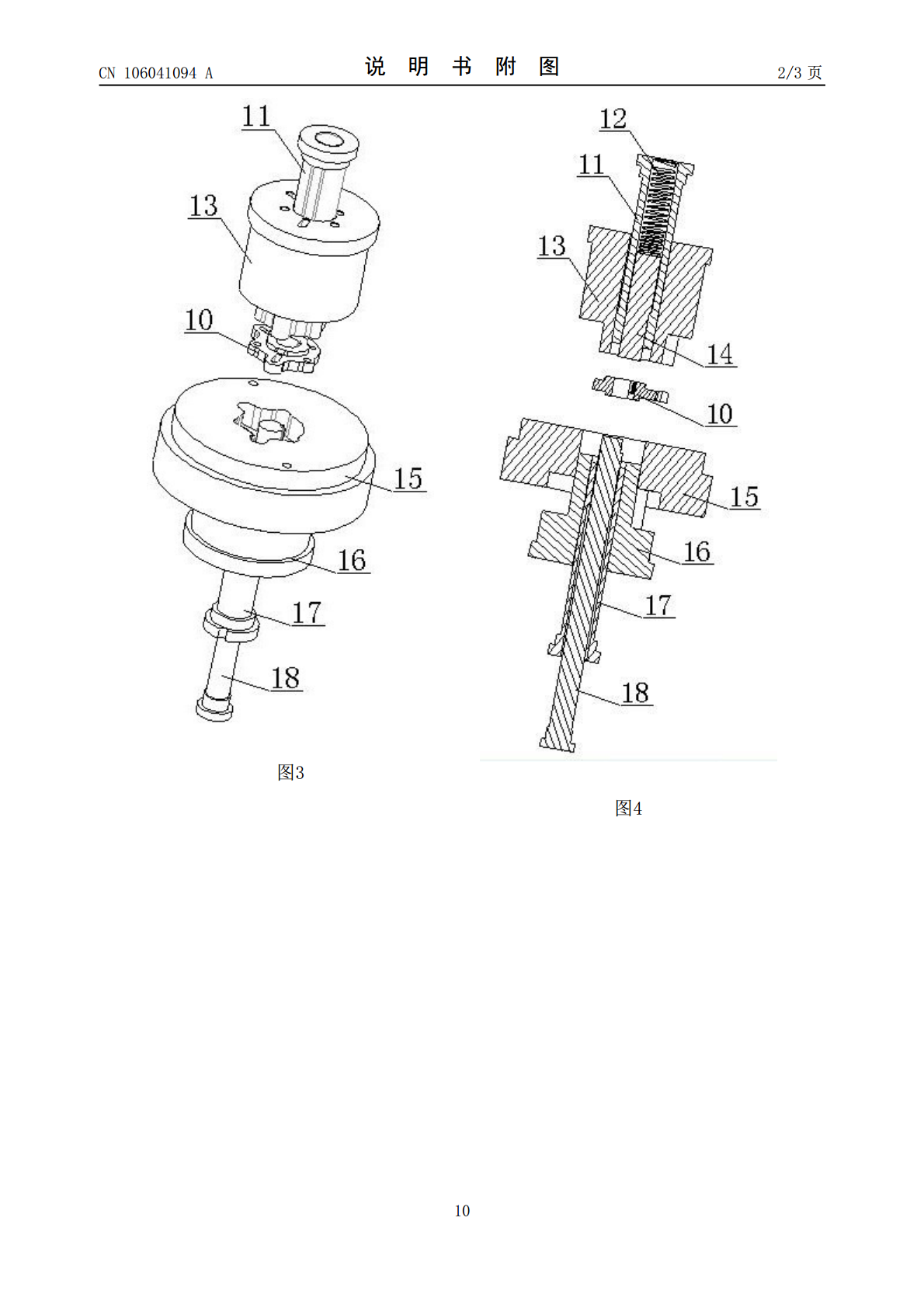
本发明公开了一种汽车发动机用凸轮轴齿形轮轮毂及其粉末冶金制备方法。该方法按以下步骤进行:步骤S101、配料;步骤S102、压制成形;步骤S103、坯料烧结;步骤S104、精整及加工;步骤S105、蒸汽处理;步骤S106、检测包装。本发明的方法衔接有序,工序少、材料利用率达到95%以上,由该方法得到的凸轮轴齿形轮轮毂机加工量少、班产量高一致性好,在满足产品各项性能要求的同时,使产品制造成本降低了50%。

一种粉末冶金汽车发动机连杆及其制备方法.pdf
本发明公开了一种粉末冶金汽车发动机连杆,所述连杆的一端部侧壁留有轴孔,所述连杆的另一端留有连杆槽,所述连杆槽的外侧设有连杆盖,所述连杆槽的槽壁和连杆盖的外侧均留有螺孔,所述连杆的侧壁留有减重槽。本发明采用锻造和时效处理的工艺不仅提高连杆的密度,增加结构强度,且时效处理消除烧结和锻造对连杆产生的残余应力,本粉末冶金连杆具有强度高,不具有残余应力的特点,使用寿命长,提高产品质量的优点。
发动机皮带轮轮毂及其制备方法.pdf
本发明公开了一种发动机皮带轮轮毂及其制备方法,先将生铁、海绵铁、硅、铝、锰、氧化钛、镁、钼、铈和碳纤维混合后进行熔炼;接着加入精炼剂进行精炼得到熔融铁水,紧接着进行浇铸成型制得型胚;最后再进行热处理即制得所述发动机皮带轮轮毂;其中,相对于100重量份的生铁,海绵铁的用量为5‑10重量份,硅的用量为3‑5重量份,铝的用量为1‑5重量份,锰的用量为1‑3重量份,氧化钛的用量为0.05‑0.1重量份,镁的用量为0.05‑1.5重量份,钼的用量为0.05‑0.08重量份,铈的用量为0.02‑0.05重量份,碳纤维

一种粉末冶金凸轮轴及其制备方法.pdf
本发明公开了属于粉末冶金技术领域的一种粉末冶金凸轮轴及其制备方法。所述粉末冶金凸轮轴是在异形基体管表面覆上粉末冶金凸轮片。将粉末冶金凸轮片压坯或粉末冶金凸轮片与异形基体管装配在一起进行烧结焊、钎焊、氩弧焊或激光焊,制备成粉末冶金凸轮轴。采用粉末冶金、压力加工和焊接等工艺结合起来,采用异形管可以精确的控制粉末冶金凸轮片的相位角在0.1~5°范围内,大大提高相位精度、减少加工余量、提高生产效率,制备出具有质量轻、耐磨性好、成本低的粉末冶金凸轮轴。
一种汽车轮毂喷涂用底漆及其制备方法.pdf
一种汽车轮毂喷涂用底漆,涉及汽车轮毂加工生产技术领域,按质量分数计:包括石墨烯0.3‑1份、热塑性丙烯酸树脂33‑46份、钛白粉10‑20份、石墨烯分散剂0.1‑0.5份、钛白粉分散剂0.5‑3份、助剂0.1‑0.5份、溶剂29‑56份,本发明制备的底漆,能够增强底漆和面漆与轮毂的附着力,有助于提高面漆与轮毂的结合,从而起到增强面漆附着力的作用。