
轮胎成型用模具和轮胎的制造方法.pdf

茂学****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轮胎成型用模具、轮胎和轮胎的制造方法.pdf
在该轮胎中,通过具有接地面成型部的轮胎成型用模具来成型胎面部接地面。通过投射具有特定球度的球形投射材料并引起前述球形投射材料碰撞而形成该接地面成型部的至少部分。
轮胎成型用模具和轮胎的制造方法.pdf
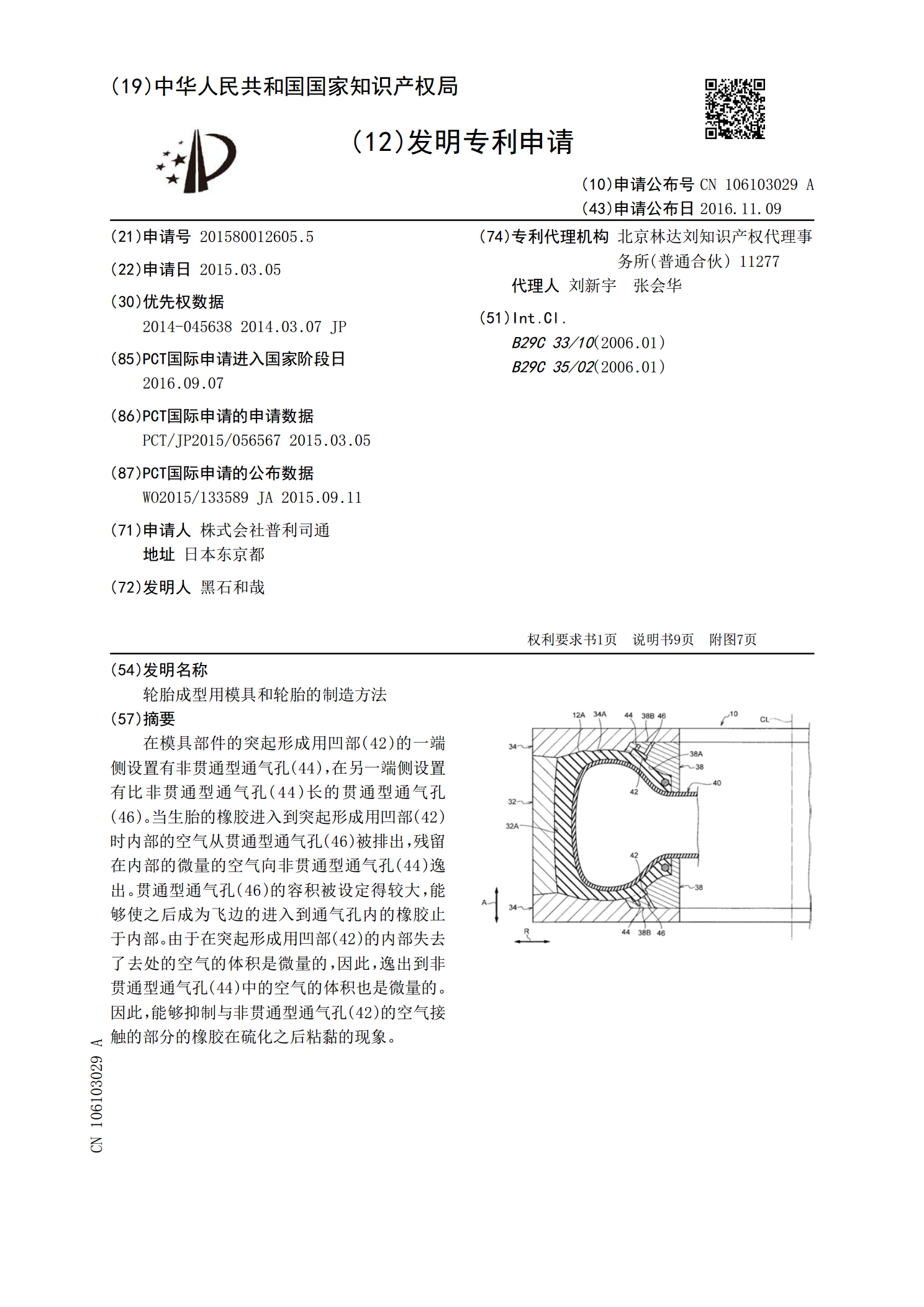
在模具部件的突起形成用凹部(42)的一端侧设置有非贯通型通气孔(44),在另一端侧设置有比非贯通型通气孔(44)长的贯通型通气孔(46)。当生胎的橡胶进入到突起形成用凹部(42)时内部的空气从贯通型通气孔(46)被排出,残留在内部的微量的空气向非贯通型通气孔(44)逸出。贯通型通气孔(46)的容积被设定得较大,能够使之后成为飞边的进入到通气孔内的橡胶止于内部。由于在突起形成用凹部(42)的内部失去了去处的空气的体积是微量的,因此,逸出到非贯通型通气孔(44)中的空气的体积也是微量的。因此,能够抑制与非贯通

轮胎硫化成型模具及用轮胎硫化成型模具制造轮胎的方法.pdf
提供了一种轮胎硫化成形模具以及一种使用所述模具制造轮胎的方法,所述轮胎硫化成形模具和轮胎制造方法能够通过沿周向随意地设置周向长度相等并且用于形成多种胎面图案的部段块来形成多种胎面图案。具体地,在周向方向上划分的多个部段块(11A-11H)周向长度相等并且形成有多种胎面成形图案,在所述多种胎面成形图案上以不同的排列设置用于在轮胎上形成胎面图案的叶片(14),并且沿周向方向随意地设置形成有多种胎面成形图案的部段块,从而构成覆盖轮胎的整个圆周的环形形状的模具。
轮胎和轮胎成型用模具.pdf
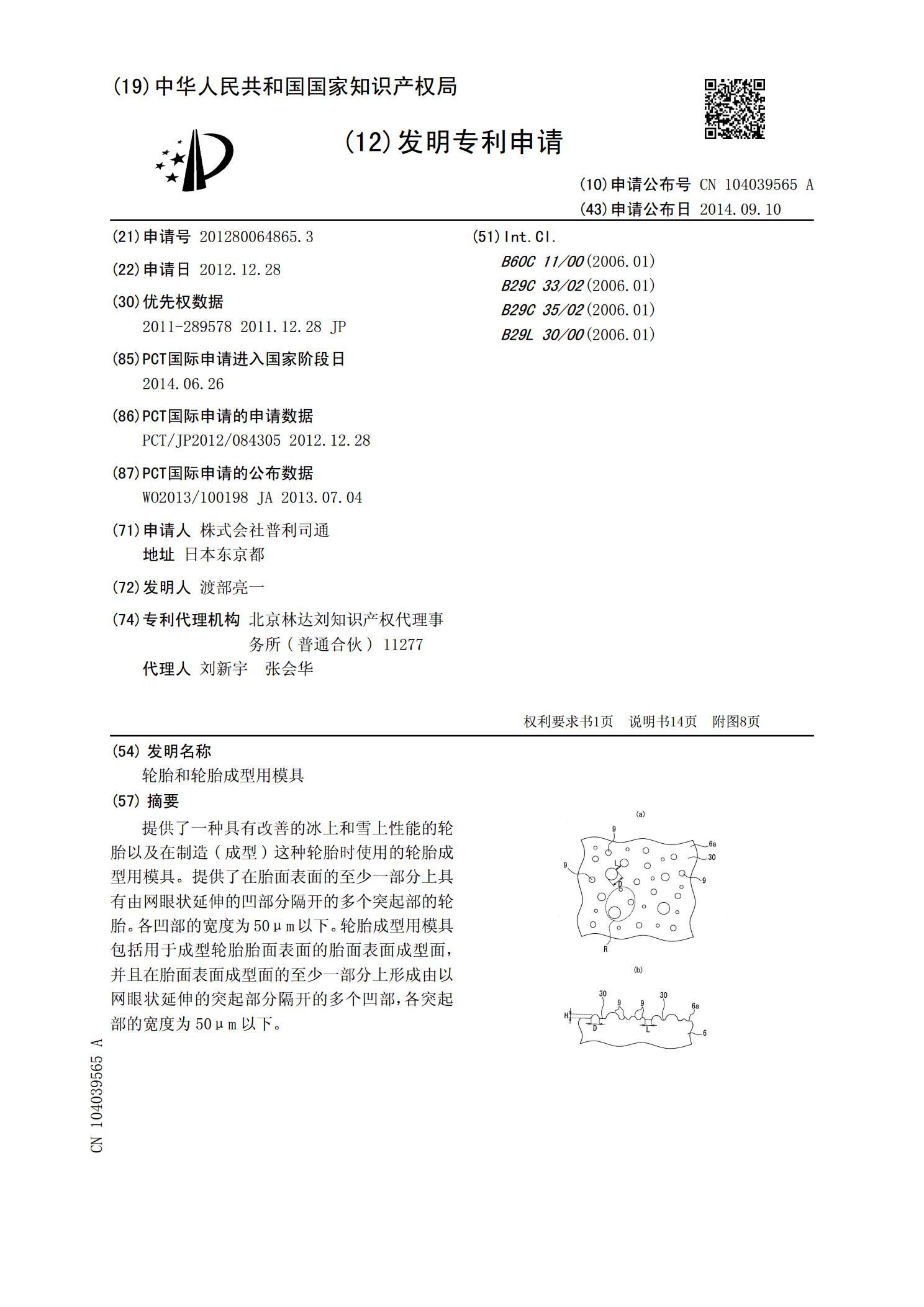
提供了一种具有改善的冰上和雪上性能的轮胎以及在制造(成型)这种轮胎时使用的轮胎成型用模具。提供了在胎面表面的至少一部分上具有由网眼状延伸的凹部分隔开的多个突起部的轮胎。各凹部的宽度为50μm以下。轮胎成型用模具包括用于成型轮胎胎面表面的胎面表面成型面,并且在胎面表面成型面的至少一部分上形成由以网眼状延伸的突起部分隔开的多个凹部,各突起部的宽度为50μm以下。

轮胎和轮胎成型用模具.pdf
在本发明的轮胎中,胎面表面的至少一部分具有在预定的范围的粗糙度莫提夫上限长度(A)。此外,在本发明的轮胎成型用模具中,胎面表面成型面的至少一部分具有在预定的范围的粗糙度莫提夫上限长度(A)。