
一种重型卡车超大轮毂锻造工艺.pdf

运升****魔王


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种重型卡车超大轮毂锻造工艺.pdf
本发明公开了一种重型卡车超大轮毂锻造工艺,包括以下步骤:1)、筛选生产材料、2)、切割、3)、锻造、4)、热处理、5)、深加工、6)、表面处理,深加工,使其轮毂内部结构发生根本性改变,进一步的提升轮毂与轮胎之间的表面磨合性以及轮毂的抗压性,有效防止轮毂表面氧化;本产品具有成本低廉、制造工艺简单、大幅减轻轮毂的重量以及提高轮毂抗压抗拉性能的优点。
一种重型卡车轮毂螺母.pdf
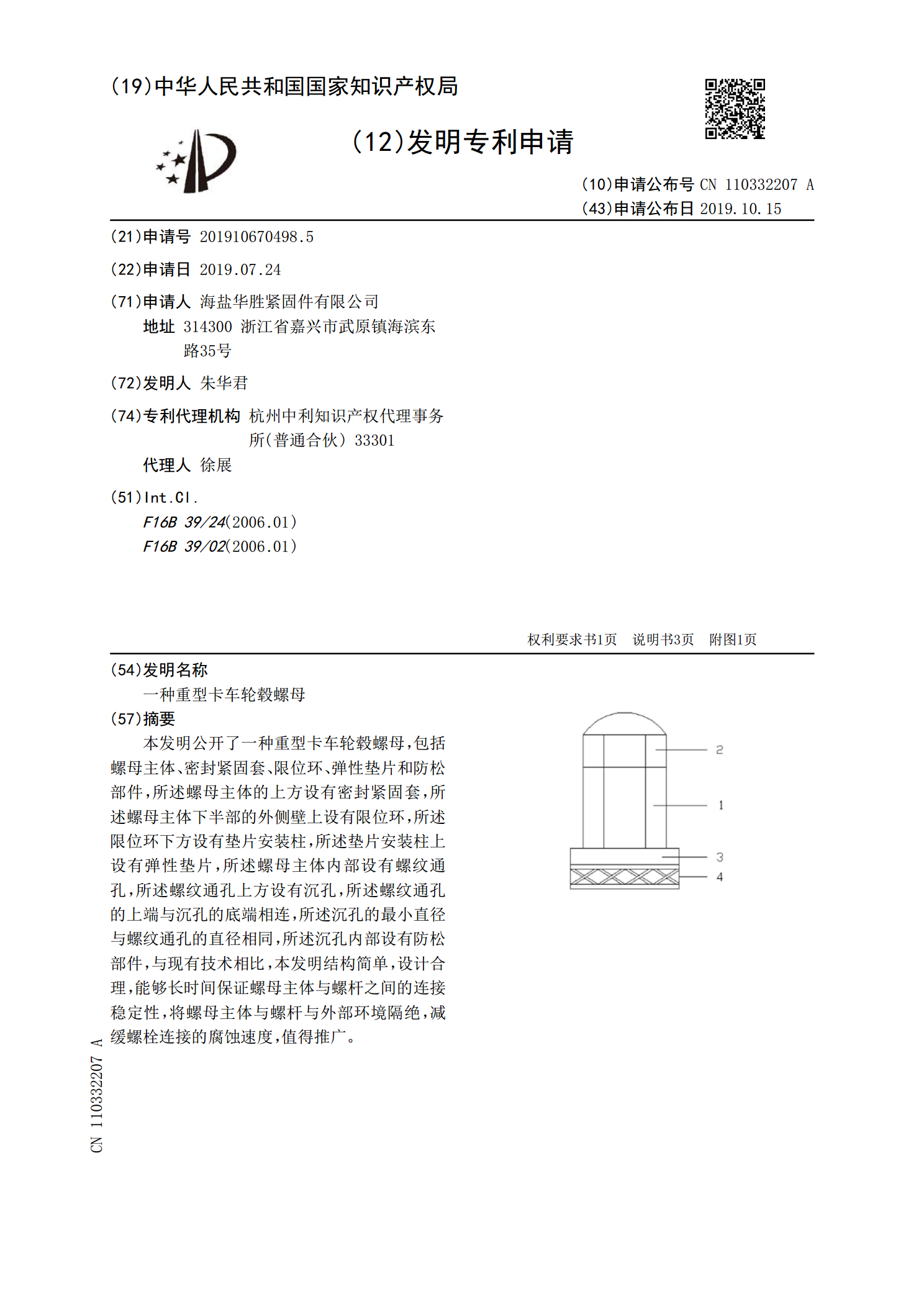
本发明公开了一种重型卡车轮毂螺母,包括螺母主体、密封紧固套、限位环、弹性垫片和防松部件,所述螺母主体的上方设有密封紧固套,所述螺母主体下半部的外侧壁上设有限位环,所述限位环下方设有垫片安装柱,所述垫片安装柱上设有弹性垫片,所述螺母主体内部设有螺纹通孔,所述螺纹通孔上方设有沉孔,所述螺纹通孔的上端与沉孔的底端相连,所述沉孔的最小直径与螺纹通孔的直径相同,所述沉孔内部设有防松部件,与现有技术相比,本发明结构简单,设计合理,能够长时间保证螺母主体与螺杆之间的连接稳定性,将螺母主体与螺杆与外部环境隔绝,减缓螺栓连

一种重型载重汽车轮毂锻造工艺.pdf
本发明公开了一种重型载重汽车轮毂锻造工艺,首先,将圆钢棒材分割成所需长度的坯料;之后,将坯料加热至1050~1180℃;之后,将加热过的坯料通过锻件毛坯去皮机清理加热后红热坯料表面粘附的氧化皮,防止氧化皮在模腔堆积,以利于下一步产品毛坯的预成形,减少轮毂产品毛坯表面缺陷产生;之后,将完成去氧化皮的坯料放到预成型装置的模腔内预成型,预成型时坯料在封闭的模腔内受上下模和内形冲头作用下产生轴向变形,内形冲头的压入使两端内锥形及部分内孔被挤出;最后,在成型装置中进行法兰盘成型及深挤压内孔。本发明以锻造工艺代替传统

一种卡车铝合金轮毂锻造方法.pdf
本发明是一种卡车铝合金轮毂锻造方法,包括以下步骤,(1)备料;(2)下料;(3)锻造;(4)热处理;(5)加工:将经过步骤(4)后的锻坯通过数控车床和加工中心加工后,得到轮毂成品。本发明将直径为254mm的铸棒被锯床锯成棒料后,通过锻造、热处理和车床加工后得到成品轮毂,其轮毂抗拉强度、屈服强度、延伸率的机械性能提高了很多,同时,与现有轮毂重量相比,经本发明加工后的轮毂重量大幅度的降低,从而减少了卡车整车质量,整车的油耗也随之降低,实现了节能减排的目的。
重型卡车轮毂的铸造方法.pdf
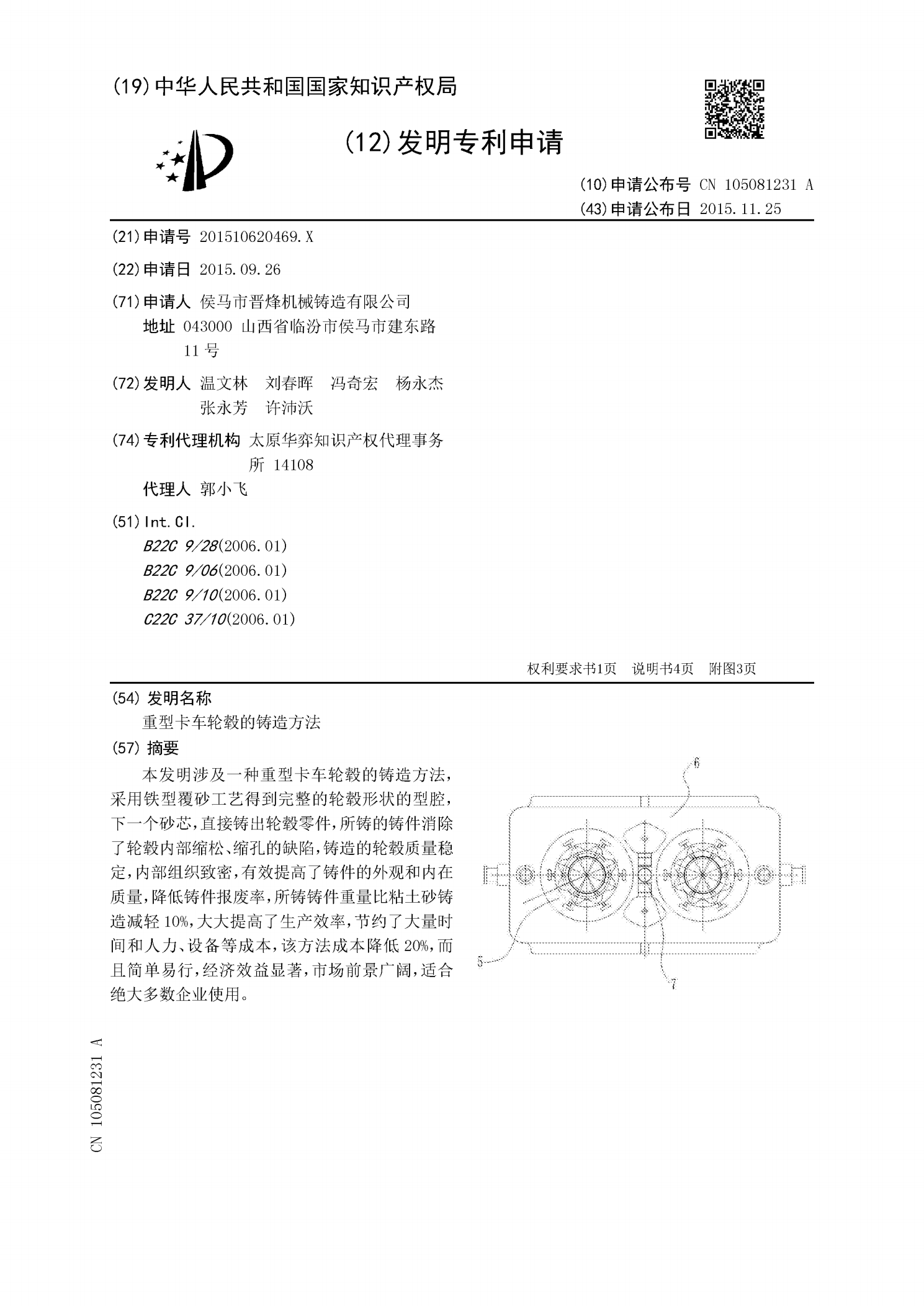
本发明涉及一种重型卡车轮毂的铸造方法,采用铁型覆砂工艺得到完整的轮毂形状的型腔,下一个砂芯,直接铸出轮毂零件,所铸的铸件消除了轮毂内部缩松、缩孔的缺陷,铸造的轮毂质量稳定,内部组织致密,有效提高了铸件的外观和内在质量,降低铸件报废率,所铸铸件重量比粘土砂铸造减轻10%,大大提高了生产效率,节约了大量时间和人力、设备等成本,该方法成本降低20%,而且简单易行,经济效益显著,市场前景广阔,适合绝大多数企业使用。