
一种螺旋锥齿轮的齿面喷丸强化方法.pdf

书錦****by

1/9
2/9
3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺旋锥齿轮的齿面喷丸强化方法.pdf
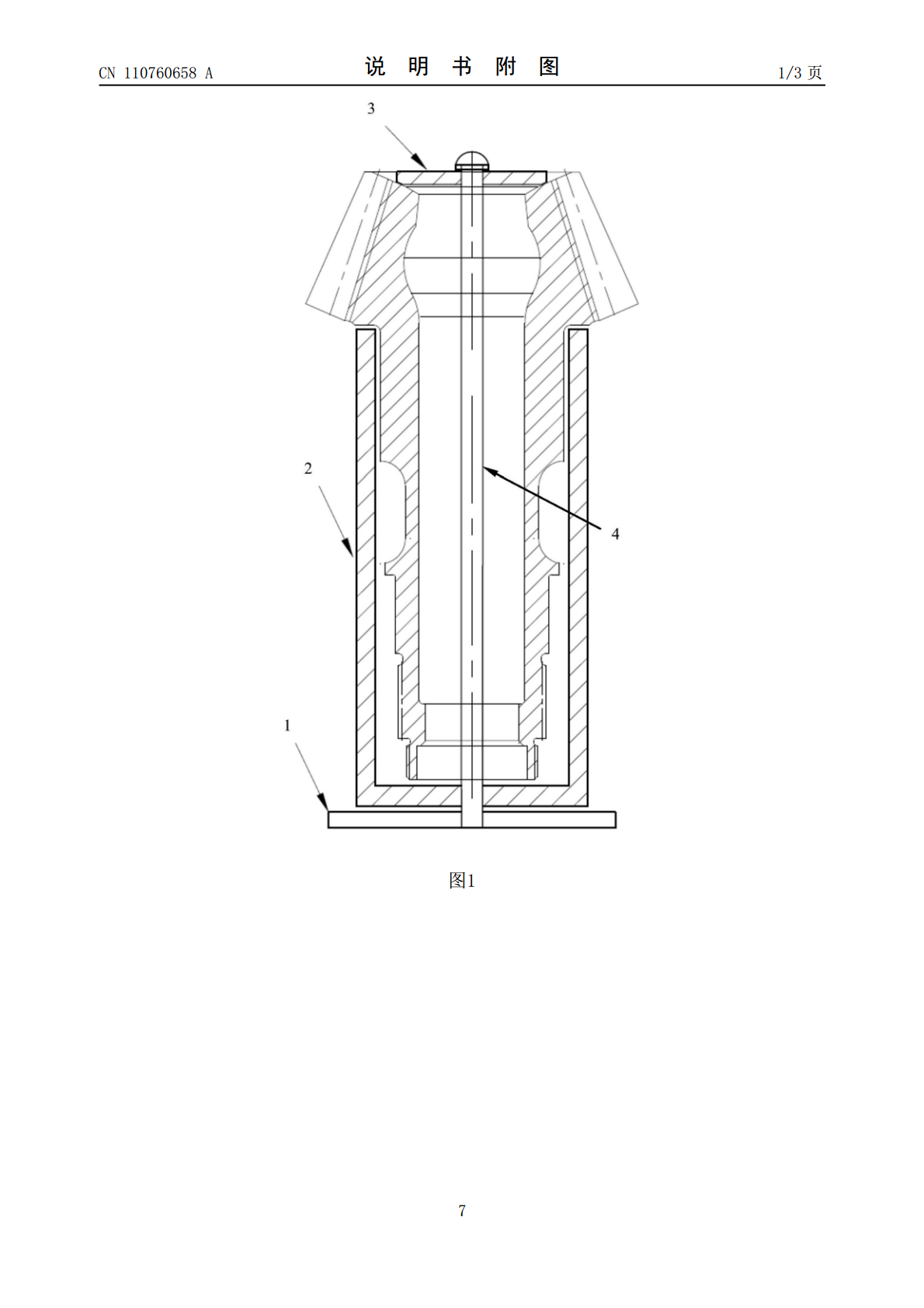
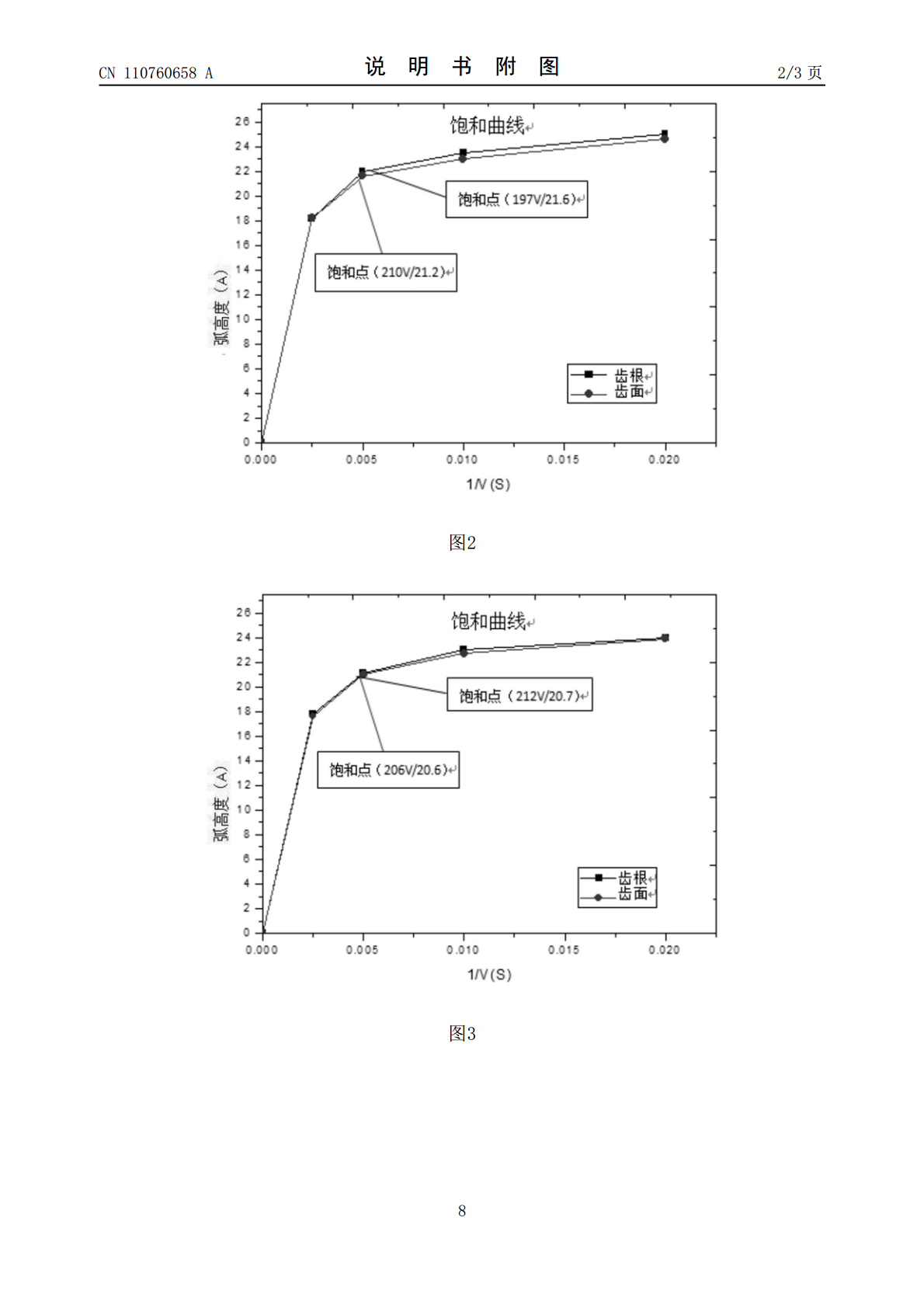
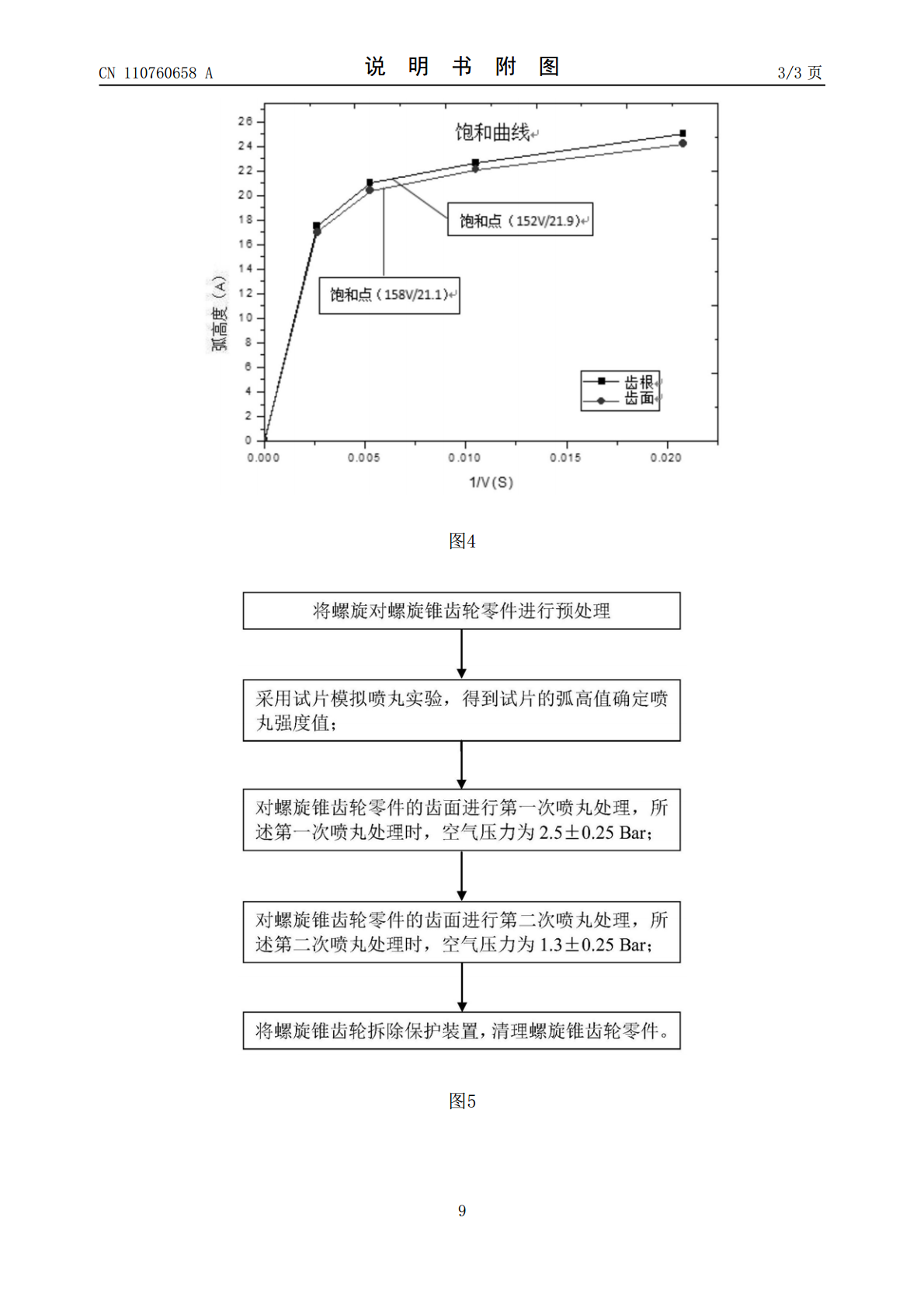
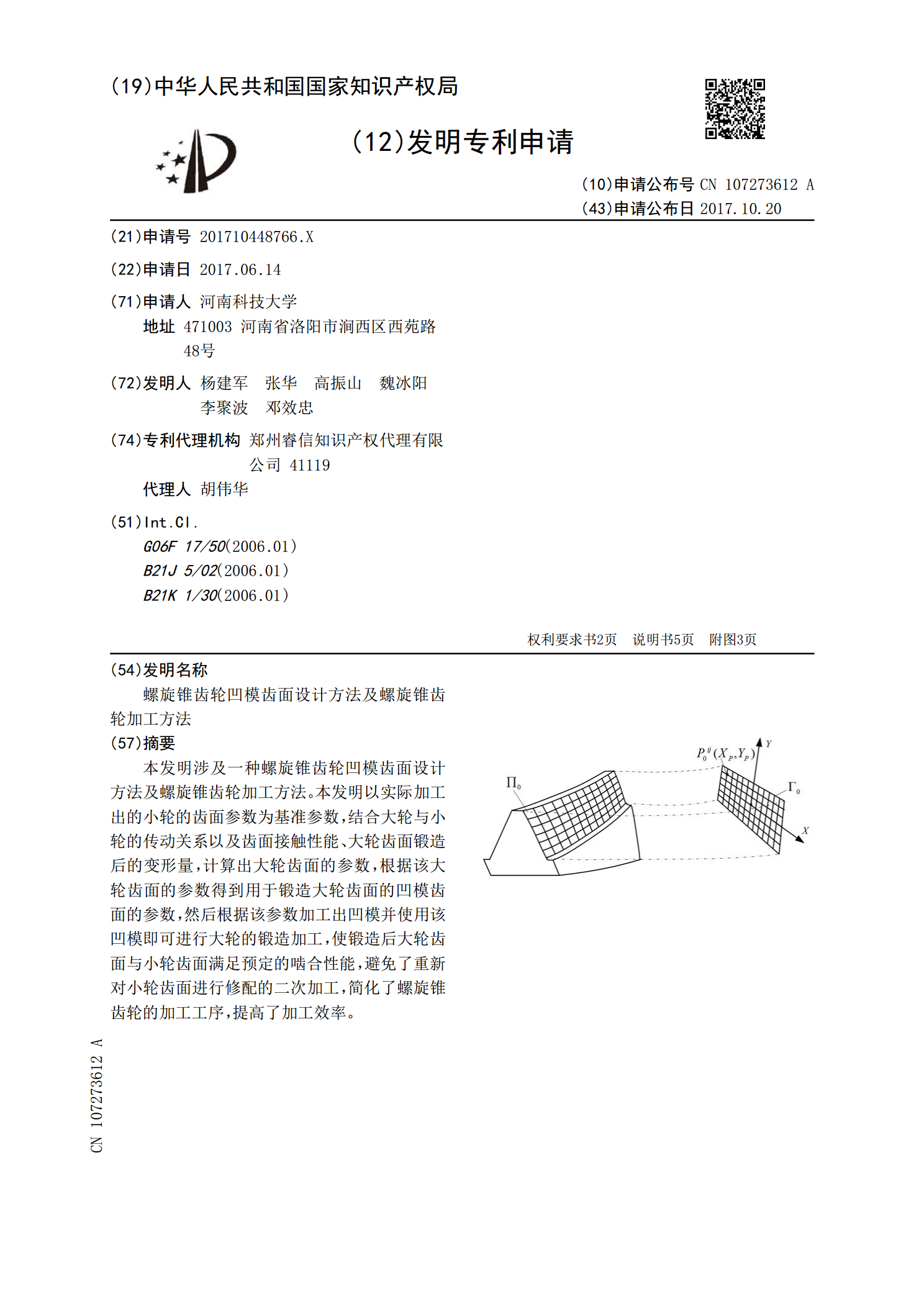
本发明公开了一种螺旋锥齿轮的齿面喷丸强化方法,包括以下步骤:对螺旋锥齿轮零件进行预处理,去除表面杂质;采用试片模拟喷丸实验,得到试片的弧高值确定喷丸强度值;采用保护装置对螺旋锥齿轮零件的非喷丸区域进行保护;对螺旋锥齿轮零件的齿面进行第一次喷丸处理,所述第一次喷丸处理时,空气压力为2.5±0.25Bar,对螺旋锥齿轮零件的齿面进行第二次喷丸处理,所述第二次喷丸处理时,空气压力为1.3±0.25Bar,拆除保护装置,清理螺旋锥齿轮零件。本发明经过两次喷丸处理后齿面粗糙度符合要求。

一种齿轮分区复合喷丸强化方法及螺旋锥齿轮.pdf
本发明提供了一种齿轮分区复合喷丸强化方法,包括以下步骤:齿轮齿面啮合特性分析;根据啮合接触应力分析结果,将齿轮齿面划分为喷丸区、过渡区和非喷丸区;其中,喷丸区对应齿轮的齿面啮合区,过渡区对应齿轮齿面位于喷丸区外围且接触应力不为零的区域,非喷丸区对应齿轮齿面位于过渡区之外的区域;对喷丸区和过渡区进行喷丸处理,保证喷丸区的残余压应力大于过渡区的残余压应力。该方法可有效提升螺旋锥齿轮抗疲劳耐磨损性能,降低了齿轮副噪声水平,实现车桥螺旋锥齿轮与车辆寿命一致性需求目标。
螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法.pdf
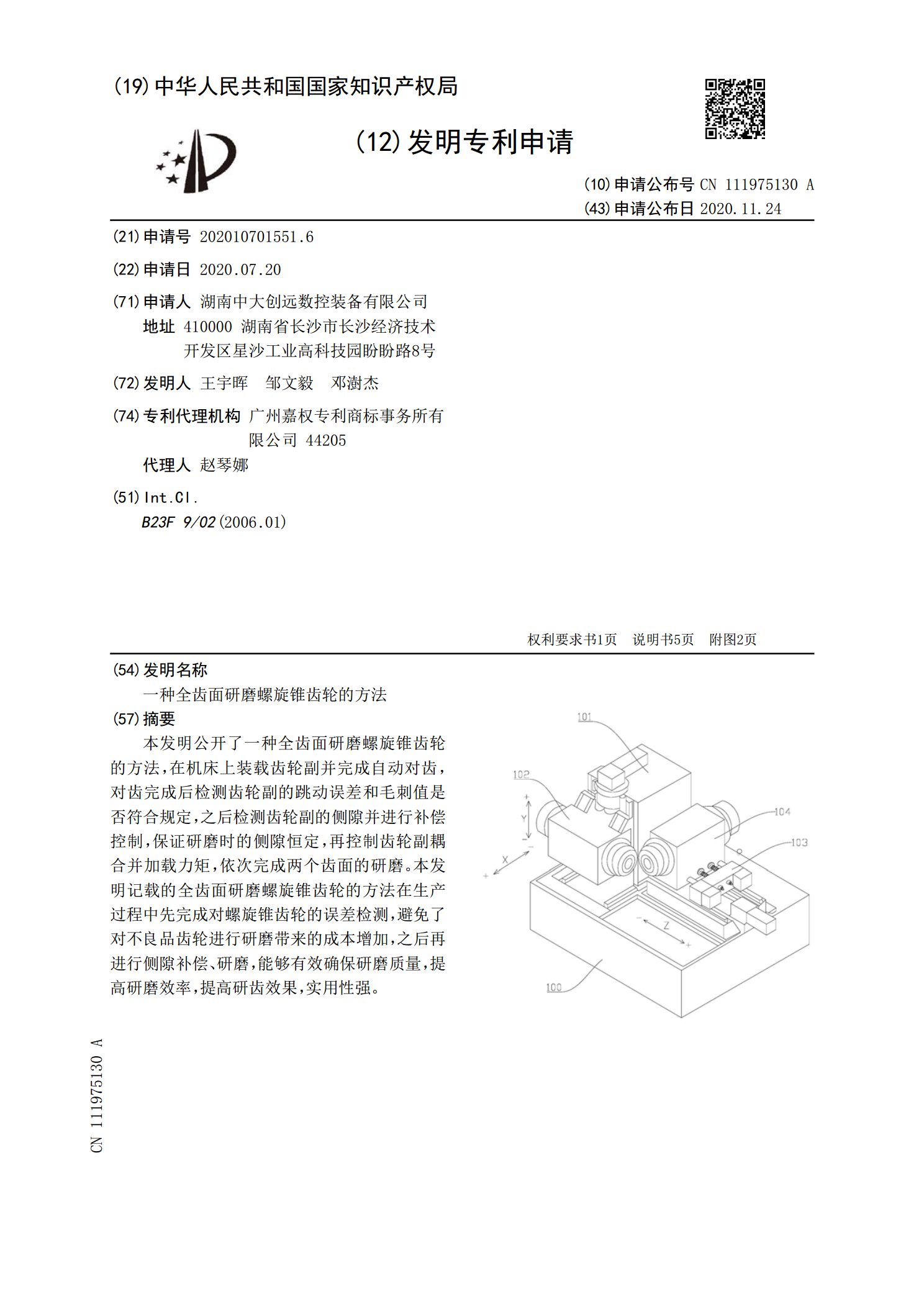
本发明涉及一种螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法。本发明以实际加工出的小轮的齿面参数为基准参数,结合大轮与小轮的传动关系以及齿面接触性能、大轮齿面锻造后的变形量,计算出大轮齿面的参数,根据该大轮齿面的参数得到用于锻造大轮齿面的凹模齿面的参数,然后根据该参数加工出凹模并使用该凹模即可进行大轮的锻造加工,使锻造后大轮齿面与小轮齿面满足预定的啮合性能,避免了重新对小轮齿面进行修配的二次加工,简化了螺旋锥齿轮的加工工序,提高了加工效率。
一种全齿面研磨螺旋锥齿轮的方法.pdf
本发明公开了一种全齿面研磨螺旋锥齿轮的方法,在机床上装载齿轮副并完成自动对齿,对齿完成后检测齿轮副的跳动误差和毛刺值是否符合规定,之后检测齿轮副的侧隙并进行补偿控制,保证研磨时的侧隙恒定,再控制齿轮副耦合并加载力矩,依次完成两个齿面的研磨。本发明记载的全齿面研磨螺旋锥齿轮的方法在生产过程中先完成对螺旋锥齿轮的误差检测,避免了对不良品齿轮进行研磨带来的成本增加,之后再进行侧隙补偿、研磨,能够有效确保研磨质量,提高研磨效率,提高研齿效果,实用性强。
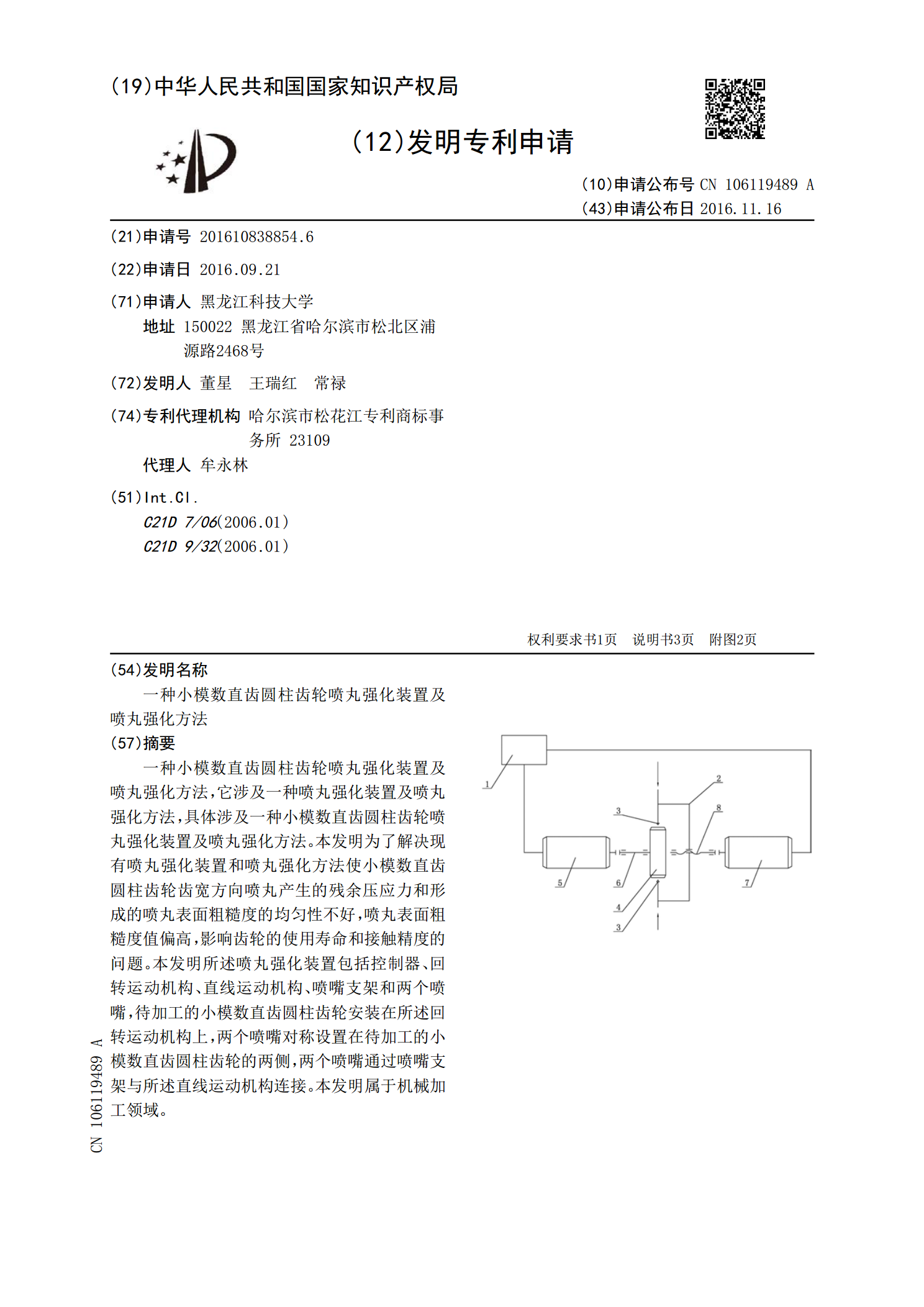
一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法.pdf
一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法,它涉及一种喷丸强化装置及喷丸强化方法,具体涉及一种小模数直齿圆柱齿轮喷丸强化装置及喷丸强化方法。本发明为了解决现有喷丸强化装置和喷丸强化方法使小模数直齿圆柱齿轮齿宽方向喷丸产生的残余压应力和形成的喷丸表面粗糙度的均匀性不好,喷丸表面粗糙度值偏高,影响齿轮的使用寿命和接触精度的问题。本发明所述喷丸强化装置包括控制器、回转运动机构、直线运动机构、喷嘴支架和两个喷嘴,待加工的小模数直齿圆柱齿轮安装在所述回转运动机构上,两个喷嘴对称设置在待加工的小模数直齿圆柱齿轮