
一种砂轮成型修整方法.pdf

Ro****44


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种砂轮成型修整方法.pdf
本发明涉及一种砂轮成型修整方法,属于机械加工技术领域。本发明的砂轮成型修整方法包括:通过转动修整轮对待修整砂轮的型面依次进行粗修整、精修整;所述修整轮用于修整的区域包括沿修整轮周向依次排布的第一修整区和第二修整区;所述第一修整区选自修整轮已使用过的旧区域;所述第二修整区选自修整轮未使用过的新区域;所述修整区通过所述第一修整区完成待修整砂轮的粗修整,通过所述第二修整区完成待修整砂轮的精修整。本发明的砂轮成型修整方法,利用修整轮上使用过的旧区域和未使用的新区域分别对待修整砂轮进行粗修整和精修整,能够避免粗修整

成型砂轮修整方法.docx
成型砂轮修整方法成型砂轮是金属材料加工中常用的工具,用于精确磨削和修整工件。它通常由磨料粒子和结合剂组成,因为经常使用磨料粒子会磨损和破坏砂轮表面,所以修整成型砂轮是必要的。本论文将详细介绍成型砂轮修整的方法,包括成型砂轮修整的目的、修整工具、修整过程和注意事项。一、成型砂轮修整的目的成型砂轮修整的目的是恢复砂轮的原始形状和表面状态,以提高砂轮的磨削精度和效率。经过一段时间的使用,砂轮会变得不平整、砂粒松动或被磨损,这会影响砂轮的工作效果。通过修整砂轮,可以使其重新恢复成一个平整且良好的磨料表面,从而使砂
一种砂轮成型修整机床.pdf
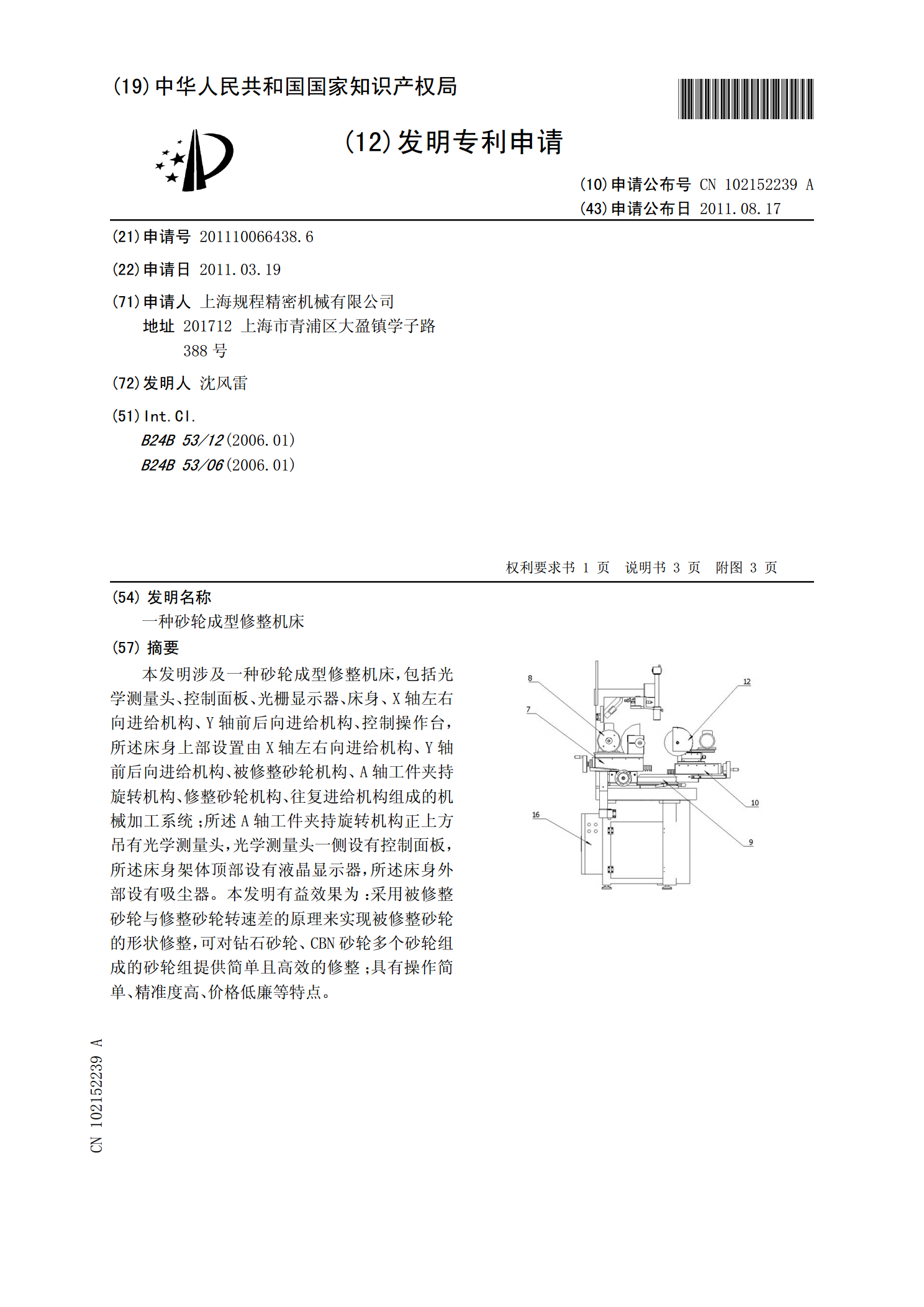
本发明涉及一种砂轮成型修整机床,包括光学测量头、控制面板、光栅显示器、床身、X轴左右向进给机构、Y轴前后向进给机构、控制操作台,所述床身上部设置由X轴左右向进给机构、Y轴前后向进给机构、被修整砂轮机构、A轴工件夹持旋转机构、修整砂轮机构、往复进给机构组成的机械加工系统;所述A轴工件夹持旋转机构正上方吊有光学测量头,光学测量头一侧设有控制面板,所述床身架体顶部设有液晶显示器,所述床身外部设有吸尘器。本发明有益效果为:采用被修整砂轮与修整砂轮转速差的原理来实现被修整砂轮的形状修整,可对钻石砂轮、CBN砂轮多个

一种成型砂轮修整轮.pdf
本发明涉及一种成型砂轮修整轮。包括基体(1),所述基体(1)上开设有冷却介质进口(2),所述基体(1)内设置有若干沿径向设置的和所述冷却介质进口(2)连通的冷却介质管道(3),所述冷却介质管道(3)端部延伸至所述基体(1)外圆表面使冷却介质从基体(1)内流出。本发明在基体上开设有冷却介质进口并设置冷却介质管道,冷却介质从基体内部流出对所述砂轮和修整轮进行冷却,这种结构形式能使冷却更加充分、进一步提高冷却效果。
一种基于视觉检测激光修整成型砂轮装置及其修整方法.pdf
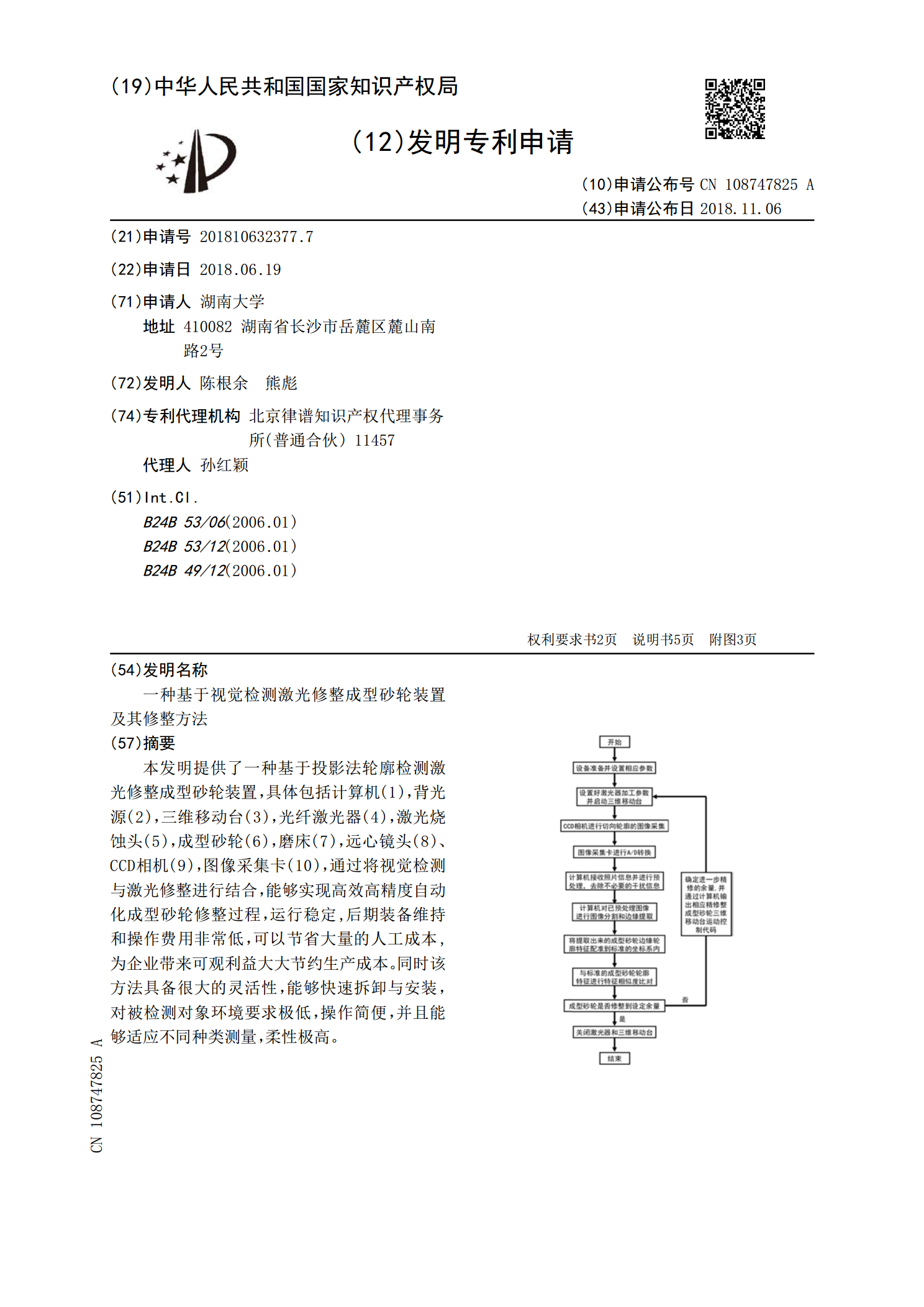
本发明提供了一种基于投影法轮廓检测激光修整成型砂轮装置,具体包括计算机(1),背光源(2),三维移动台(3),光纤激光器(4),激光烧蚀头(5),成型砂轮(6),磨床(7),远心镜头(8)、CCD相机(9),图像采集卡(10),通过将视觉检测与激光修整进行结合,能够实现高效高精度自动化成型砂轮修整过程,运行稳定,后期装备维持和操作费用非常低,可以节省大量的人工成本,为企业带来可观利益大大节约生产成本。同时该方法具备很大的灵活性,能够快速拆卸与安装,对被检测对象环境要求极低,操作简便,并且能够适应不同种类测