
锻造齿轮模具及其锻造工艺.pdf

猫巷****奕声

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锻造齿轮模具及其锻造工艺.pdf
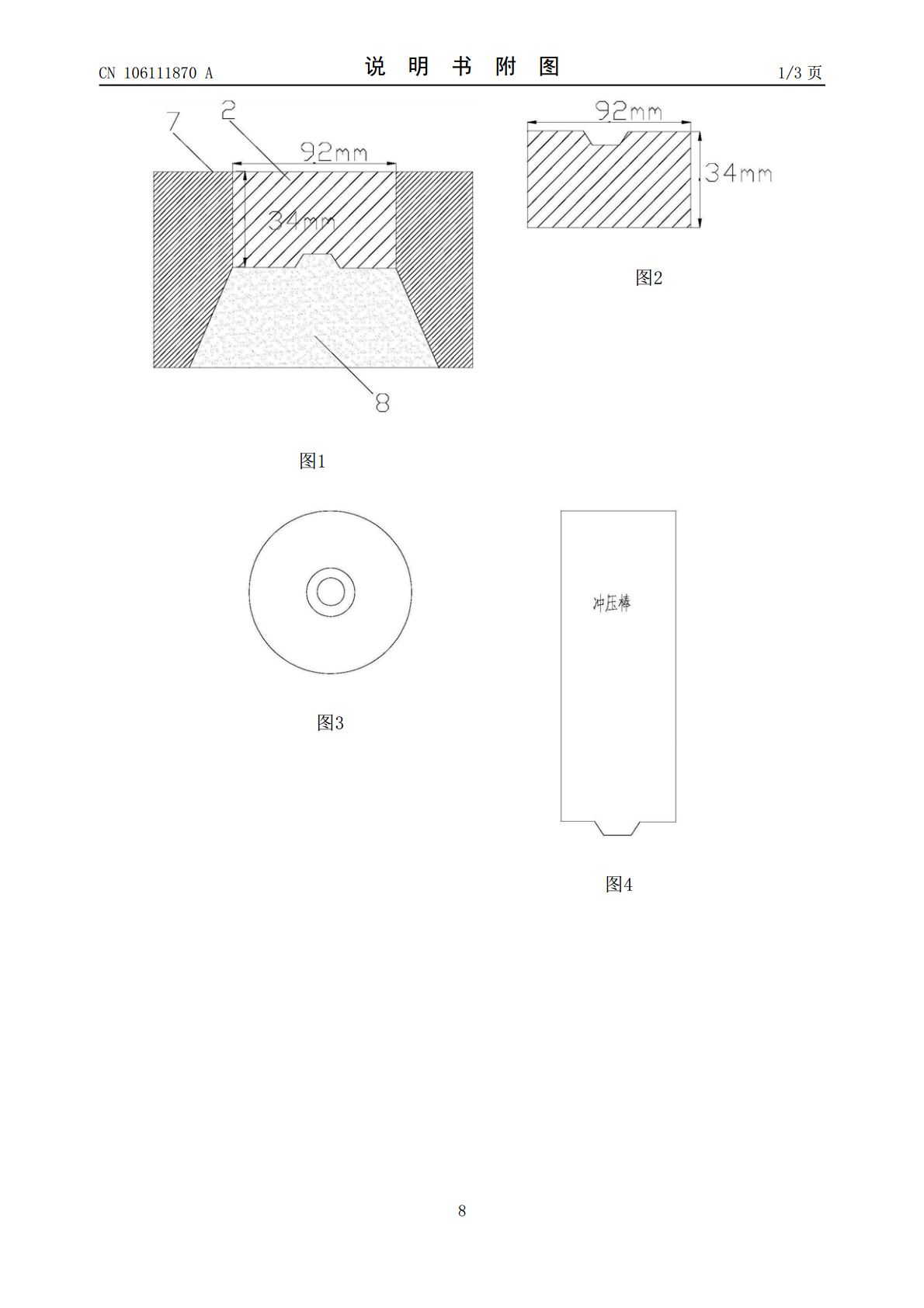
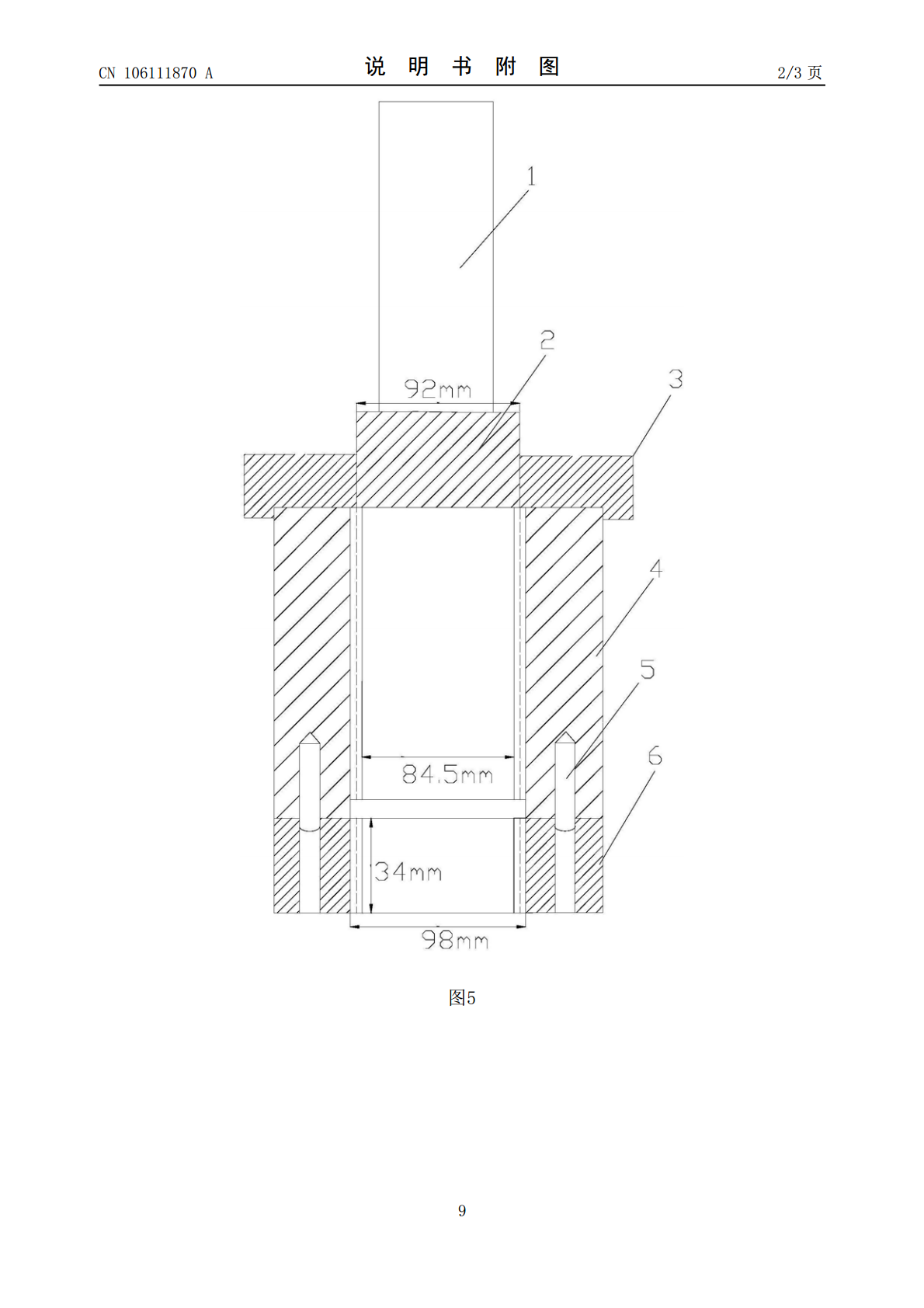
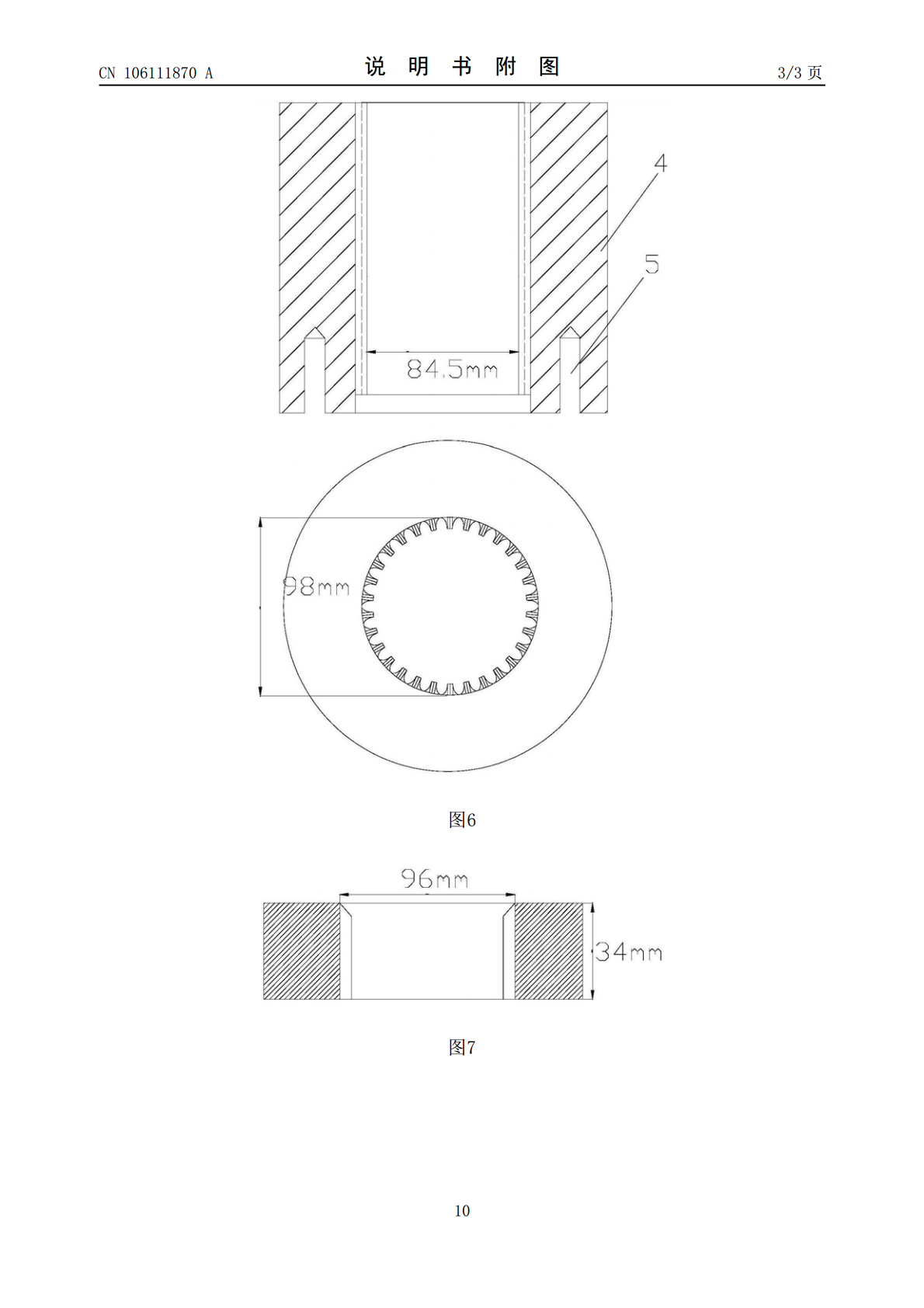
本发明公开了一种锻造直齿齿轮工艺,包括第一步,锻造第一齿轮胚;第二步,得到第二齿轮坯;第三步,得到第三齿轮坯;第四步,得到成品齿轮坯;本发明还公开了一套锻造直齿齿轮模具,包括齿轮坯模、初锻模、终锻模和拉光模。该工艺配合该模具具备的优点为:速度快,一次性加热锻造齿轮经过初锻模、终锻模两套模具的锻造过程,短短几分钟时间就完成了滚齿机漫长的加工过程。节省钢材,比切削加工节省20%钢材。工序的节省,跟传统加工工艺相比,节省了车外圆工序和滚齿工序,降低了能耗,提高了生产效率。锻造齿轮的金相结构完整合理,抗弯强度高、

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够
一种齿轮锻造炉及其锻造工艺.pdf
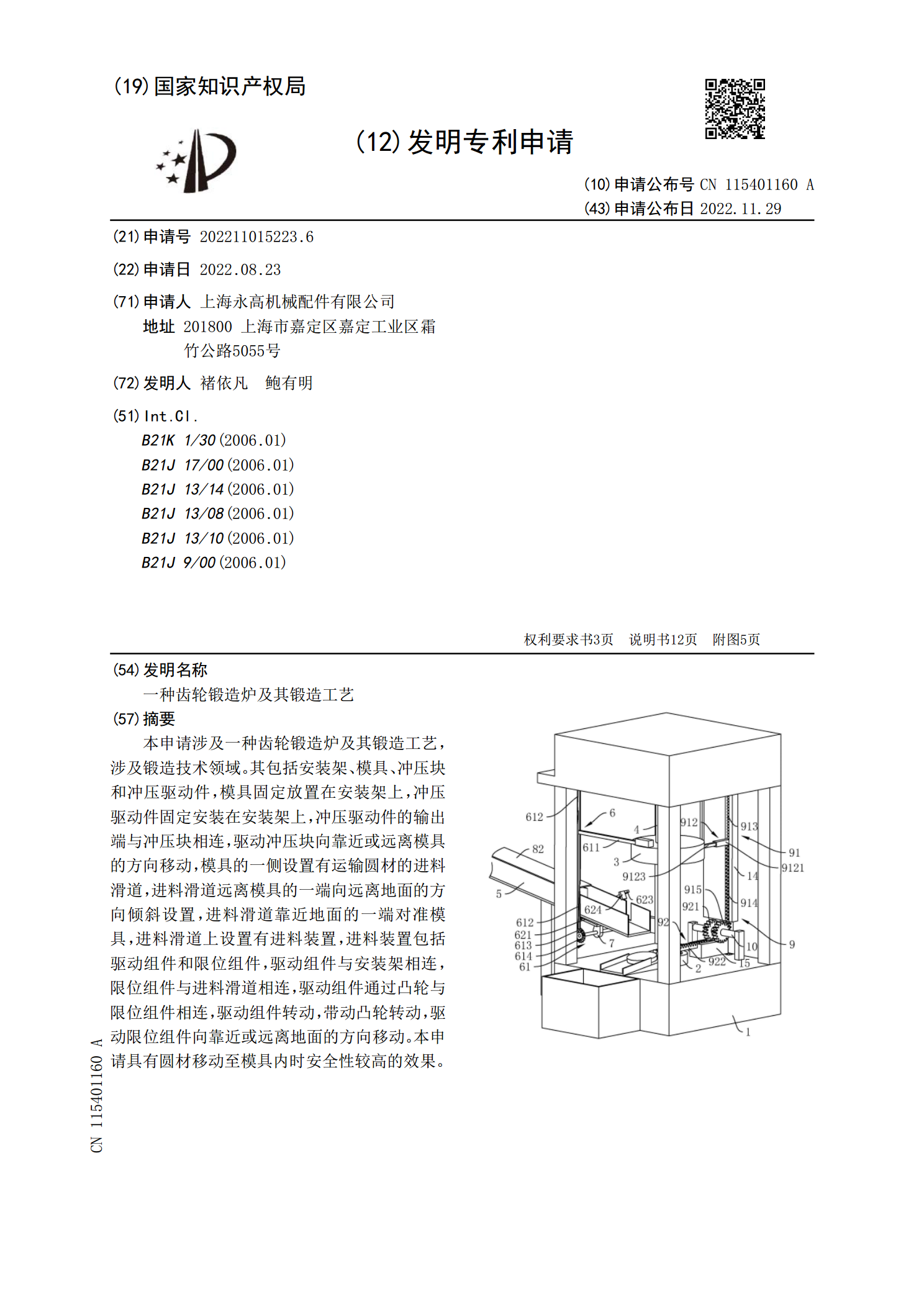
本申请涉及一种齿轮锻造炉及其锻造工艺,涉及锻造技术领域。其包括安装架、模具、冲压块和冲压驱动件,模具固定放置在安装架上,冲压驱动件固定安装在安装架上,冲压驱动件的输出端与冲压块相连,驱动冲压块向靠近或远离模具的方向移动,模具的一侧设置有运输圆材的进料滑道,进料滑道远离模具的一端向远离地面的方向倾斜设置,进料滑道靠近地面的一端对准模具,进料滑道上设置有进料装置,进料装置包括驱动组件和限位组件,驱动组件与安装架相连,限位组件与进料滑道相连,驱动组件通过凸轮与限位组件相连,驱动组件转动,带动凸轮转动,驱动限位组

双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法.pdf
本发明提供了一种双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法,双联齿轮锻造模具,其包括预锻模具组和终锻模具组;终锻模具组包括终锻上模、终锻冲头、终锻凹模上块和一对终锻卡子,终锻凹模上块中部开有凹模容置孔,一对终锻卡子置于该凹模容置孔内且两个终锻卡子之间形成卡箍腔,在该卡箍腔的下方设有终锻凹模顶块,此终锻凹模顶块的顶部设有顶块凸起,终锻上模上开有终锻冲压孔,终锻冲头通过终锻冲压孔与终锻上模相抵接且该终锻冲头的头部处于终锻上模外部,终锻凹模上块与终锻上模抵接时,该终锻冲头的头部置于卡箍腔内。本发明解决了
双台齿轮异型锻件的粗坯锻造模具及其锻造方法.pdf
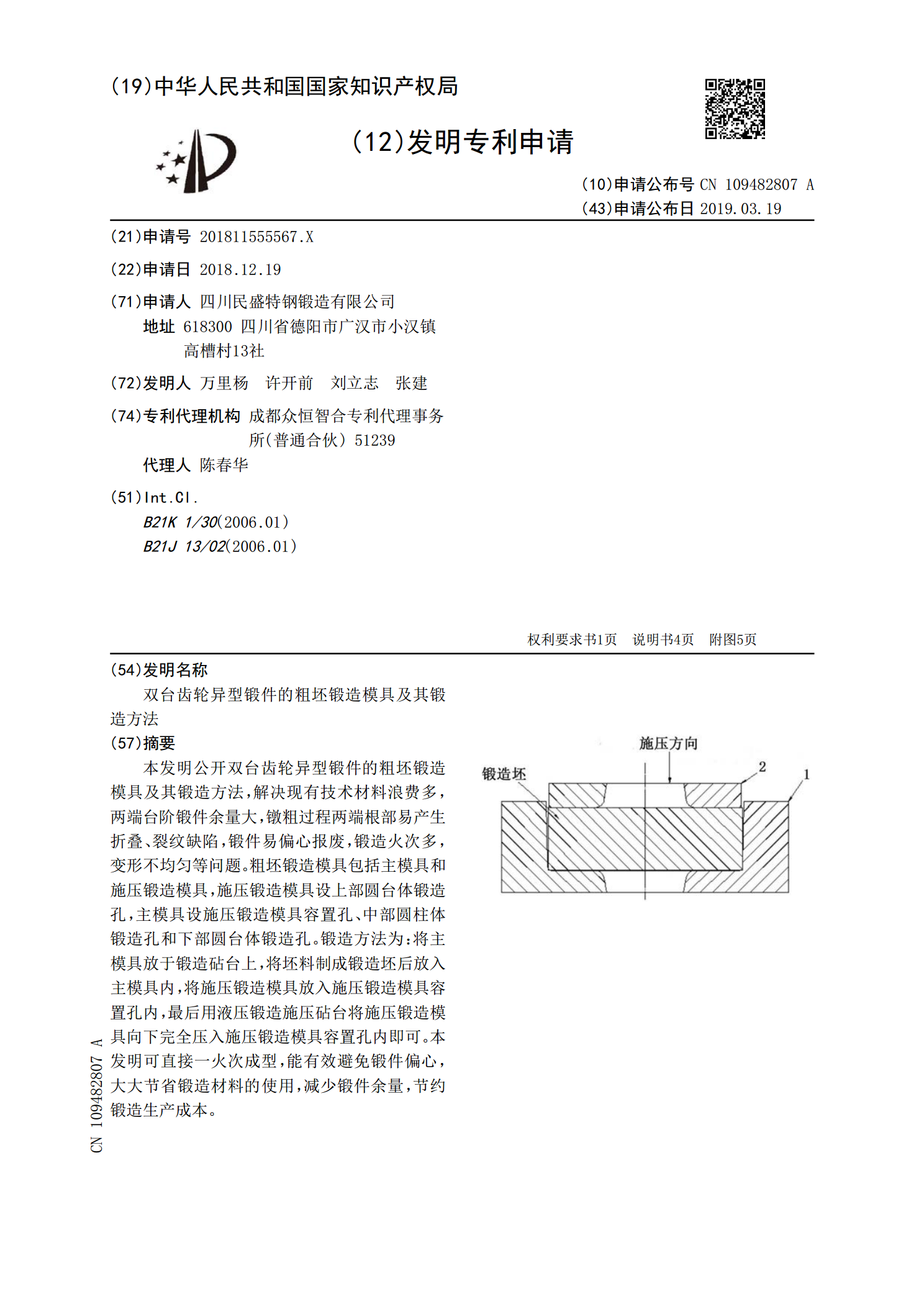
本发明公开双台齿轮异型锻件的粗坯锻造模具及其锻造方法,解决现有技术材料浪费多,两端台阶锻件余量大,镦粗过程两端根部易产生折叠、裂纹缺陷,锻件易偏心报废,锻造火次多,变形不均匀等问题。粗坯锻造模具包括主模具和施压锻造模具,施压锻造模具设上部圆台体锻造孔,主模具设施压锻造模具容置孔、中部圆柱体锻造孔和下部圆台体锻造孔。锻造方法为:将主模具放于锻造砧台上,将坯料制成锻造坯后放入主模具内,将施压锻造模具放入施压锻造模具容置孔内,最后用液压锻造施压砧台将施压锻造模具向下完全压入施压锻造模具容置孔内即可。本发明可直接