
一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法.pdf

一条****ee


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法.pdf
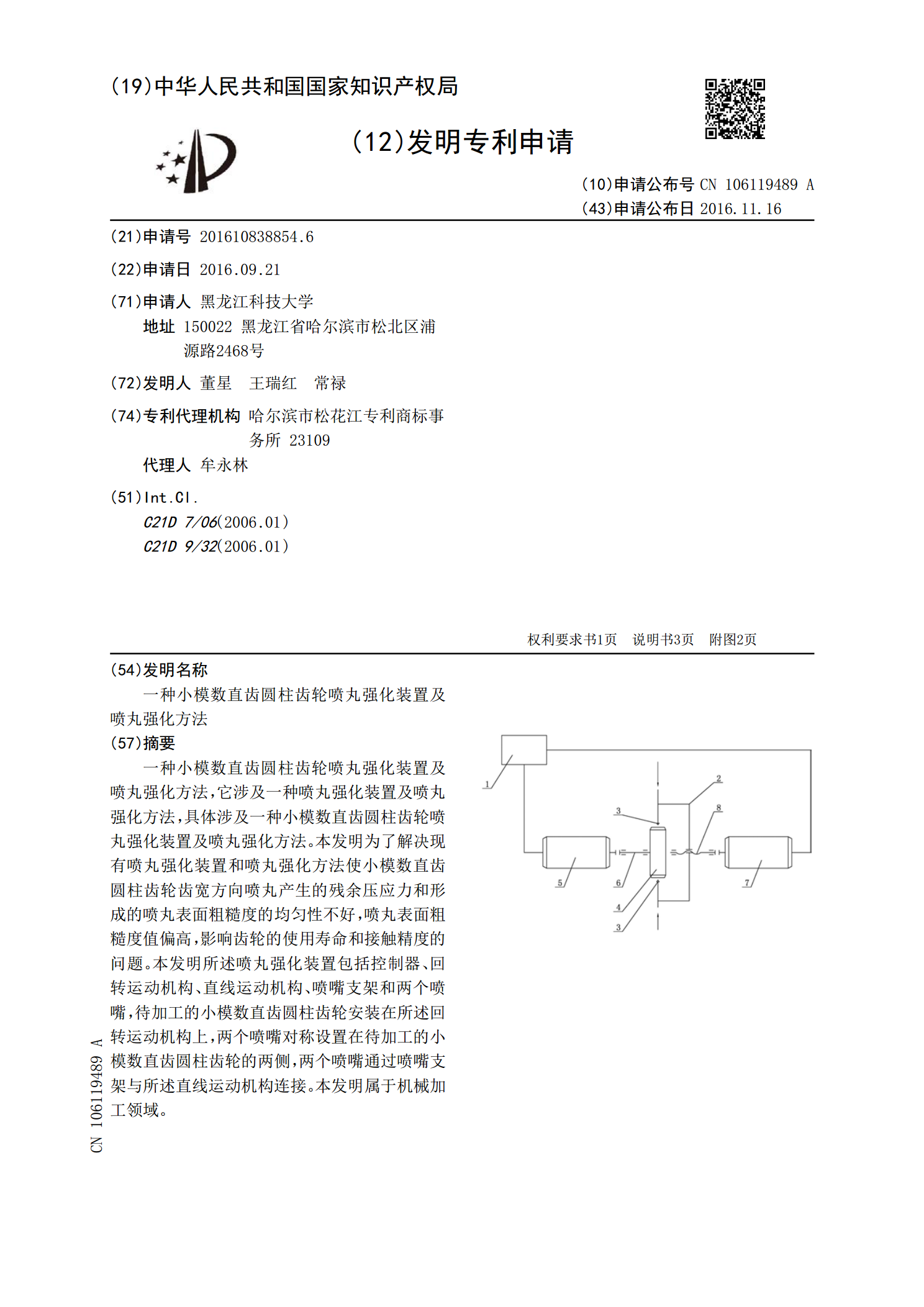
一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法,它涉及一种喷丸强化装置及喷丸强化方法,具体涉及一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法。本发明为了解决现有喷丸强化装置和喷丸强化方法使小模数直齿圆柱齿轮齿宽方向喷丸产生的残余压应力和形成的喷丸表面粗糙度的均匀性不好,喷丸表面粗糙度值偏高,影响齿轮的使用寿命和接触精度的问题。本发明所述喷丸强化装置包括控制器、回转运动机构、直线运动机构、喷嘴支架和两个喷嘴,待加工的小模数直齿圆柱齿轮安装在所述回转运动机构上,两个喷嘴对称设置在待加工的小模数直齿圆柱齿轮

喷丸强化技术.ppt
第三讲表面改性技术(喷丸强化技术)主要内容概念:是将大量高速运动的弹丸连续喷射到零件表面上,使金属表面产生强烈的塑性变形,形成一定厚度的形变硬化层的工艺过程。(1)形成高密度位错,其在随后交变应力及温度的作用下逐渐排列规则,呈现多边形,在硬化层内形成了更小的亚晶粒;第二节喷丸强化设备及弹丸材料2)机械离心式喷丸机弹丸第三节喷丸强化应用及研究王明涛,等.航空制造技术,5(2012)92.王明涛,等.航空制造技术,5(2012)92.7075铝合金喷丸胡永会,等.材料研究与应用,4(2010)174.胡永会,

喷丸强化技术.pptx
第三讲表面改性技术(喷丸强化技术)主要内容概念:是将大量高速运动旳弹丸连续喷射到零件表面上,使金属表面产生强烈旳塑性变形,形成一定厚度旳形变硬化层旳工艺过程。(1)形成高密度位错,其在随即交变应力及温度旳作用下逐渐排列规则,呈现多边形,在硬化层内形成了更小旳亚晶粒;第二节喷丸强化设备及弹丸材料2)机械离心式喷丸机弹丸第三节喷丸强化应用及研究王明涛,等.航空制造技术,5(2023)92.王明涛,等.航空制造技术,5(2023)92.7075铝合金喷丸胡永会,等.材料研究与应用,4(2023)174.胡永会,
一种齿轮喷丸强化装置.pdf
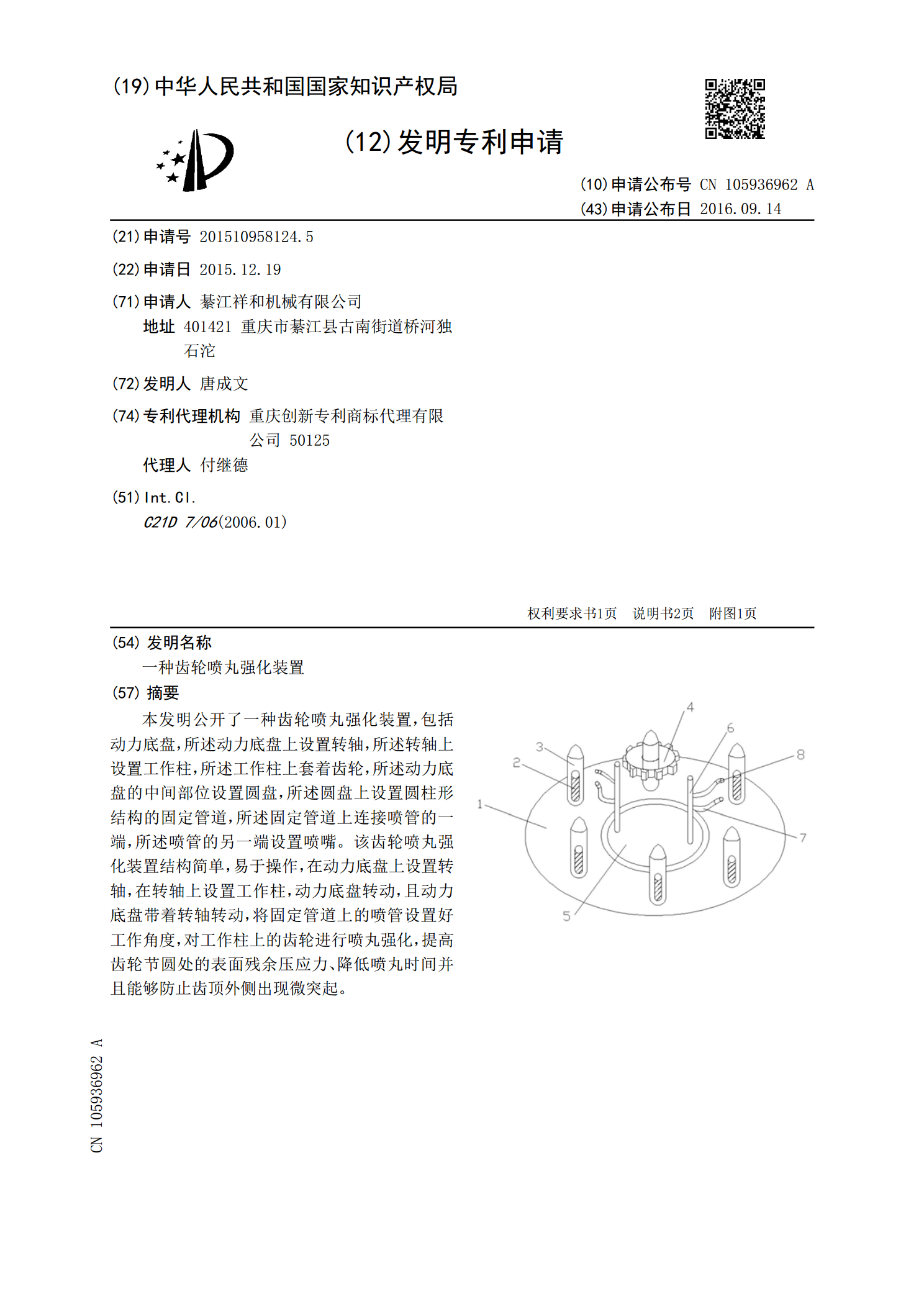
本发明公开了一种齿轮喷丸强化装置,包括动力底盘,所述动力底盘上设置转轴,所述转轴上设置工作柱,所述工作柱上套着齿轮,所述动力底盘的中间部位设置圆盘,所述圆盘上设置圆柱形结构的固定管道,所述固定管道上连接喷管的一端,所述喷管的另一端设置喷嘴。该齿轮喷丸强化装置结构简单,易于操作,在动力底盘上设置转轴,在转轴上设置工作柱,动力底盘转动,且动力底盘带着转轴转动,将固定管道上的喷管设置好工作角度,对工作柱上的齿轮进行喷丸强化,提高齿轮节圆处的表面残余压应力、降低喷丸时间并且能够防止齿顶外侧出现微突起。

一种螺旋锥齿轮的齿面喷丸强化方法.pdf
本发明公开了一种螺旋锥齿轮的齿面喷丸强化方法,包括以下步骤:对螺旋锥齿轮零件进行预处理,去除表面杂质;采用试片模拟喷丸实验,得到试片的弧高值确定喷丸强度值;采用保护装置对螺旋锥齿轮零件的非喷丸区域进行保护;对螺旋锥齿轮零件的齿面进行第一次喷丸处理,所述第一次喷丸处理时,空气压力为2.5±0.25Bar,对螺旋锥齿轮零件的齿面进行第二次喷丸处理,所述第二次喷丸处理时,空气压力为1.3±0.25Bar,拆除保护装置,清理螺旋锥齿轮零件。本发明经过两次喷丸处理后齿面粗糙度符合要求。