
一种工业汽轮机转子锻件分段热处理方法.pdf

一条****轩吗


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工业汽轮机转子锻件分段热处理方法.pdf
本发明公开了一种工业汽轮机转子锻件分段热处理方法,所述工业汽轮机转子锻件包括高压段和低压段,高压段直径D1,低压段直径D2,所述工业汽轮机转子锻件分段热处理方法包括以下步骤:预备热处理的正火和回火;调质处理的淬火和回火,淬火和回火使用分段热处理设备,高压段和低压段用隔热挡板隔开分别升温加热到不同的温度,淬火冷却时高温段喷雾冷却,低温段喷水冷却。本发明的工业汽轮机转子锻件分段热处理方法工艺合理,使单个工业汽轮机转子高压段具有优异的高温性能同时低压段具有优异的低温性能,使工业汽轮机的转速提高,进而提高工业汽轮
一种工业汽轮机转子锻件的热处理方法.pdf
本发明公开了一种工业汽轮机转子锻件的热处理方法,包括预备热处理和调质处理,预备热处理包括正火和回火,调质热处理包括淬火和回火,调质处理的淬火采用阶梯加热方式升温,冷却采用水冷和油冷组合的冷却方式,回火降低回火温度和冷却速度。该工业汽轮机转子锻件的热处理方法工艺更合理,可处理大直径工业汽轮机转子锻件且使其获得的强度达到670MPa等级,强韧性配合更好,进而提高工业汽轮机组效率。
一种汽轮机转子锻件的热处理装置及加工方法.pdf
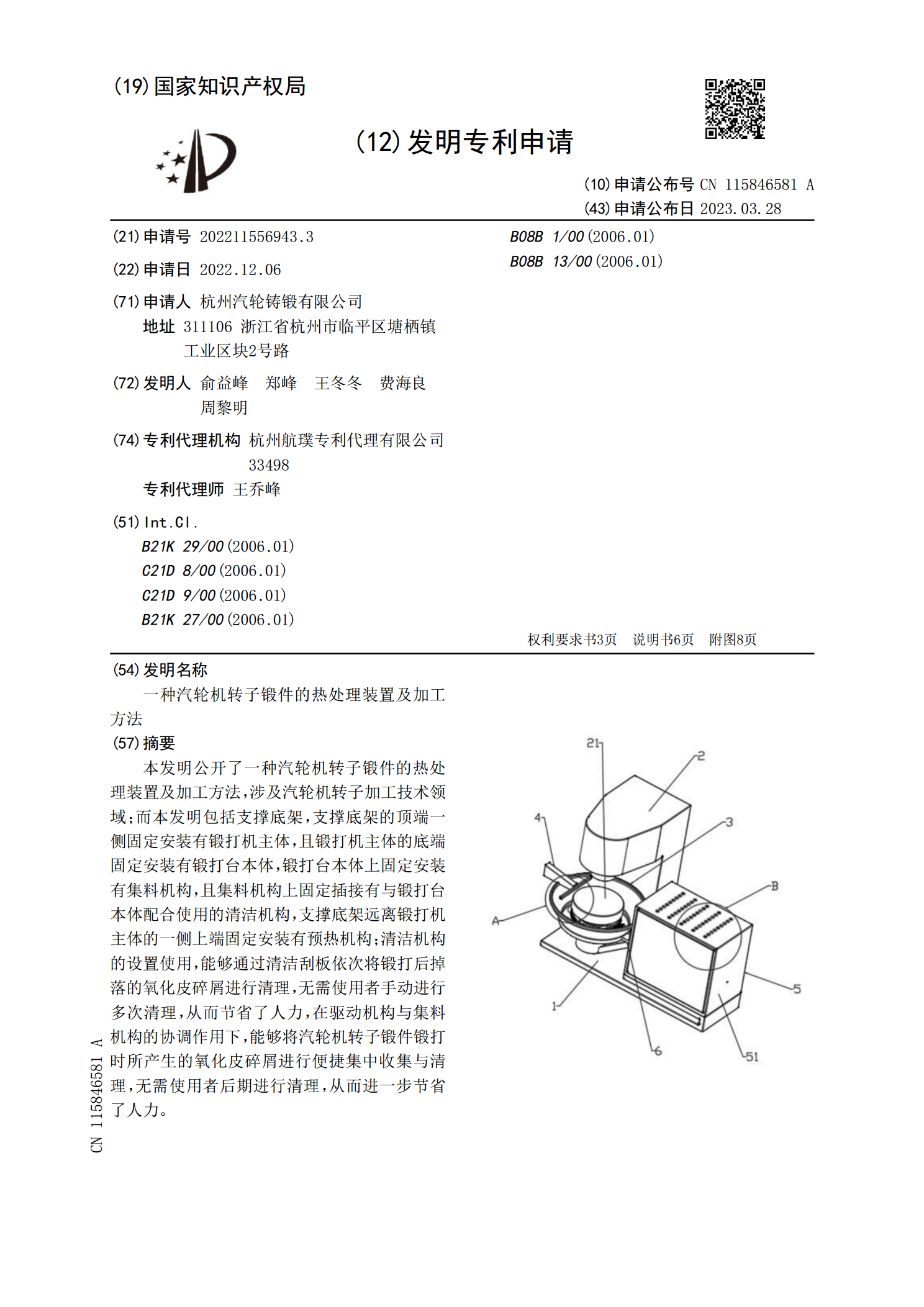
本发明公开了一种汽轮机转子锻件的热处理装置及加工方法,涉及汽轮机转子加工技术领域;而本发明包括支撑底架,支撑底架的顶端一侧固定安装有锻打机主体,且锻打机主体的底端固定安装有锻打台本体,锻打台本体上固定安装有集料机构,且集料机构上固定插接有与锻打台本体配合使用的清洁机构,支撑底架远离锻打机主体的一侧上端固定安装有预热机构;清洁机构的设置使用,能够通过清洁刮板依次将锻打后掉落的氧化皮碎屑进行清理,无需使用者手动进行多次清理,从而节省了人力,在驱动机构与集料机构的协调作用下,能够将汽轮机转子锻件锻打时所产生的氧

一种提高工业汽轮机转子锻件28CrMoNiV钢强度的热处理方法.pdf
一种提高工业汽轮机转子锻件28CrMoNiV钢强度的热处理工艺,①本发明预备热处理工艺采用正火+回火的形式,用以细化晶粒和改善材料内部组织,降低残余应力,调质热处理打下良好的基础;正火和淬火的加热都采用阶梯加热的方式,避免加热过快。升温时若加热速度过快,会导致淬火后残余应力叠加,可能带来锻件缺陷扩展甚至开裂等问题;淬火冷却时采用水淬油冷的冷却方式,提高工件在高温阶段的冷却速度,同时降低马氏体转变区的冷却速度,并在水冷初始阶段让工件在水中上下来回运动,充分保证了工件的淬火效果,同时减少了组织应力及热应力;质
一种高性能转子锻件的热处理方法.pdf
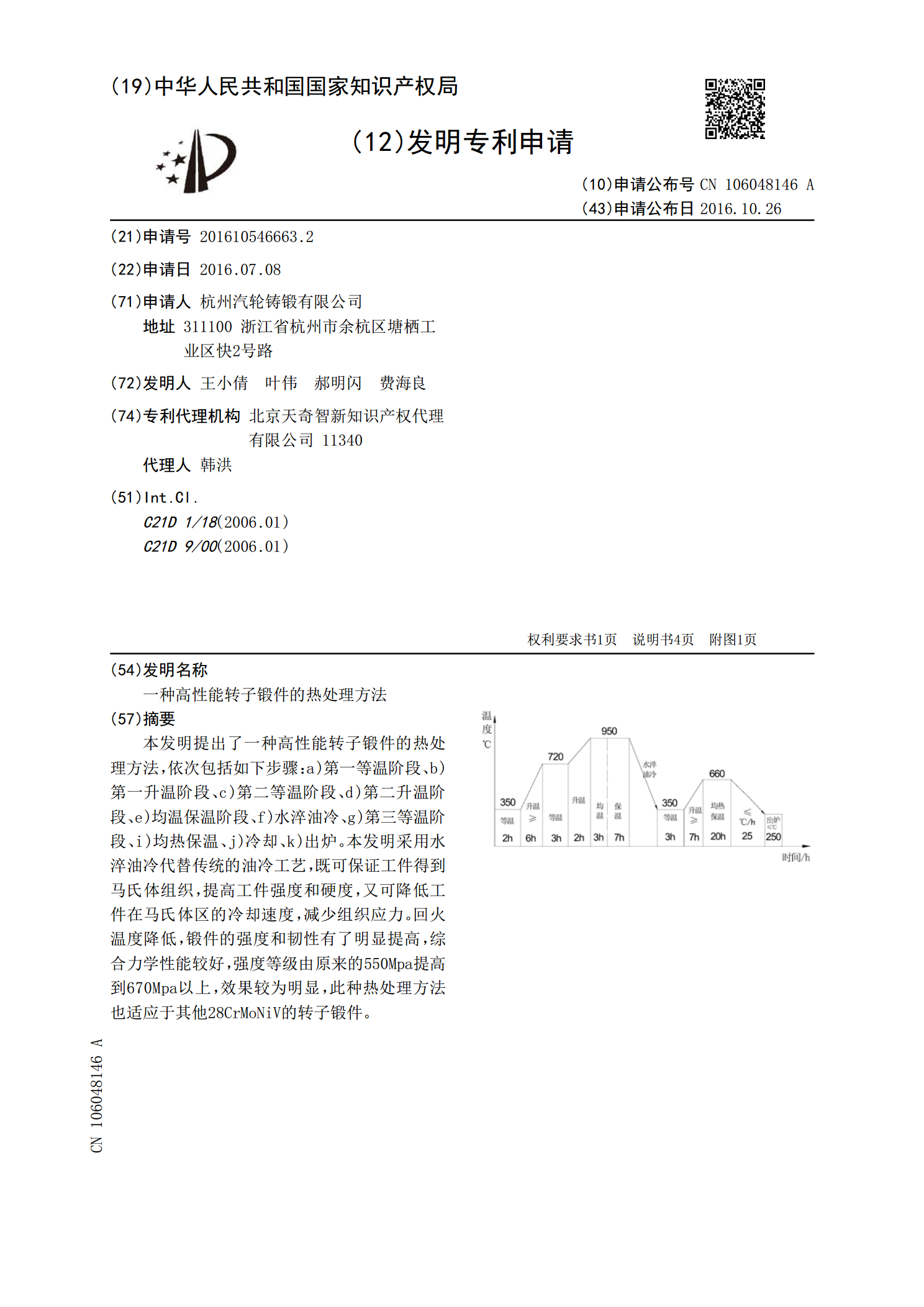
本发明提出了一种高性能转子锻件的热处理方法,依次包括如下步骤:a)第一等温阶段、b)第一升温阶段、c)第二等温阶段、d)第二升温阶段、e)均温保温阶段、f)水淬油冷、g)第三等温阶段、i)均热保温、j)冷却、k)出炉。本发明采用水淬油冷代替传统的油冷工艺,既可保证工件得到马氏体组织,提高工件强度和硬度,又可降低工件在马氏体区的冷却速度,减少组织应力。回火温度降低,锻件的强度和韧性有了明显提高,综合力学性能较好,强度等级由原来的550Mpa提高到670Mpa以上,效果较为明显,此种热处理方法也适应于其他28