
一种面齿轮用镶片式椭球形滚刀及其加工工艺.pdf

朋兴****en


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种面齿轮用镶片式椭球形滚刀及其加工工艺.pdf
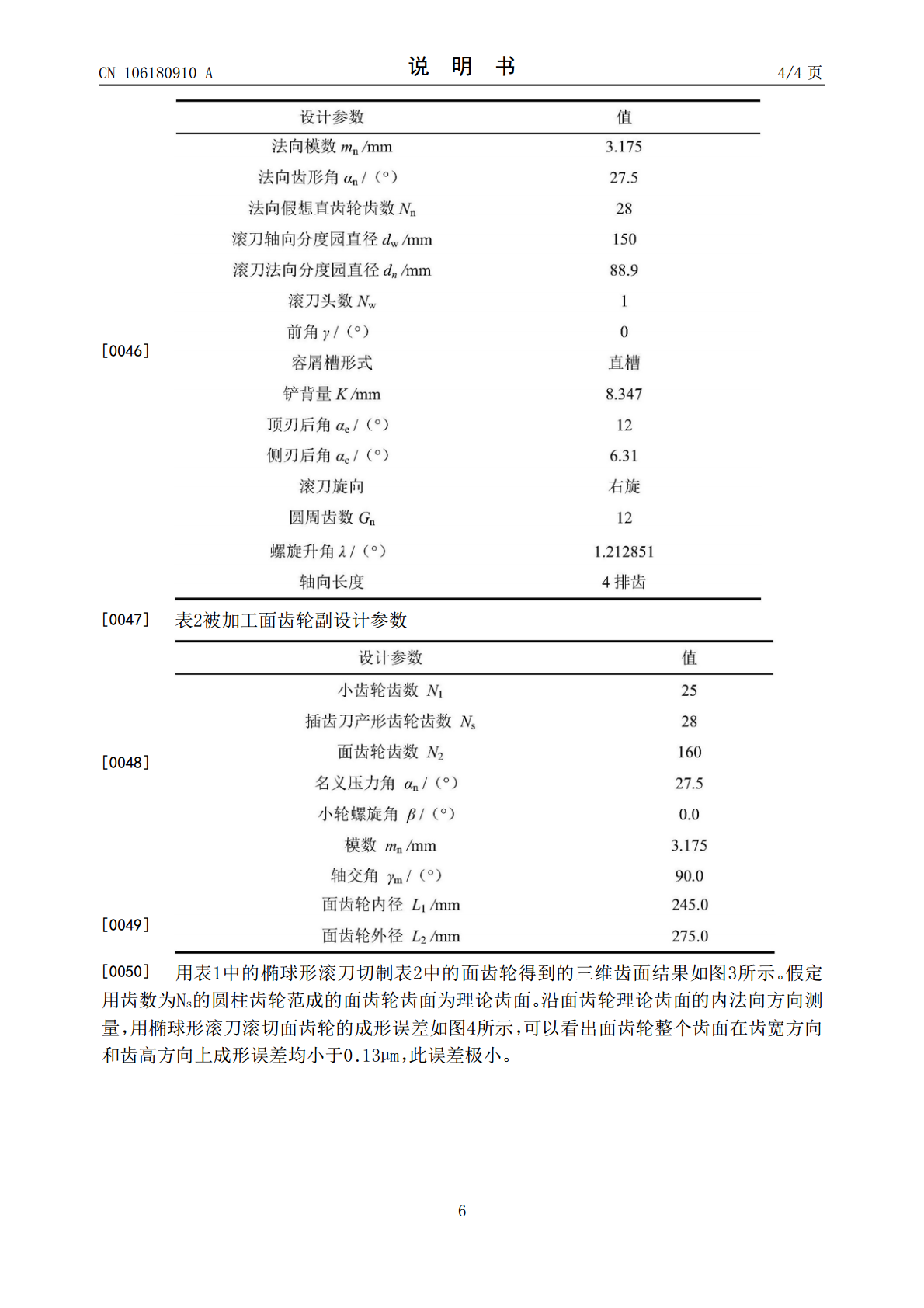
一种面齿轮用镶片式椭球形滚刀及其加工工艺,包括滚刀刀体,滚刀端盖,滚刀刀片,螺钉,滚刀刀体上设有滚刀刀片,滚刀刀体外通过螺钉固定滚刀端盖,所述的滚刀刀片插入滚刀刀体槽中实现圆周方向定位,滚刀刀片轴向和径向由滚刀端盖定位,通过线切割,先粗切每排刀片,装配成整体后再在四轴联动线切割机床上精加工齿形,可实现面齿轮的连续滚齿加工,提高加工效率,更重要的是此方法比插齿加工具有更高的齿距加工精度和齿面光洁度,以期望获得更好的啮合性能。
镶片齿轮滚刀刀片加工工艺.pdf
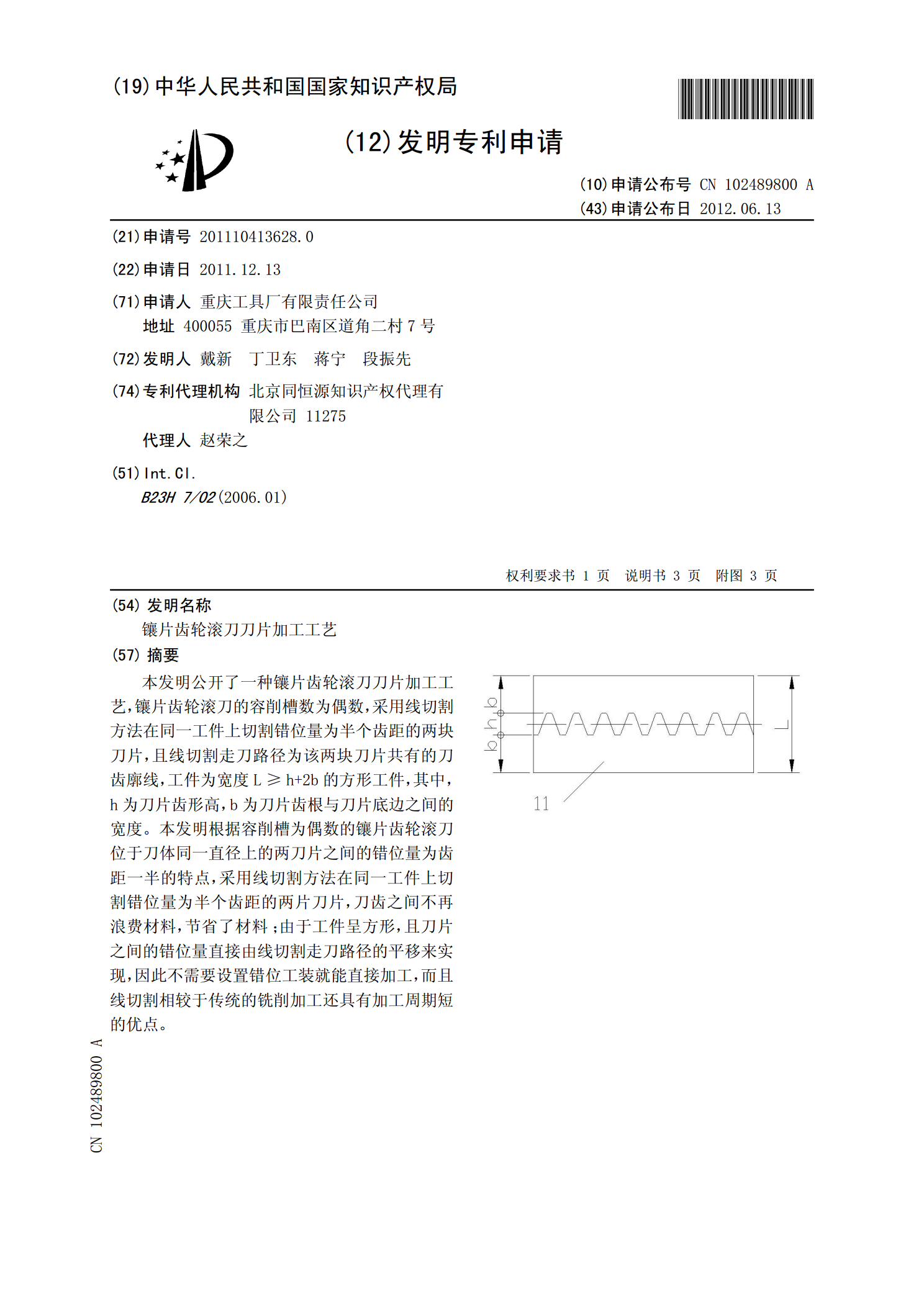
本发明公开了一种镶片齿轮滚刀刀片加工工艺,镶片齿轮滚刀的容削槽数为偶数,采用线切割方法在同一工件上切割错位量为半个齿距的两块刀片,且线切割走刀路径为该两块刀片共有的刀齿廓线,工件为宽度L≥h+2b的方形工件,其中,h为刀片齿形高,b为刀片齿根与刀片底边之间的宽度。本发明根据容削槽为偶数的镶片齿轮滚刀位于刀体同一直径上的两刀片之间的错位量为齿距一半的特点,采用线切割方法在同一工件上切割错位量为半个齿距的两片刀片,刀齿之间不再浪费材料,节省了材料;由于工件呈方形,且刀片之间的错位量直接由线切割走刀路径的平移来
一种提高齿轮加工滚齿刀寿命的涂层工艺.pdf
本发明公开了一种提高齿轮加工滚齿刀寿命的涂层工艺,将钨金属粉末、碳粉、硅粉、锰粉、钛粉、铜金属粉进行干燥混合;将金属粉混合物均匀喷涂于加热的齿轮加工滚齿刀表面,将滚齿刀置入容器中,加入惰性气体,并加热,进行烧结;烧结三层金属混合物;待冷却后制得齿轮加工滚齿刀。与现有技术相比,通过本发明的配方及加工工艺对滚齿刀的表面进行烧结处理,提高滚齿刀的表面硬度,提高滚齿刀的耐磨性,进而提高滚齿刀的使用寿命,具有推广应用的价值。

GB9205-88镶片齿轮滚刀.pdf
锯片式滚刀与齿轮式滚刀组合路面碎冰辊.pdf
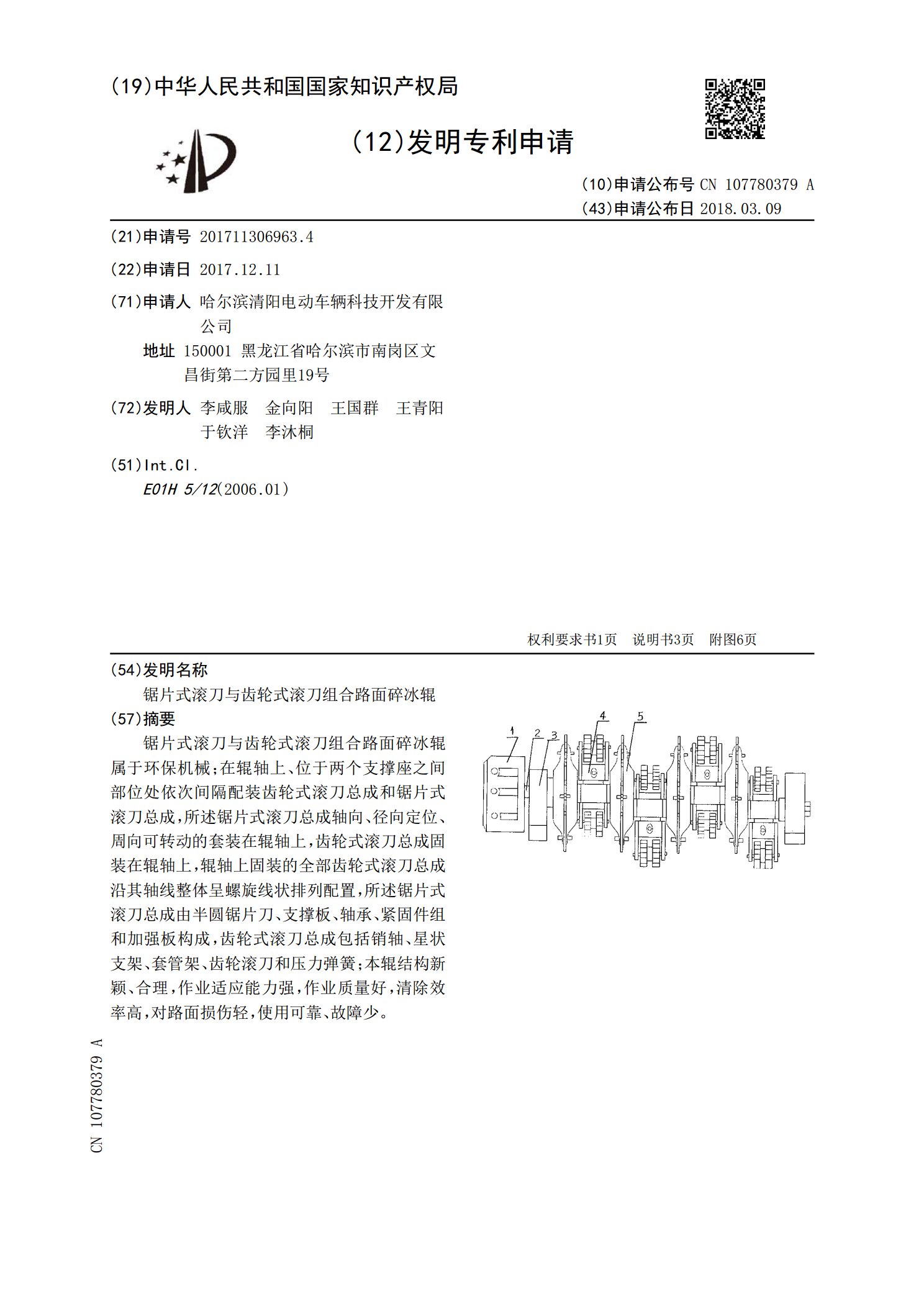
锯片式滚刀与齿轮式滚刀组合路面碎冰辊属于环保机械;在辊轴上、位于两个支撑座之间部位处依次间隔配装齿轮式滚刀总成和锯片式滚刀总成,所述锯片式滚刀总成轴向、径向定位、周向可转动的套装在辊轴上,齿轮式滚刀总成固装在辊轴上,辊轴上固装的全部齿轮式滚刀总成沿其轴线整体呈螺旋线状排列配置,所述锯片式滚刀总成由半圆锯片刀、支撑板、轴承、紧固件组和加强板构成,齿轮式滚刀总成包括销轴、星状支架、套管架、齿轮滚刀和压力弹簧;本辊结构新颖、合理,作业适应能力强,作业质量好,清除效率高,对路面损伤轻,使用可靠、故障少。