
一种宝石抛光用浇铸成型微粉金刚石砂轮及其制备方法.pdf

An****70


1/9

2/9

3/9
4/9
5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种宝石抛光用浇铸成型微粉金刚石砂轮及其制备方法.pdf
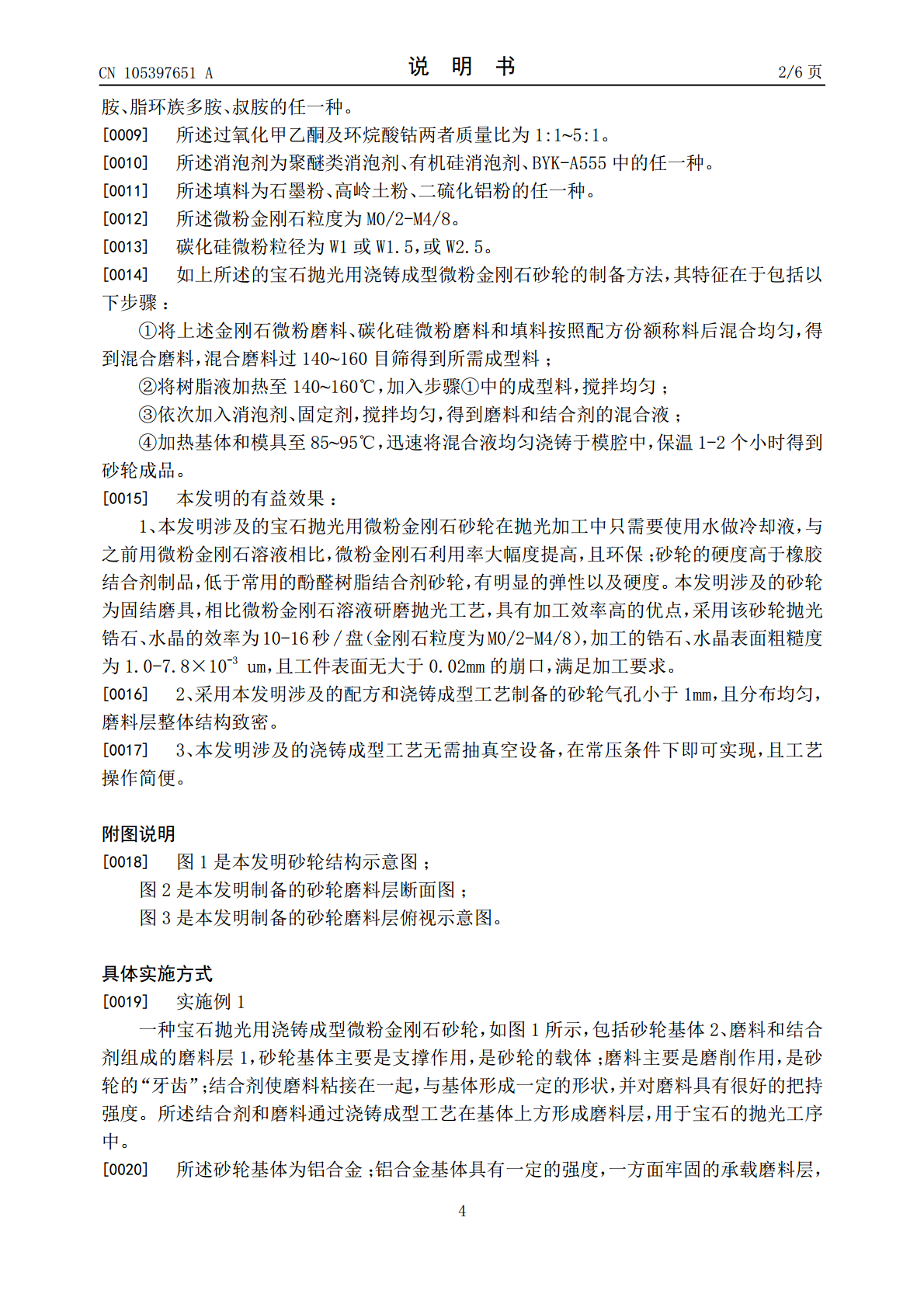
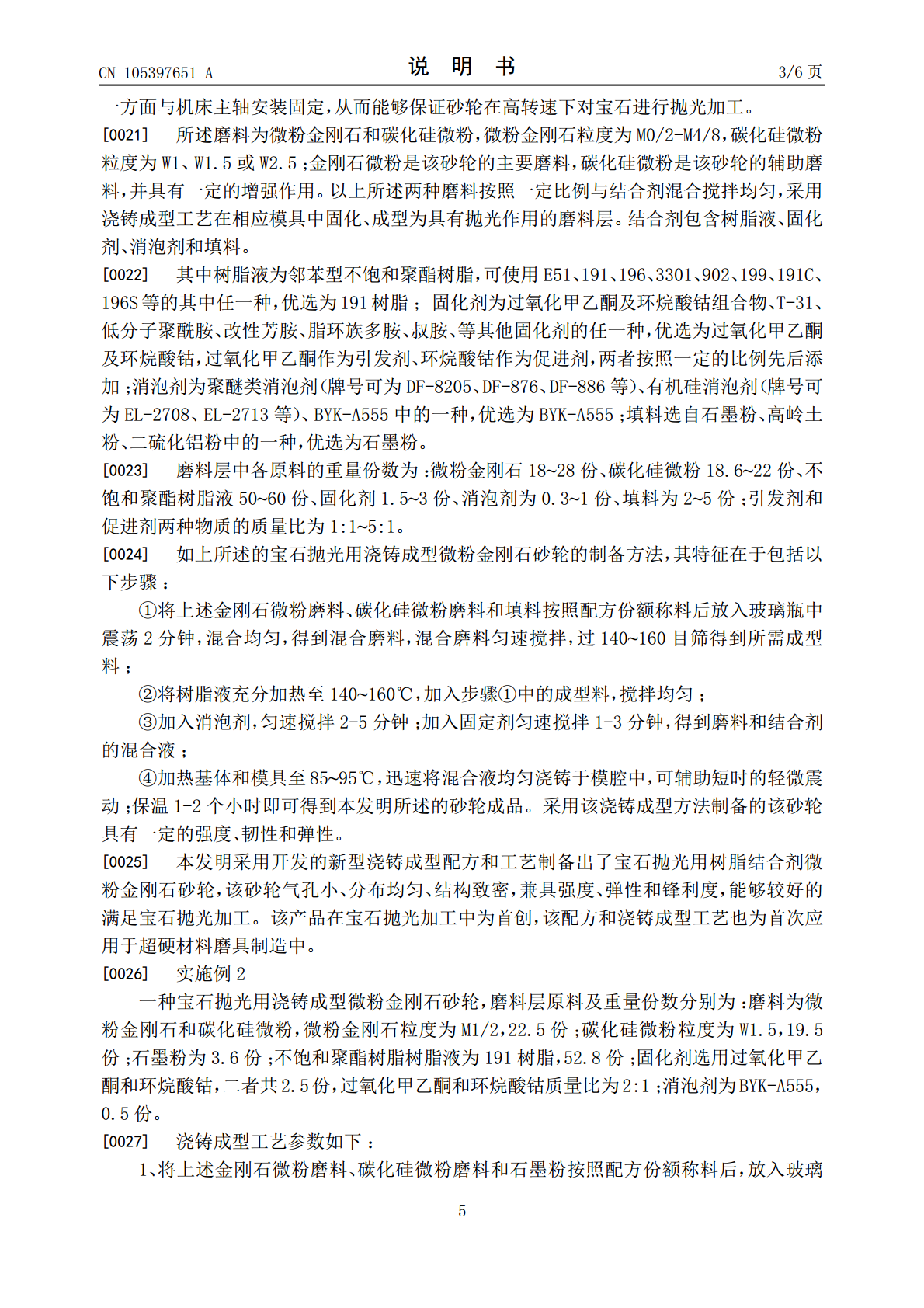
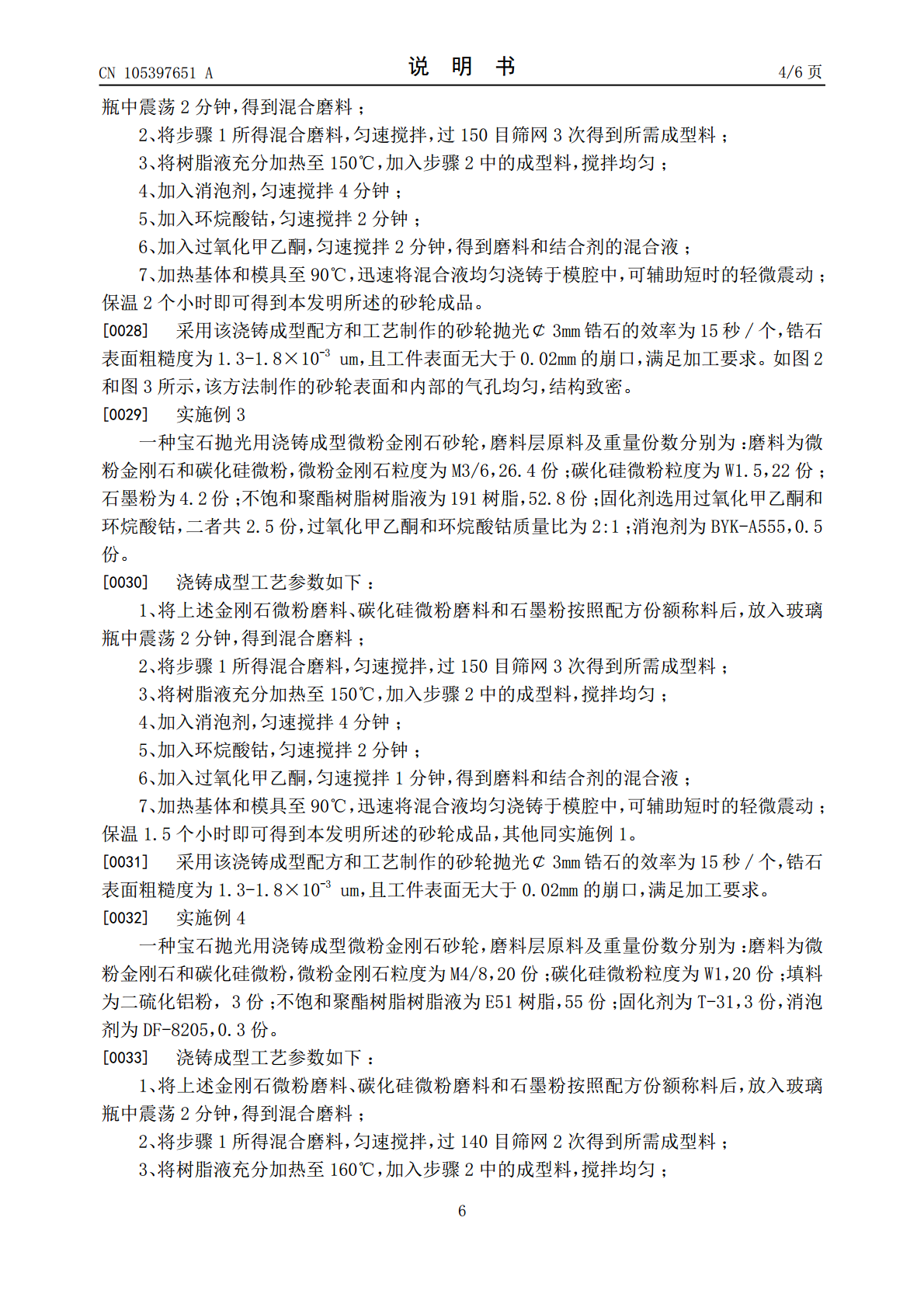
一种宝石抛光用浇铸成型微粉金刚石砂轮,包括砂轮基体、磨料和结合剂组成的磨料层,磨料层中各原料的重量份数为:微粉金刚石18~28份、碳化硅微粉18.6~22份、不饱和聚酯树脂液50~60份、固化剂1.5~3份、消泡剂为0.3~1份、填料为2~5份。加工时只需将磨料层物料混合加热制作成混合液,加热基体和模具至85~95℃,迅速将混合液均匀浇铸于模腔中,保温1-2个小时即得到砂轮成品。采用本发明涉及的配方和浇铸成型工艺制备的砂轮气孔小于1mm,且分布均匀,磨料层整体结构致密,且本发明涉及的浇铸成型工艺无需抽真空
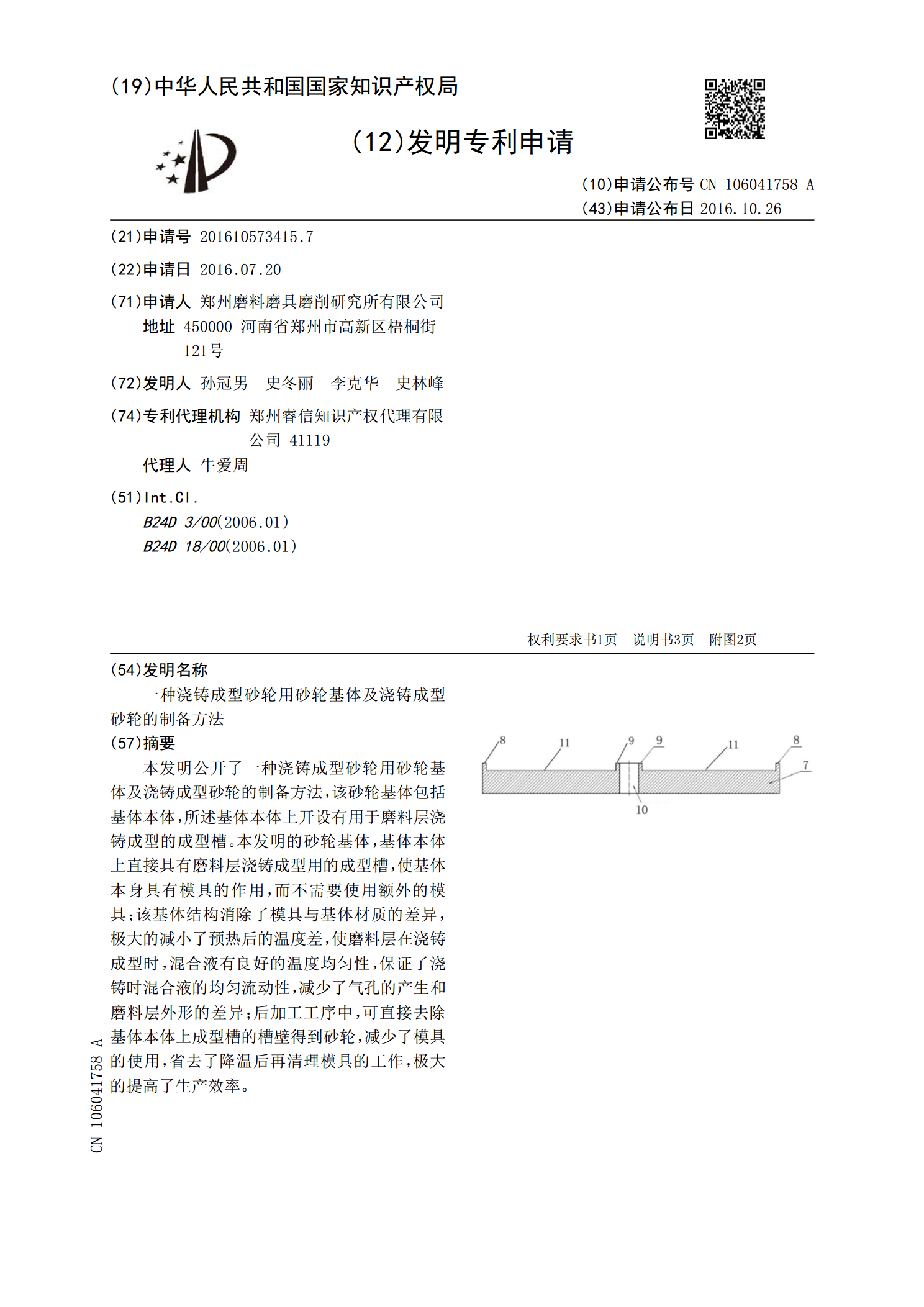
一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法.pdf
本发明公开了一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法,该砂轮基体包括基体本体,所述基体本体上开设有用于磨料层浇铸成型的成型槽。本发明的砂轮基体,基体本体上直接具有磨料层浇铸成型用的成型槽,使基体本身具有模具的作用,而不需要使用额外的模具;该基体结构消除了模具与基体材质的差异,极大的减小了预热后的温度差,使磨料层在浇铸成型时,混合液有良好的温度均匀性,保证了浇铸时混合液的均匀流动性,减少了气孔的产生和磨料层外形的差异;后加工工序中,可直接去除基体本体上成型槽的槽壁得到砂轮,减少了模具的使用,省去了
一种镜片抛光用复合型金刚石砂轮及其制备方法.pdf
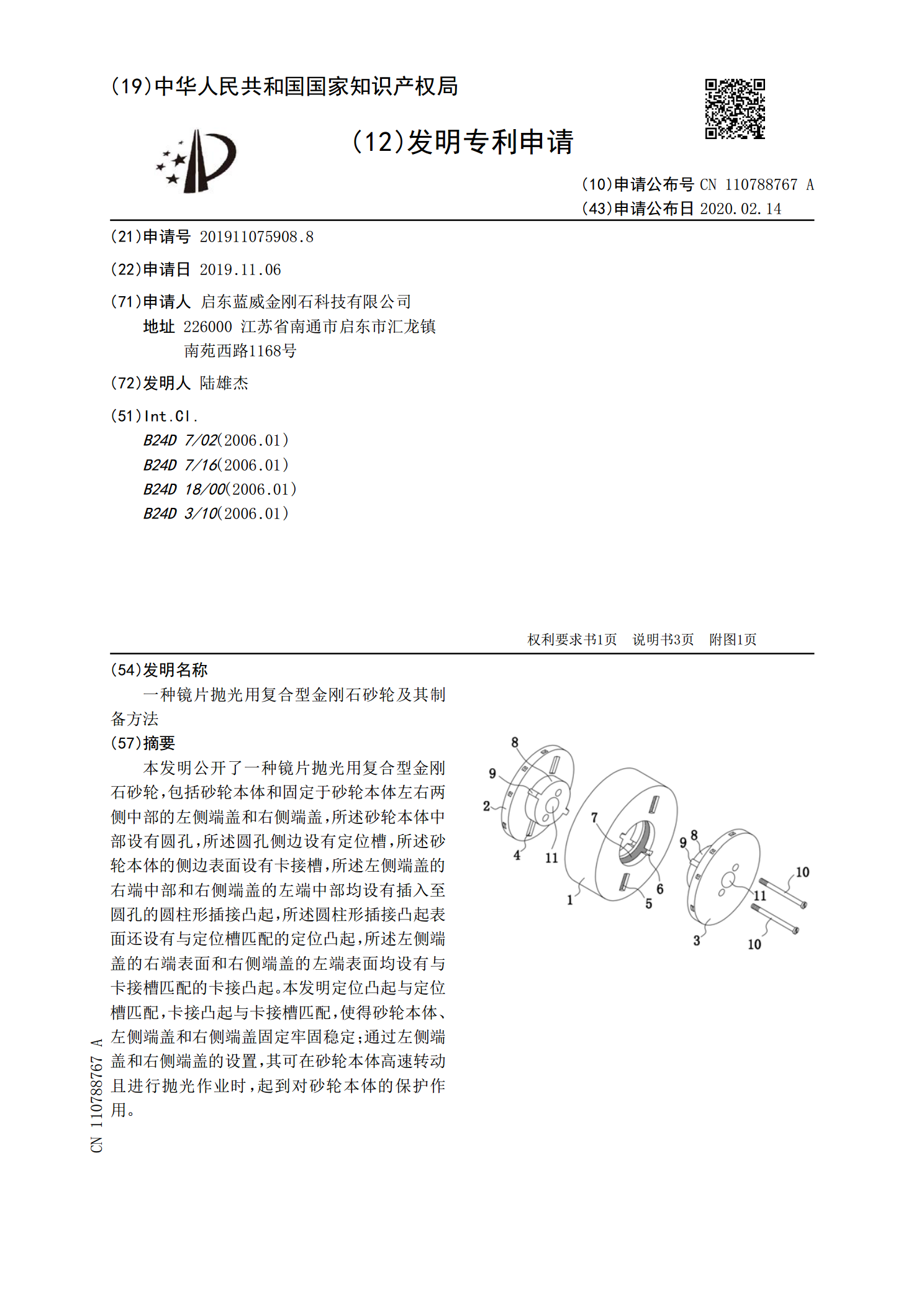
本发明公开了一种镜片抛光用复合型金刚石砂轮,包括砂轮本体和固定于砂轮本体左右两侧中部的左侧端盖和右侧端盖,所述砂轮本体中部设有圆孔,所述圆孔侧边设有定位槽,所述砂轮本体的侧边表面设有卡接槽,所述左侧端盖的右端中部和右侧端盖的左端中部均设有插入至圆孔的圆柱形插接凸起,所述圆柱形插接凸起表面还设有与定位槽匹配的定位凸起,所述左侧端盖的右端表面和右侧端盖的左端表面均设有与卡接槽匹配的卡接凸起。本发明定位凸起与定位槽匹配,卡接凸起与卡接槽匹配,使得砂轮本体、左侧端盖和右侧端盖固定牢固稳定;通过左侧端盖和右侧端盖的
一种浇铸成型的熔剂坩埚及其制备方法.pdf
本发明涉及一种浇铸成型的熔剂坩埚及其制备方法。其技术方案是:步骤一、将熔剂置于铂金容器中,再将所述铂金容器置于熔融炉中,在1000~1050℃保温3~60分钟,得到熔融的熔剂。步骤二、将制备坩埚的坩埚模具预热至600~700℃,再将熔融的熔剂浇铸于所述坩埚模具中,然后将浇铸有熔剂的坩埚模具在600~920℃条件下转入退火炉,在600~700℃保温5~60分钟;随炉冷却至80~100℃,出炉,脱模,得到浇铸成型的熔剂坩埚。所述熔剂为四硼酸锂、偏硼酸锂中的一种以上。本发明具有制作简单、生产周期短、设备使用效率
一种金刚石砂轮及其制备方法.pdf
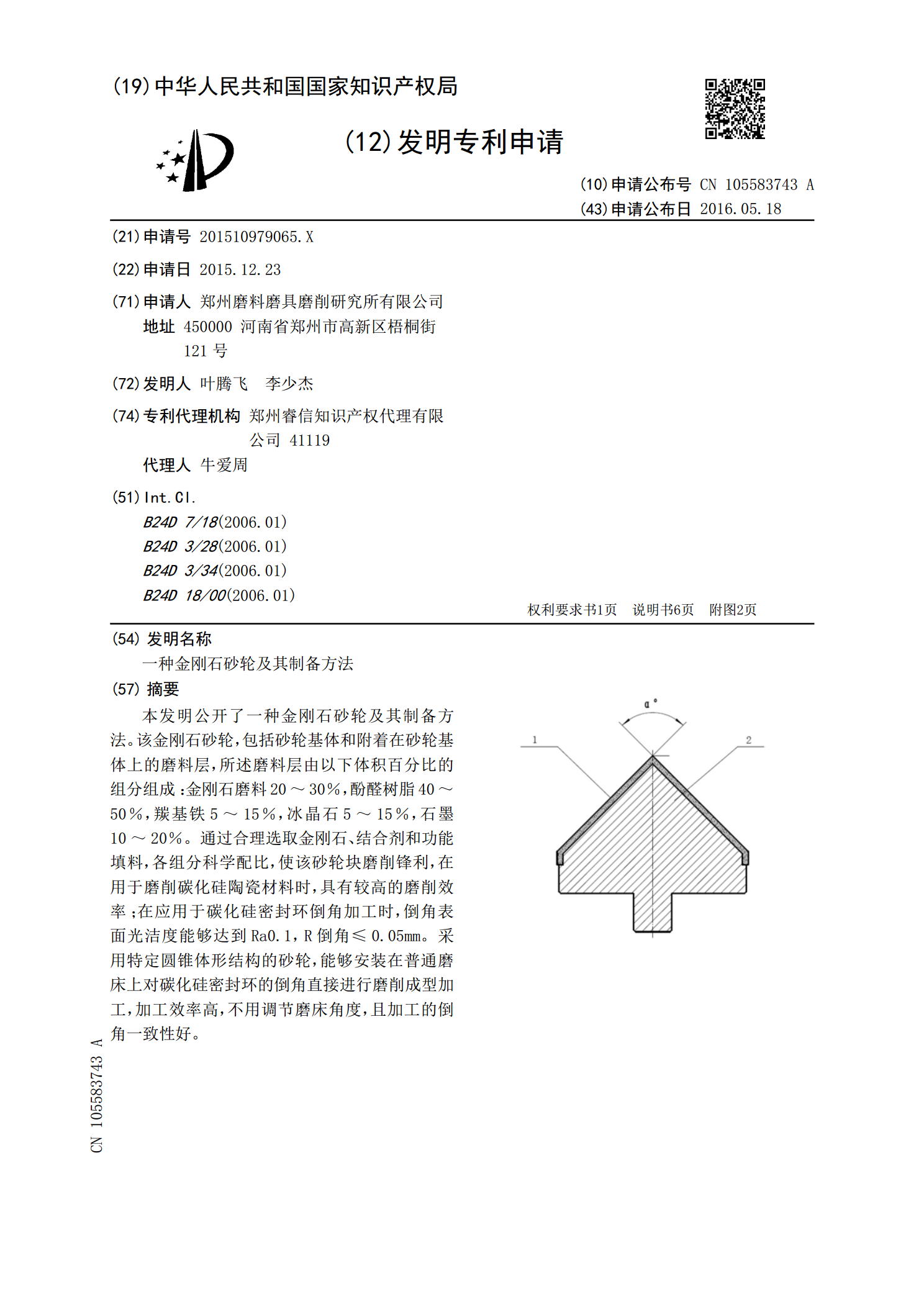
本发明公开了一种金刚石砂轮及其制备方法。该金刚石砂轮,包括砂轮基体和附着在砂轮基体上的磨料层,所述磨料层由以下体积百分比的组分组成:金刚石磨料20~30%,酚醛树脂40~50%,羰基铁5~15%,冰晶石5~15%,石墨10~20%。通过合理选取金刚石、结合剂和功能填料,各组分科学配比,使该砂轮块磨削锋利,在用于磨削碳化硅陶瓷材料时,具有较高的磨削效率;在应用于碳化硅密封环倒角加工时,倒角表面光洁度能够达到Ra0.1,R倒角≤0.05mm。采用特定圆锥体形结构的砂轮,能够安装在普通磨床上对碳化硅密封环的倒角