
一种铝合金板带连铸连轧的制备工艺.pdf

一条****淑淑

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金板带连铸连轧的制备工艺.pdf
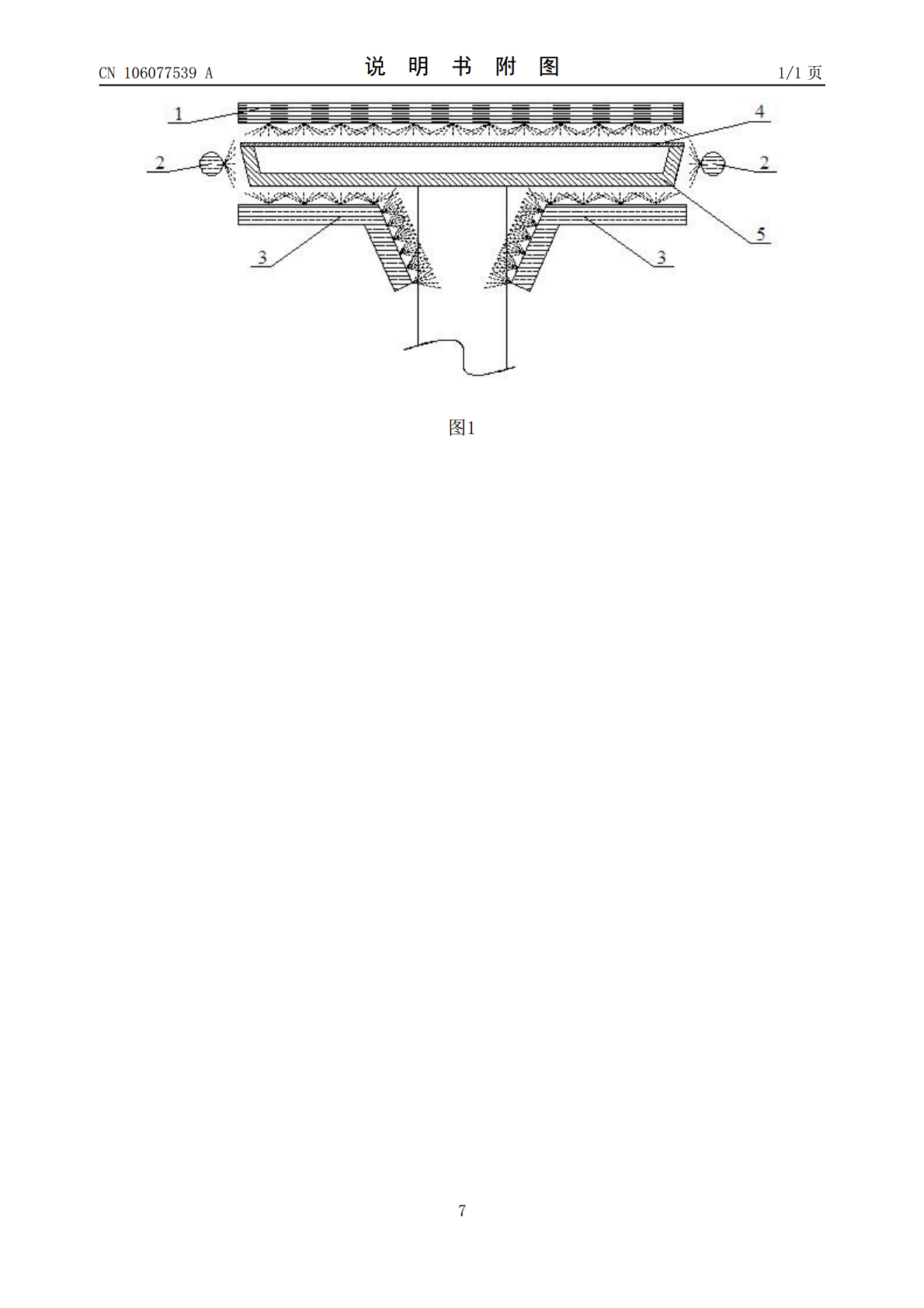
本发明公开了一种铝合金板带连铸连轧的制备工艺,包括熔炼、连铸连轧及收卷,具体包括配料、熔融搅拌、精炼处理、扒渣、静置、晶粒细化处理、除气、过滤除渣,得铝合金液;然后水平浇铸进入模腔内,经冷却得到铸坯;所述模腔由钢带封闭结晶轮凹槽外缘所形成,模腔的四周侧面均匀布满若干用于喷淋冷却水的喷嘴;所得铸坯经矫直后,进行三道热连轧;然后剪切、收卷,即得。本发明改进浇铸及冷却方式,大大改善了铸坯组织性能,使铸坯厚度达到38~45mm、宽度达到500~800mm,设备投资小,生产可以灵活切换合金,设备损耗小产能大,产品质
板栅连铸连轧装置.pdf
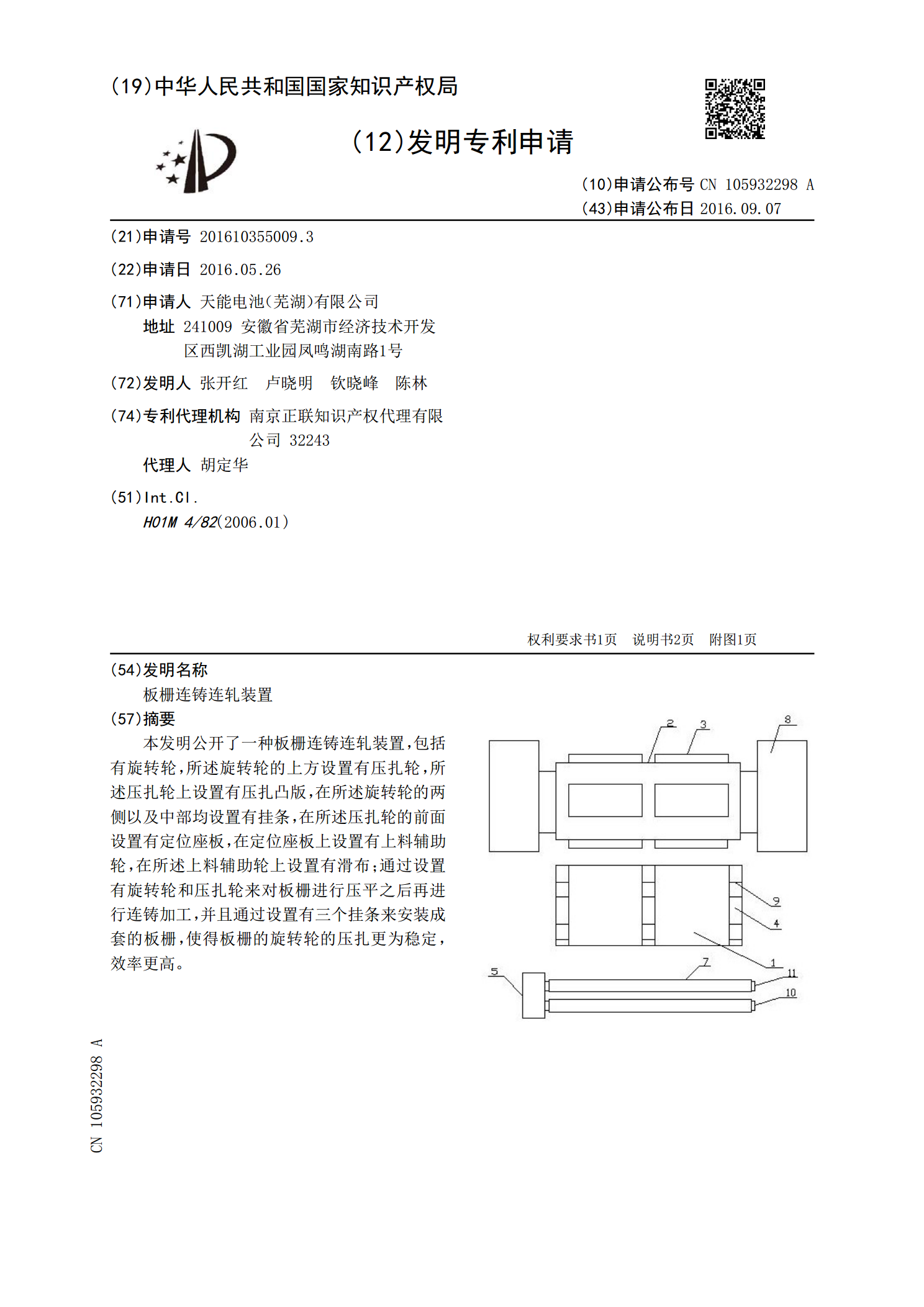
本发明公开了一种板栅连铸连轧装置,包括有旋转轮,所述旋转轮的上方设置有压扎轮,所述压扎轮上设置有压扎凸版,在所述旋转轮的两侧以及中部均设置有挂条,在所述压扎轮的前面设置有定位座板,在定位座板上设置有上料辅助轮,在所述上料辅助轮上设置有滑布;通过设置有旋转轮和压扎轮来对板栅进行压平之后再进行连铸加工,并且通过设置有三个挂条来安装成套的板栅,使得板栅的旋转轮的压扎更为稳定,效率更高。
板带多模式连铸连轧控制方法.pdf
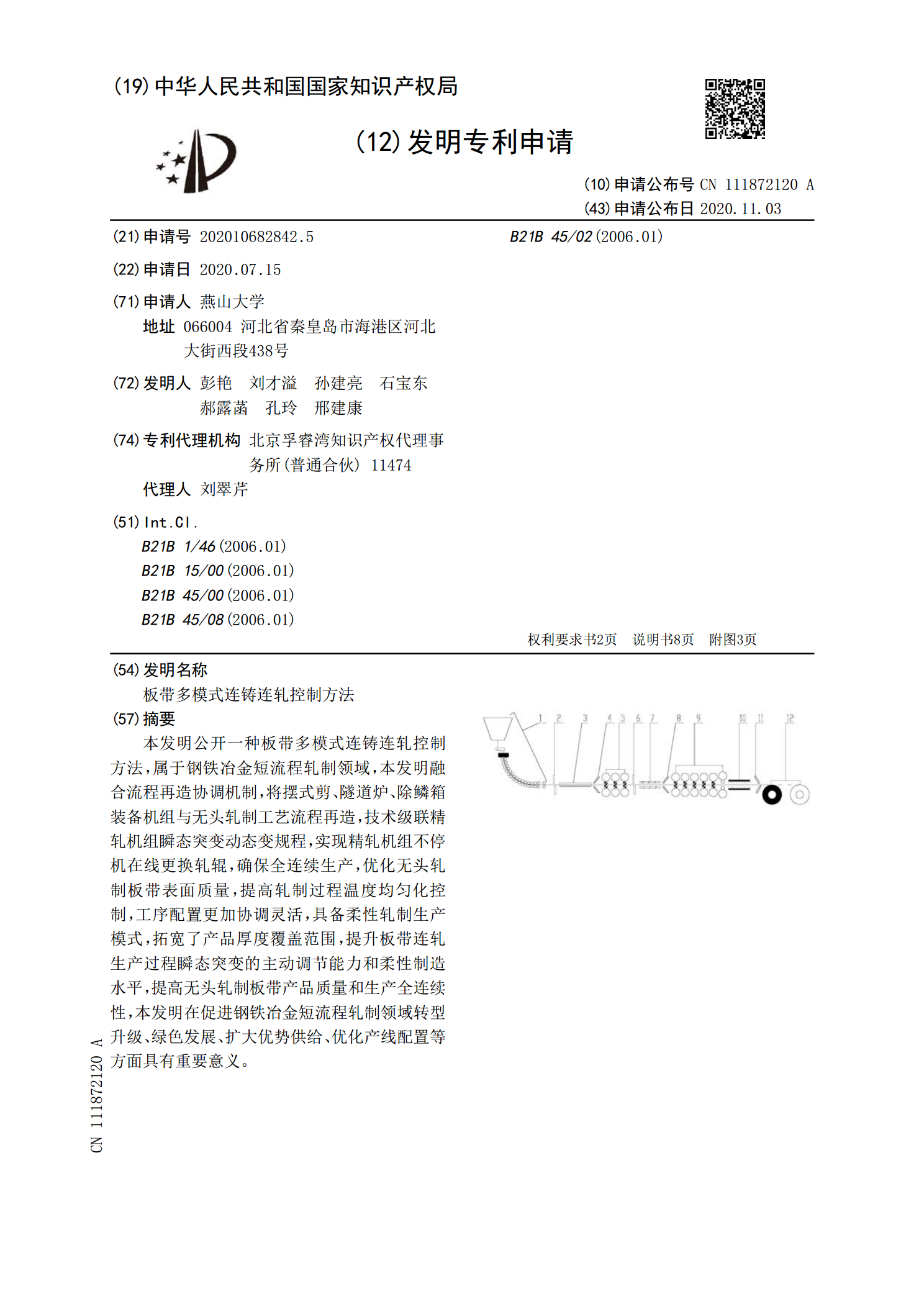
本发明公开一种板带多模式连铸连轧控制方法,属于钢铁冶金短流程轧制领域,本发明融合流程再造协调机制,将摆式剪、隧道炉、除鳞箱装备机组与无头轧制工艺流程再造,技术级联精轧机组瞬态突变动态变规程,实现精轧机组不停机在线更换轧辊,确保全连续生产,优化无头轧制板带表面质量,提高轧制过程温度均匀化控制,工序配置更加协调灵活,具备柔性轧制生产模式,拓宽了产品厚度覆盖范围,提升板带连轧生产过程瞬态突变的主动调节能力和柔性制造水平,提高无头轧制板带产品质量和生产全连续性,本发明在促进钢铁冶金短流程轧制领域转型升级、绿色发展

制备板栅用铅带的连铸连轧成套设备.pdf
本发明涉及连铸连轧成套设备,尤其是一种制备板栅用铅带的连铸连轧成套设备,包括钢带轮式连铸机、第一轧机、第二轧机、第一轧机和第二轧机之间的强制冷却设备及连接各设备的辊道;第二轧机各道次的轧辊分别由调速电机独立驱动,卷取机构由调速电机驱动;强制冷却设备包括至少一个冷却水槽,冷却水槽的两侧上部分别设置有开口,开口内分别设置有上限位辊和下限位辊,冷却水槽内设置有压下结构,由压下结构及两侧下限位辊形成的铅带输送面呈开口向上的拱形。通过第一轧机、强制冷却设备和第二轧机对铅带实施多温度段的连轧,使得所生产铅带的性能优于
一种高强度铝合金杆连铸连轧生产工艺.pdf
本发明公开了一种高强度铝合金杆连铸连轧生产工艺,包括以下步骤:步骤一:熔炼:将铝锭在熔炼炉中熔化成铝液,将铝液加注到保温炉中保温;步骤二:配料精炼:按照配比:进行配料精炼;步骤三:连续铸造:采用浇铸机进行连续铸造得到锭坯;连续铸造中采用分区自动控制水压;步骤四:连续轧制:通过感应加热到≥520℃,进行连续轧制;所述轧制系统由两台轧机串联而成,包括粗轧机和高轧机;步骤五:淬火;步骤六:收线。本发明的工艺连续铸造中采用分区自动控制水压,可以将铝水转换成连续的铸坯自动压力控制系统,水流量稳定锭坯质量控制良好,无