
双台齿轮异型锻件的粗坯锻造模具及其锻造方法.pdf

涵蓄****09

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双台齿轮异型锻件的粗坯锻造模具及其锻造方法.pdf
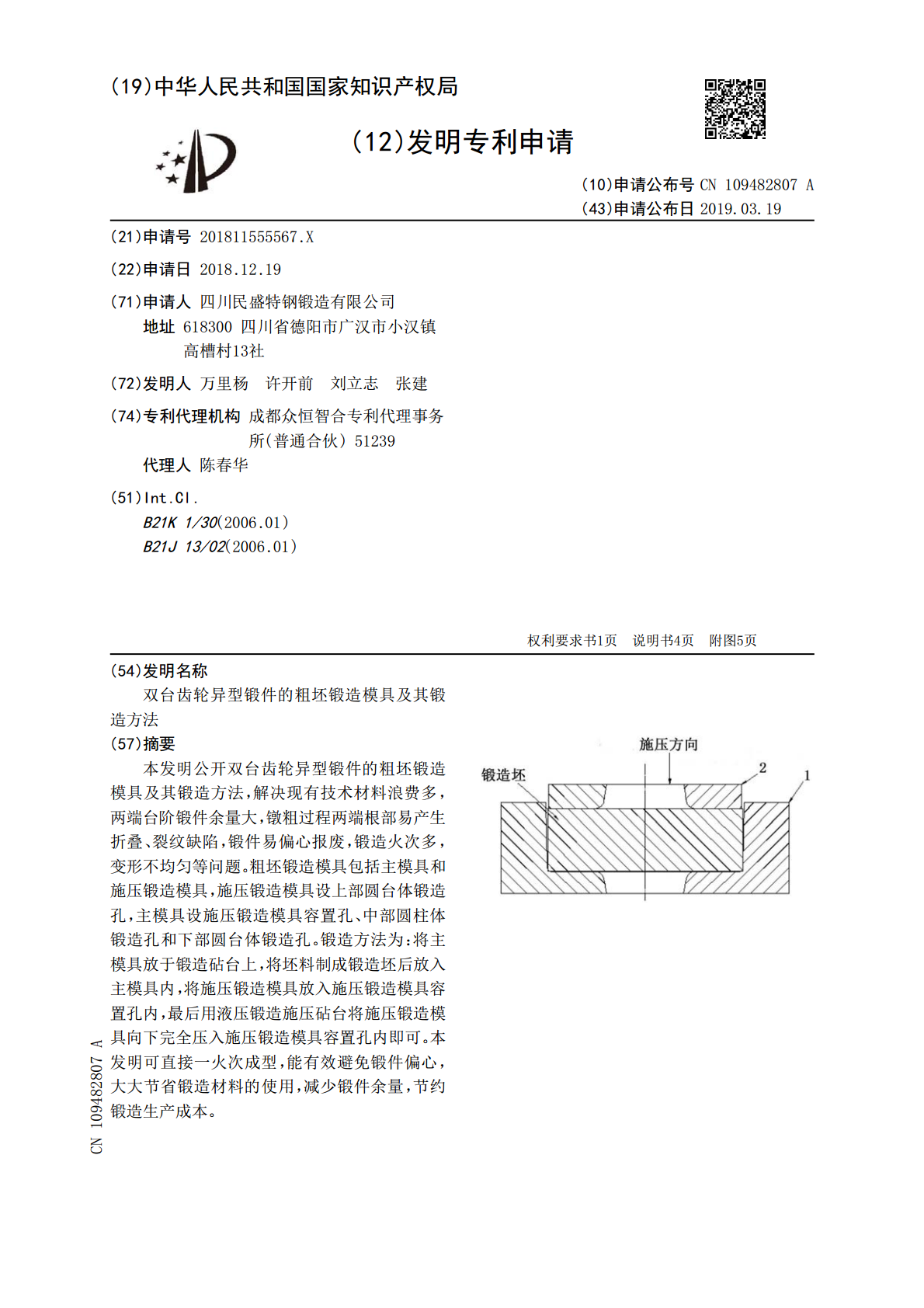
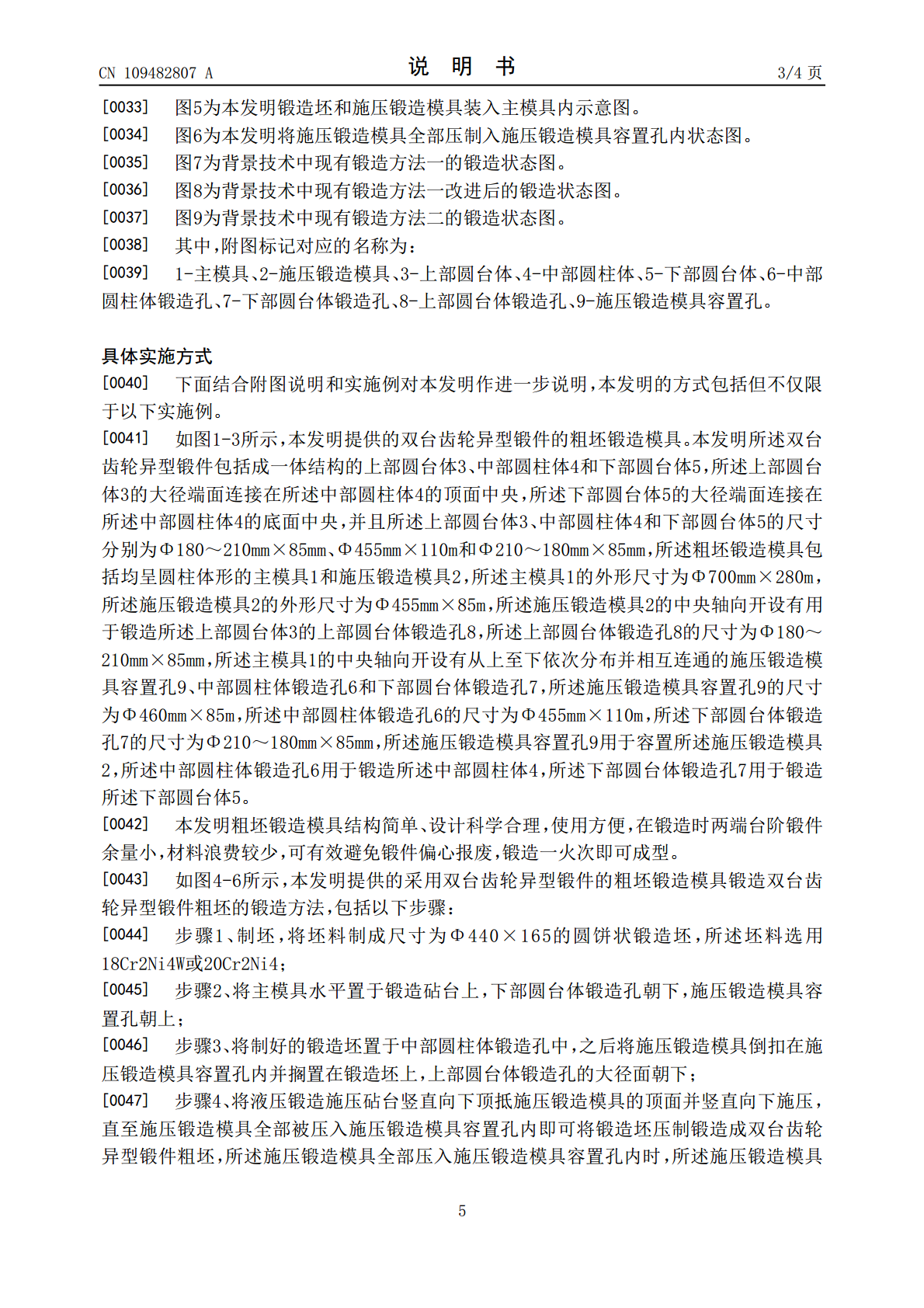
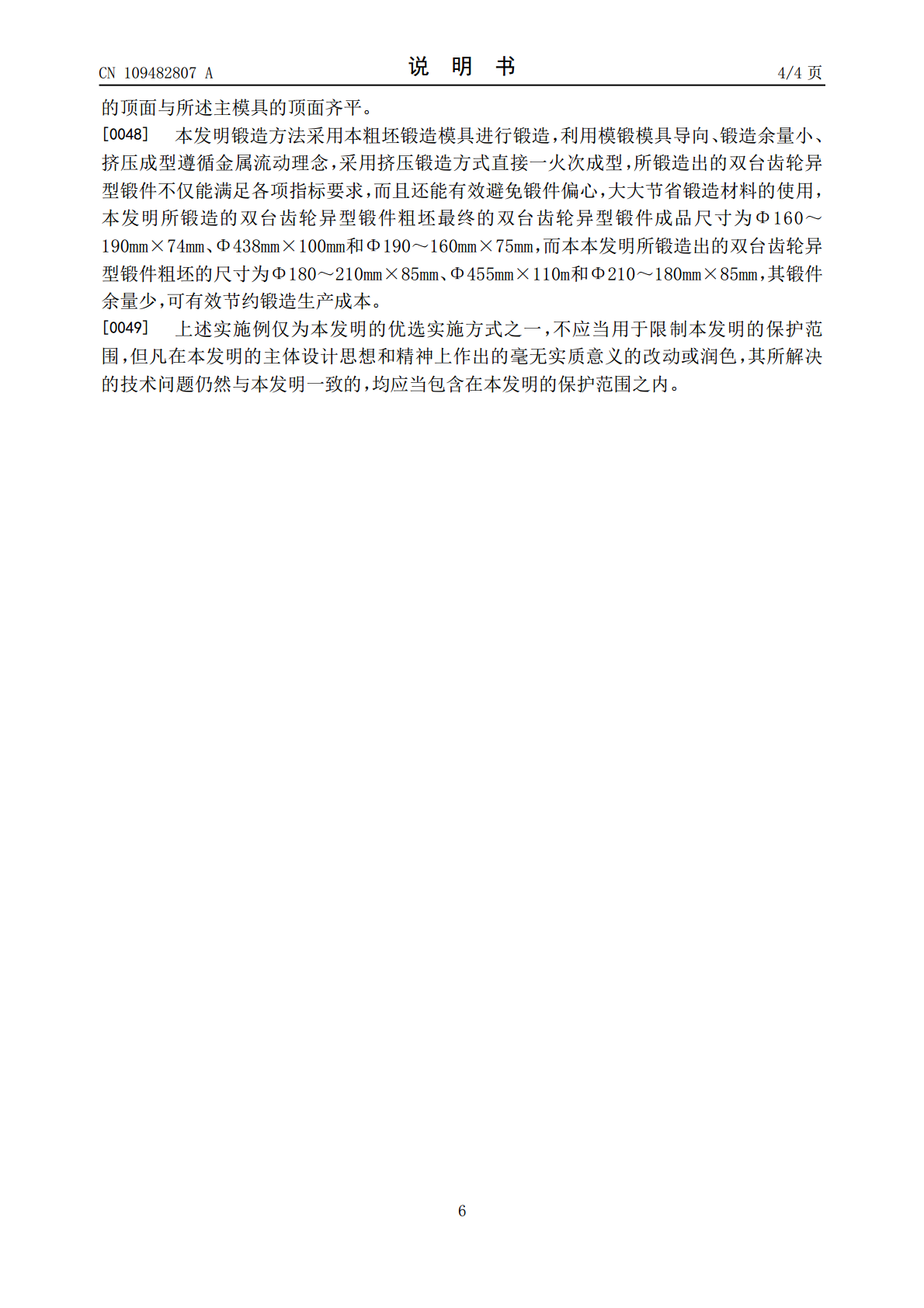
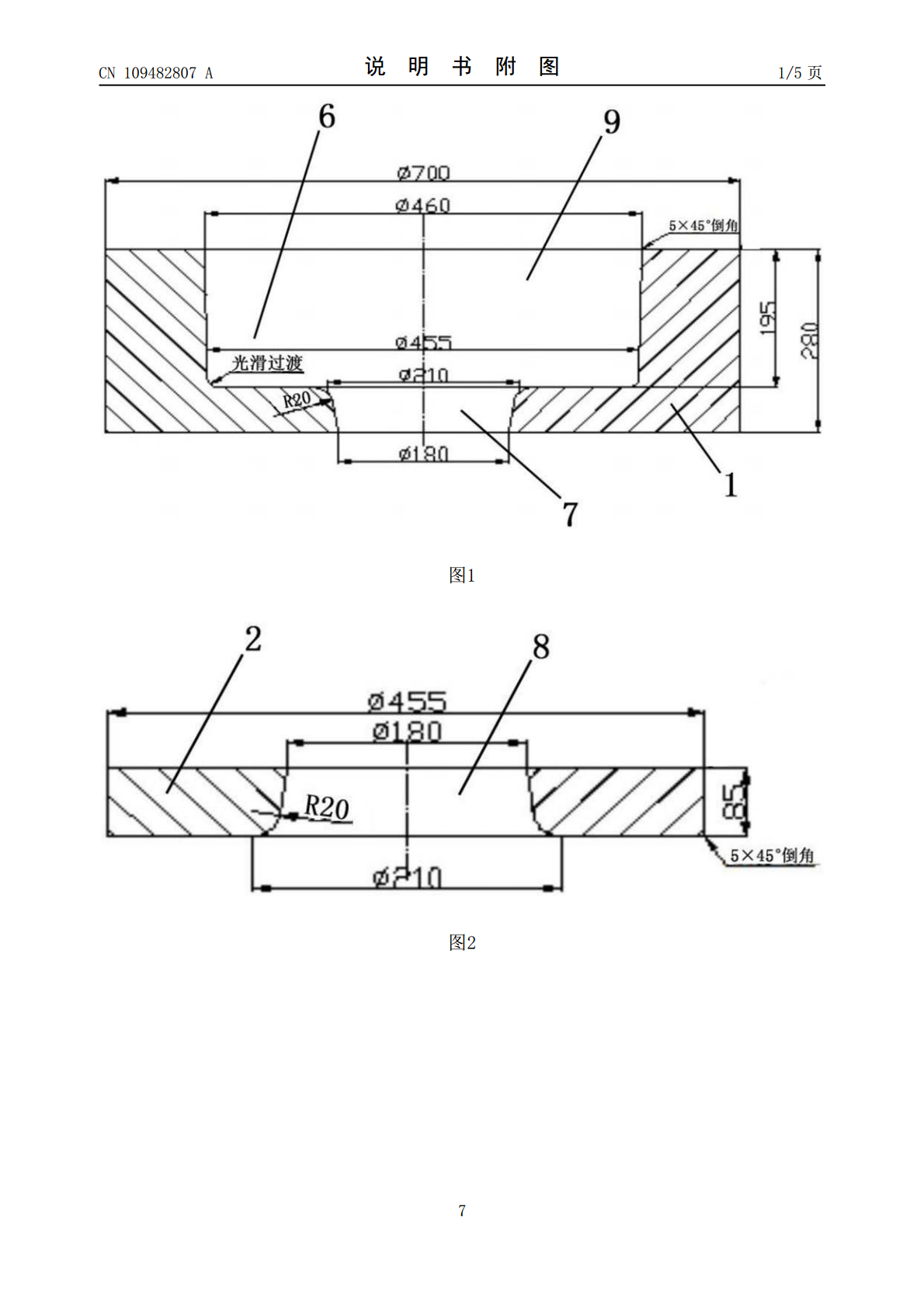
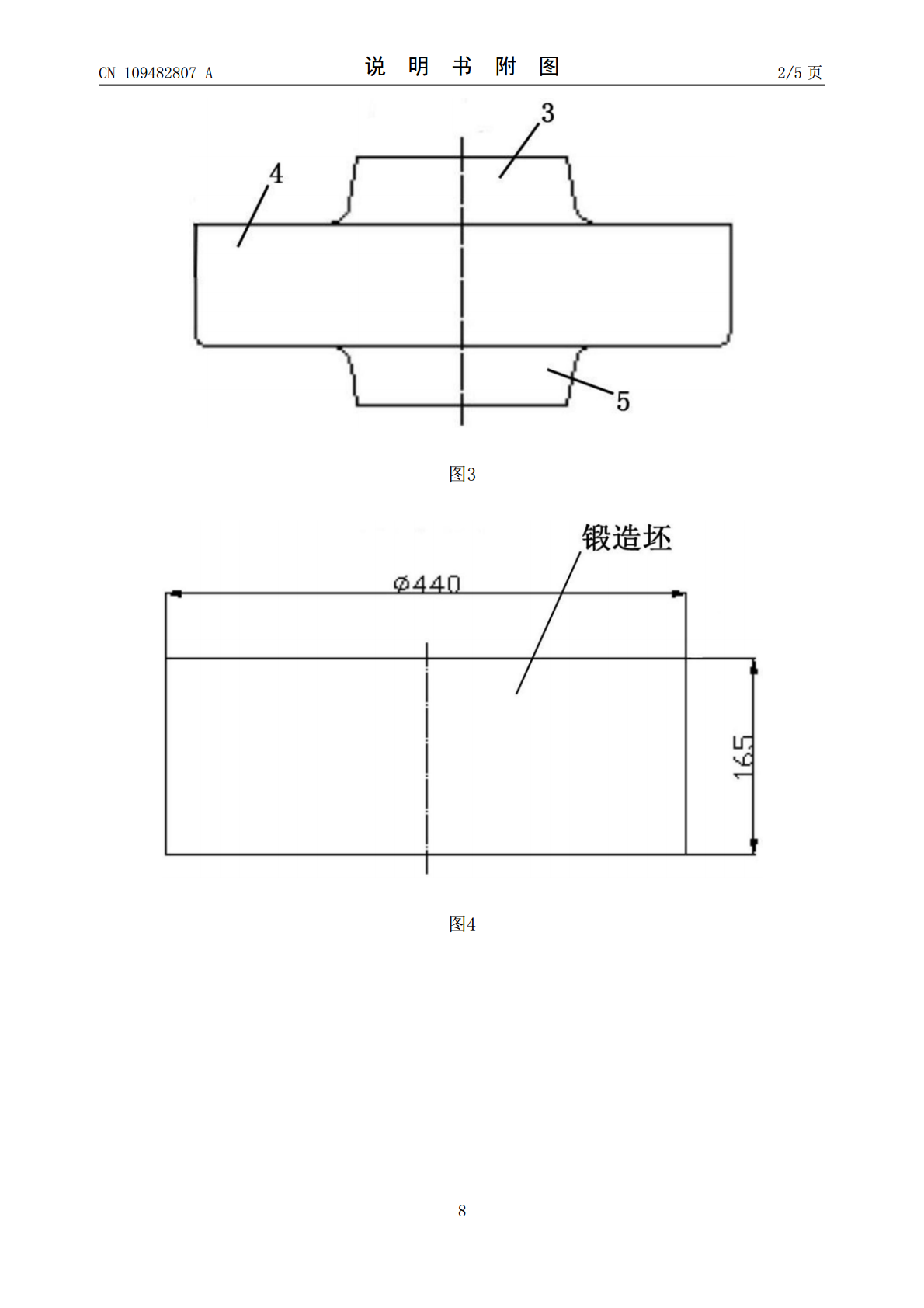
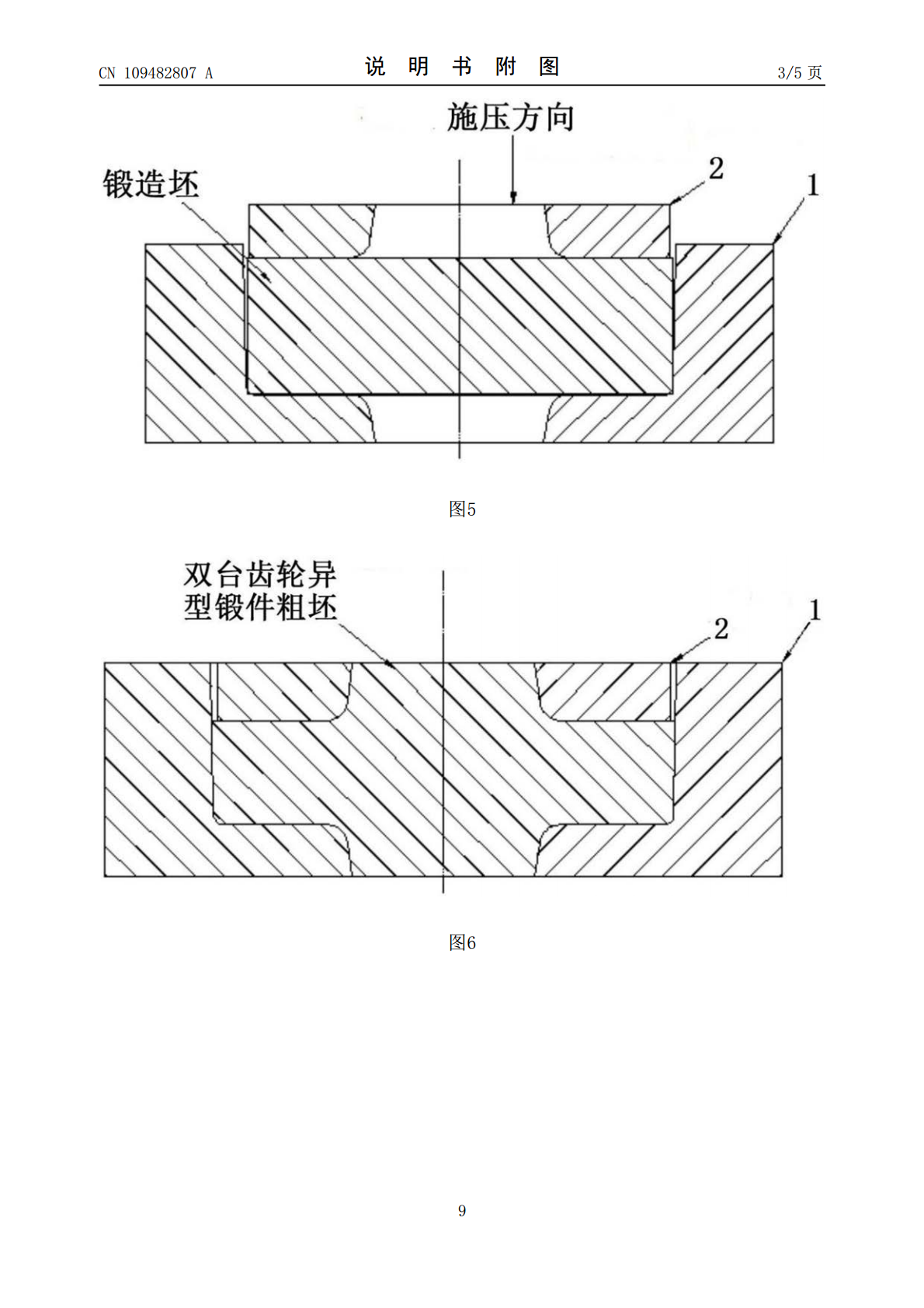
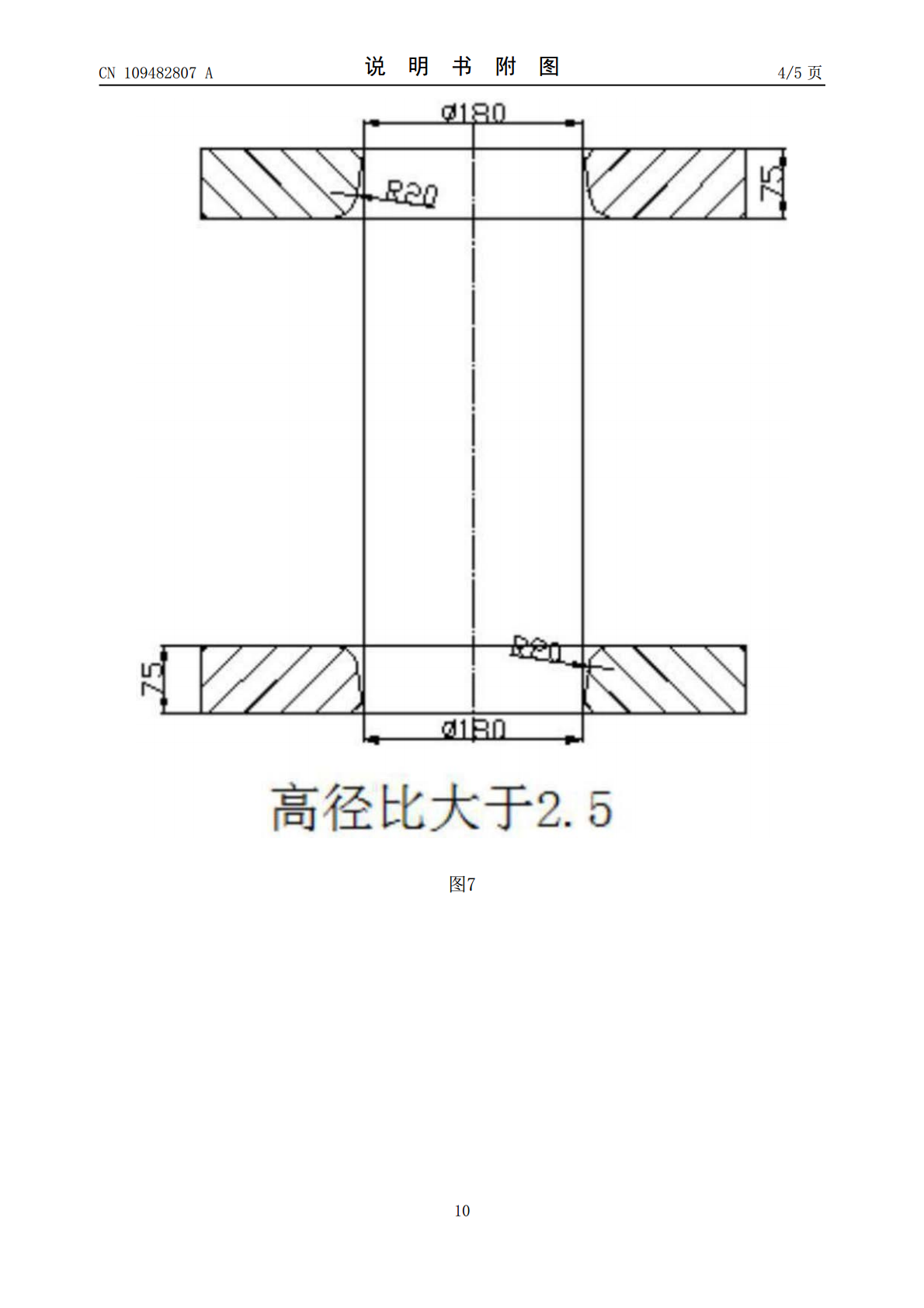
本发明公开双台齿轮异型锻件的粗坯锻造模具及其锻造方法,解决现有技术材料浪费多,两端台阶锻件余量大,镦粗过程两端根部易产生折叠、裂纹缺陷,锻件易偏心报废,锻造火次多,变形不均匀等问题。粗坯锻造模具包括主模具和施压锻造模具,施压锻造模具设上部圆台体锻造孔,主模具设施压锻造模具容置孔、中部圆柱体锻造孔和下部圆台体锻造孔。锻造方法为:将主模具放于锻造砧台上,将坯料制成锻造坯后放入主模具内,将施压锻造模具放入施压锻造模具容置孔内,最后用液压锻造施压砧台将施压锻造模具向下完全压入施压锻造模具容置孔内即可。本发明可直接
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。

双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法.pdf
本发明提供了一种双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法,双联齿轮锻造模具,其包括预锻模具组和终锻模具组;终锻模具组包括终锻上模、终锻冲头、终锻凹模上块和一对终锻卡子,终锻凹模上块中部开有凹模容置孔,一对终锻卡子置于该凹模容置孔内且两个终锻卡子之间形成卡箍腔,在该卡箍腔的下方设有终锻凹模顶块,此终锻凹模顶块的顶部设有顶块凸起,终锻上模上开有终锻冲压孔,终锻冲头通过终锻冲压孔与终锻上模相抵接且该终锻冲头的头部处于终锻上模外部,终锻凹模上块与终锻上模抵接时,该终锻冲头的头部置于卡箍腔内。本发明解决了
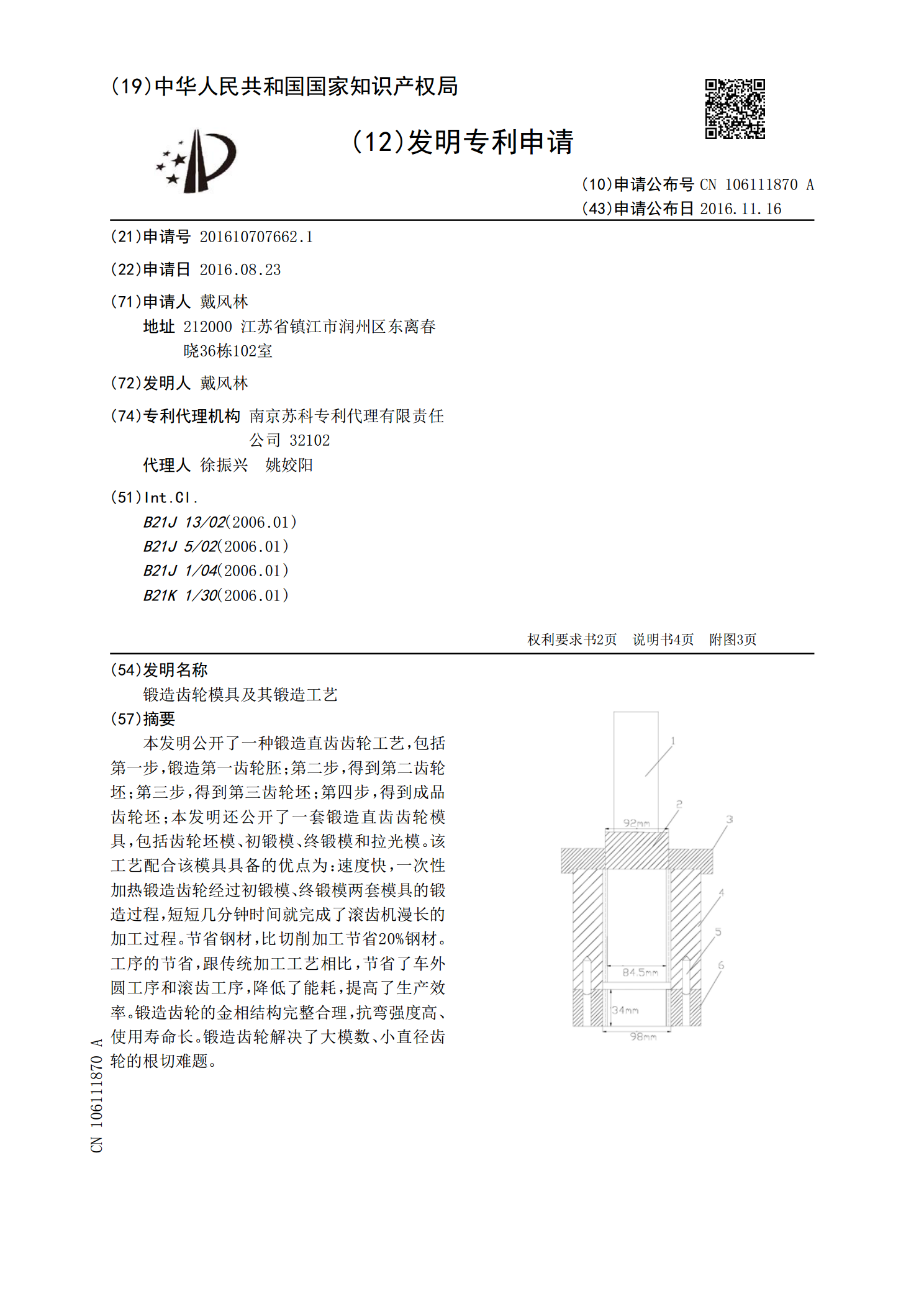
锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造直齿齿轮工艺,包括第一步,锻造第一齿轮胚;第二步,得到第二齿轮坯;第三步,得到第三齿轮坯;第四步,得到成品齿轮坯;本发明还公开了一套锻造直齿齿轮模具,包括齿轮坯模、初锻模、终锻模和拉光模。该工艺配合该模具具备的优点为:速度快,一次性加热锻造齿轮经过初锻模、终锻模两套模具的锻造过程,短短几分钟时间就完成了滚齿机漫长的加工过程。节省钢材,比切削加工节省20%钢材。工序的节省,跟传统加工工艺相比,节省了车外圆工序和滚齿工序,降低了能耗,提高了生产效率。锻造齿轮的金相结构完整合理,抗弯强度高、
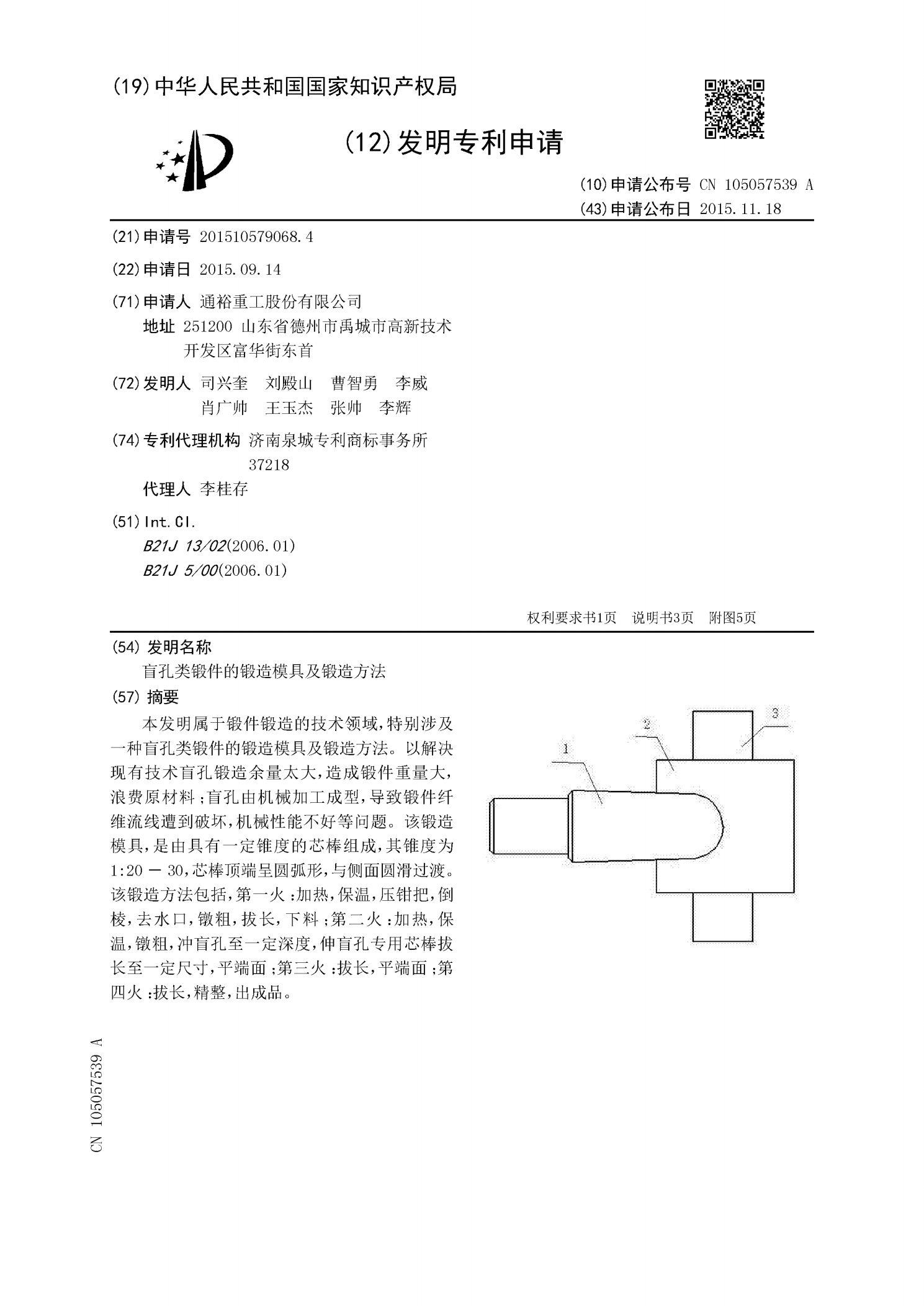
盲孔类锻件的锻造模具及锻造方法.pdf
本发明属于锻件锻造的技术领域,特别涉及一种盲孔类锻件的锻造模具及锻造方法。以解决现有技术盲孔锻造余量太大,造成锻件重量大,浪费原材料;盲孔由机械加工成型,导致锻件纤维流线遭到破坏,机械性能不好等问题。该锻造模具,是由具有一定锥度的芯棒组成,其锥度为1:20-30,芯棒顶端呈圆弧形,与侧面圆滑过渡。该锻造方法包括,第一火:加热,保温,压钳把,倒棱,去水口,镦粗,拔长,下料;第二火:加热,保温,镦粗,冲盲孔至一定深度,伸盲孔专用芯棒拔长至一定尺寸,平端面;第三火:拔长,平端面;第四火:拔长,精整,出成品。