
用于制造滑动挺杆的方法.pdf

Ke****67

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于制造滑动挺杆的方法.pdf
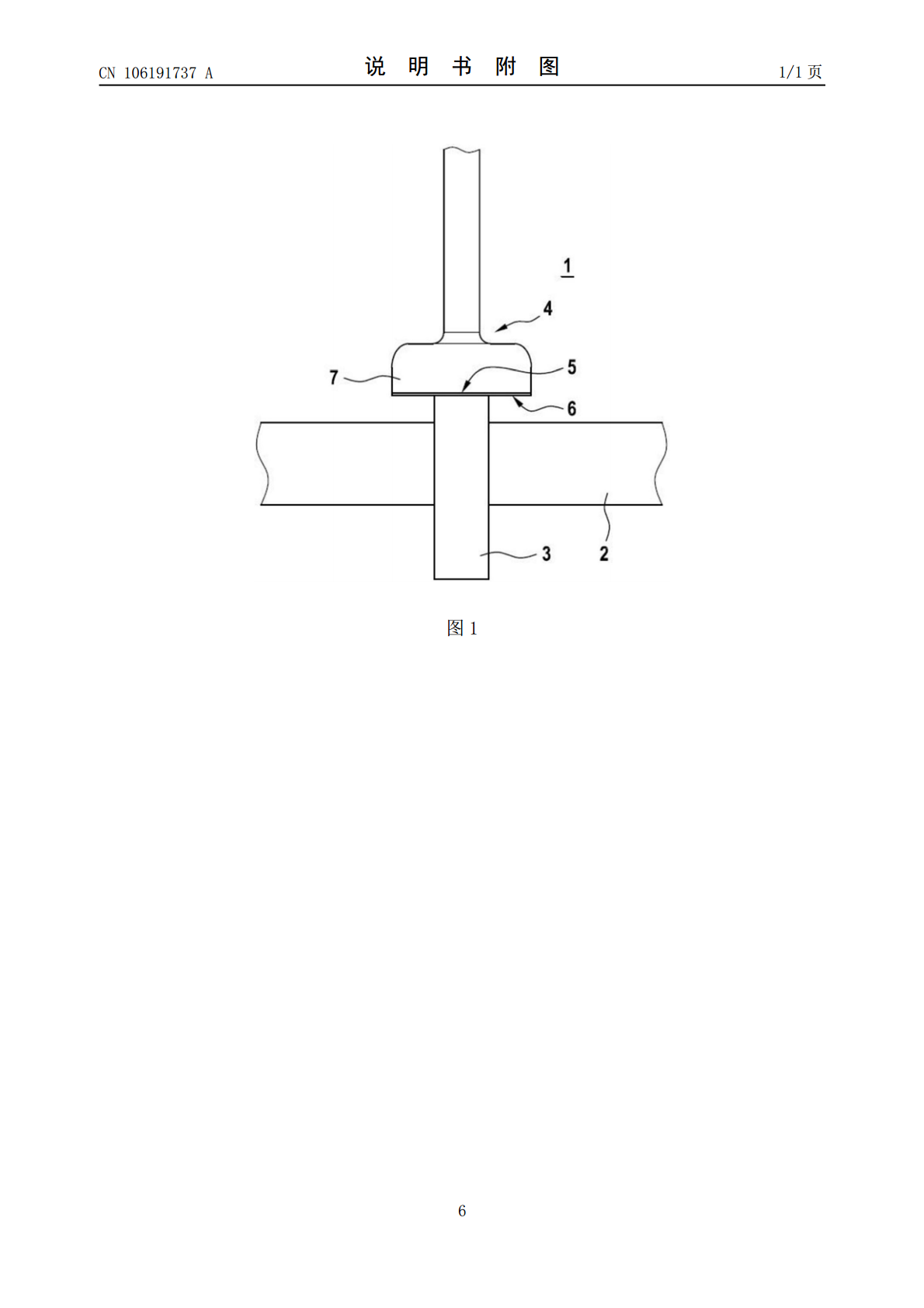
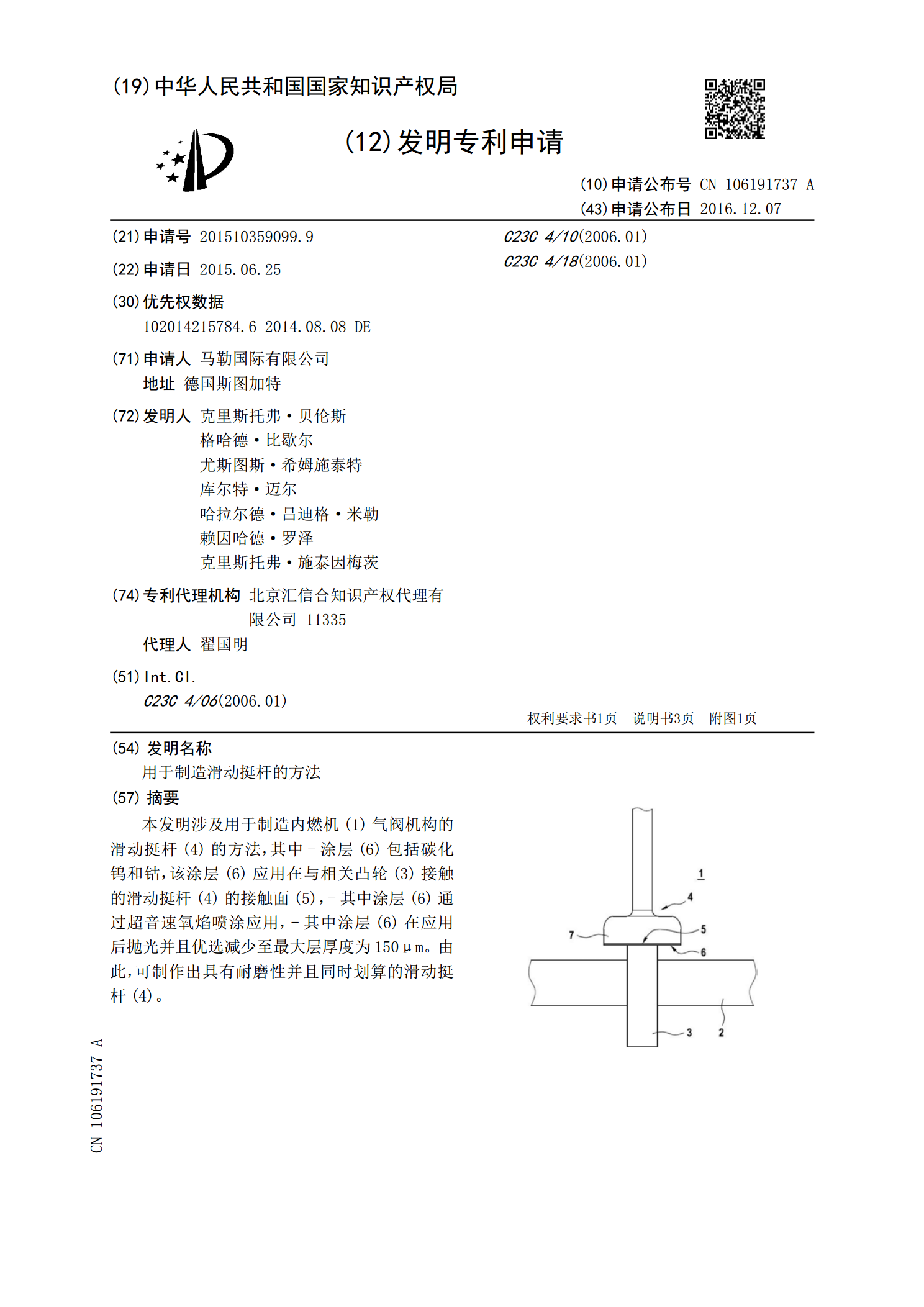
本发明涉及用于制造内燃机(1)气阀机构的滑动挺杆(4)的方法,其中-涂层(6)包括碳化钨和钴,该涂层(6)应用在与相关凸轮(3)接触的滑动挺杆(4)的接触面(5),-其中涂层(6)通过超音速氧焰喷涂应用,-其中涂层(6)在应用后抛光并且优选减少至最大层厚度为150μm。由此,可制作出具有耐磨性并且同时划算的滑动挺杆(4)。

杯式挺杆和用于制造这种杯式挺杆的方法.pdf
提出了用于内燃机的杯式挺杆(1、1’)和用于制造这种杯式挺杆的方法。该杯式挺杆具有挺杆壳体(2、2’),该挺杆壳体带有中空柱体形的杯裙(3、3’)和单侧地封闭该杯裙的杯底部(4、4’),杯裙借助钢坯件的非切削式冷变型模制在杯底部上。杯底部的外侧面充当用于内燃机的凸轮(6)的接触面(5、5’),该凸轮向杯式挺杆施加冲程荷载,并且杯裙的外侧面充当用于内燃机的引导孔(9)的接触面(8、8’),该引导孔在冲程方向上支承杯式挺杆。在此,挺杆壳体的外侧面仅在杯裙的外侧面处应该进行切削式加工。
滚子挺杆及其制造方法.pdf
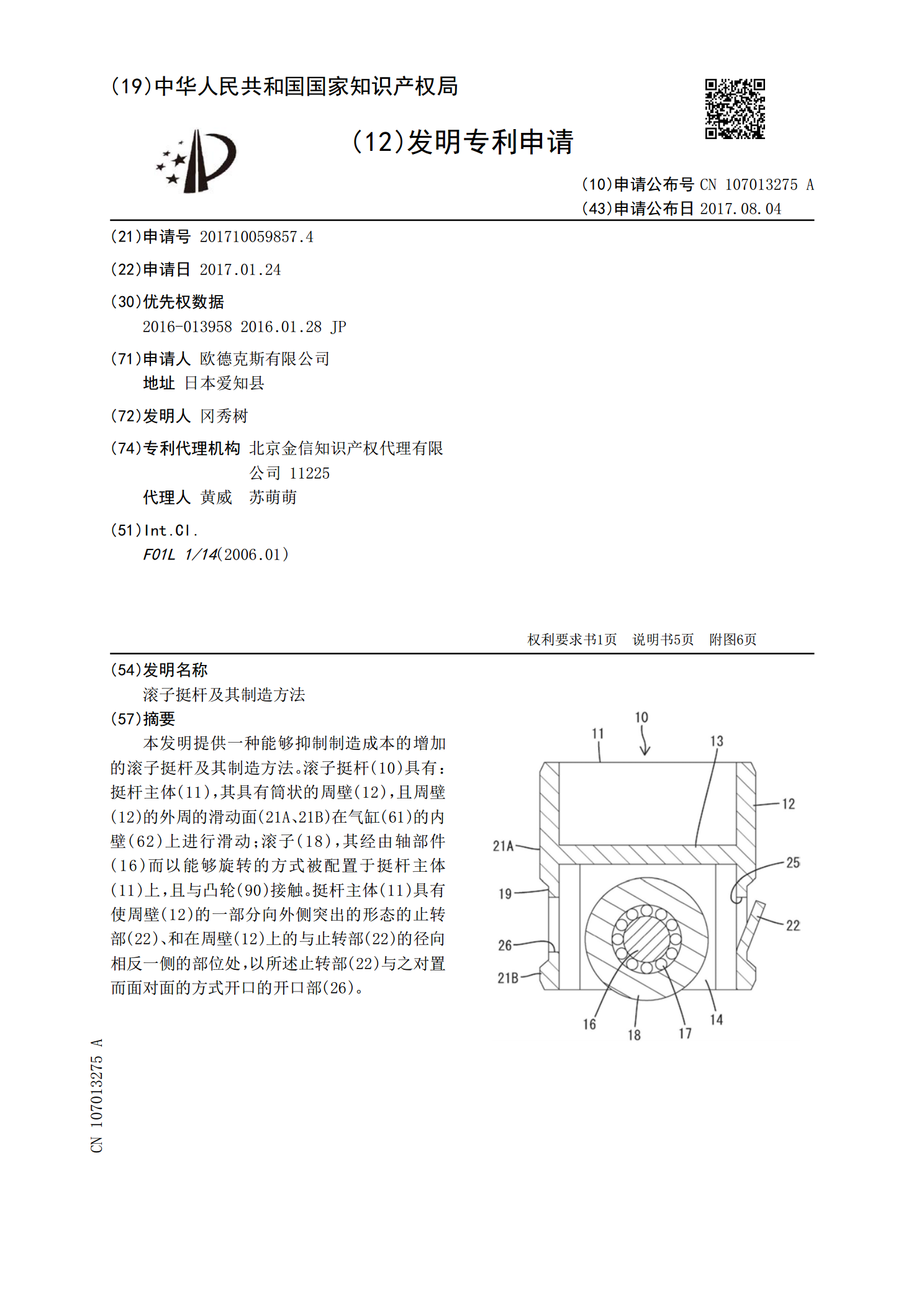
本发明提供一种能够抑制制造成本的增加的滚子挺杆及其制造方法。滚子挺杆(10)具有:挺杆主体(11),其具有筒状的周壁(12),且周壁(12)的外周的滑动面(21A、21B)在气缸(61)的内壁(62)上进行滑动;滚子(18),其经由轴部件(16)而以能够旋转的方式被配置于挺杆主体(11)上,且与凸轮(90)接触。挺杆主体(11)具有使周壁(12)的一部分向外侧突出的形态的止转部(22)、和在周壁(12)上的与止转部(22)的径向相反一侧的部位处,以所述止转部(22)与之对置而面对面的方式开口的开口部(26

用于制造滑动套筒的方法.pdf
为了由金属粉末制造用于变速器同步单元的滑动套筒提供具有两个能相对彼此移动的刚性的模具半部(28,30)的工具模具(26),模具半部限定滑动套筒压制件(10)的外轮廓的部段。至少一个结构元件(34)引入到由闭合的模具半部(28,30)限定的空间(32)中,结构元件在滑动套筒压制件(10)中关于模具半部(28,30)的移动方向(V)限定至少一个底切。金属粉末引入到工具模具(26)中并且在工具模具(26)中挤压以产生滑动套筒压制件(10)。结构元件(34)被移除。工具模具(26)的模具半部(28,30)彼此移开

用于制造滑动面的方法.pdf
本发明涉及用于制造在机器元件(2)上的滑动面(1)的方法,其中,机器元件(2)的滑动面(1)被设置成用于与至少一个另外的机器元件滑动接触,其中,首先将涂覆部(4)至少部分施加到机器元件(2)的表面上,其中随后,为了减小摩擦借助激光至少部分地在涂覆部(4)上构造有表面结构(3),其中,表面结构(3)包括多个隆起部(7),通过借助激光对涂覆部(4)进行局部相变构成隆起部。此外,本发明还涉及具有根据前述的方法构成的滑动面(1)的机器元件(2)。