
一种混炼型聚氨酯胎面‑橡胶胎体复合轮胎及其制造方法.pdf

王秋****哥哥

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种混炼型聚氨酯胎面‑橡胶胎体复合轮胎及其制造方法.pdf
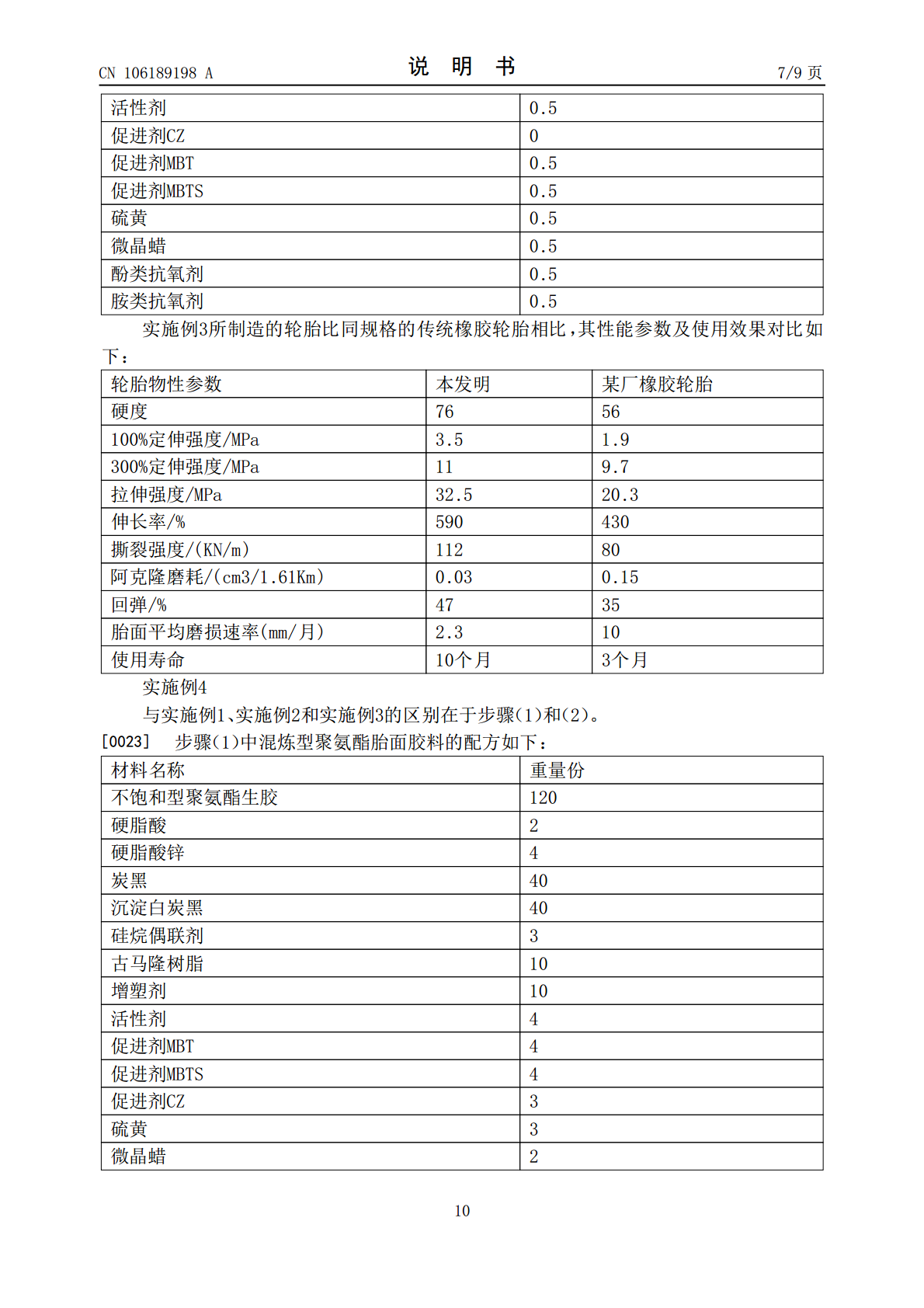
本发明属于轮胎制造领域,公开了一种混炼型聚氨酯胎面‑橡胶胎体复合轮胎及其制造方法。本发明的复合轮胎是用混炼型聚氨酯作为胎面材料,通过一层混炼型聚氨酯与橡胶的共混过渡层与橡胶胎体同步共硫化而成。本发明混炼型聚氨酯胎面‑橡胶胎体复合轮胎其结构形式是斜交结构充气轮胎、子午线结构充气轮胎、实心轮胎或其他任何结构的非充气轮胎。该复合轮胎相比传统轮胎,具有更佳的耐磨性能、抗刺扎性能、抗切割性能以及更低的滚动阻力和更长的使用寿命。该复合轮胎与传统轮胎相同,在现有轮胎加工生产设备上即可实现,与橡胶轮胎加工成型同步完成,无

聚氨酯橡胶复合胎面绿色轮胎新技术.docx
聚氨酯橡胶复合胎面绿色轮胎新技术聚氨酯橡胶复合胎面绿色轮胎新技术摘要:近年来,随着环境保护意识的增强,绿色轮胎的研究和开发逐渐成为轮胎行业的热点。本文以聚氨酯橡胶复合胎面绿色轮胎新技术为研究对象,综合了相关文献及实验数据,对该新技术进行了较为详细的介绍及分析,旨在为绿色轮胎的发展提供一定的参考。1.引言随着全球气候变暖和环境污染的不断加剧,传统轮胎生产和使用所带来的环境问题日益凸显。绿色轮胎作为一种以降低对环境的影响为目标的新型轮胎,因其具有低滚动阻力、高耐磨损、低噪音、高能效等特点,逐渐得到了广泛关注。
轮胎胎面用橡胶组合物及其制造方法.pdf
本发明提供能够抑制因油的时变迁移造成的橡胶硬度的上升的轮胎胎面用橡胶组合物。本发明的轮胎胎面用橡胶组合物包含二烯类橡胶、油、吸油量为100ml/100g~1500ml/100g的吸油性聚合物粒子,相对于油100质量份,吸油性聚合物粒子的含量为2.5质量份~60质量份。此外,本发明提供充气轮胎,其包括由该橡胶组合物构成的胎面橡胶。
轮胎胎面及其制造方法.pdf
公开了一种轮胎胎面,其包括沿轮胎圆周方向延伸的二氧化硅棒,其中二氧化硅棒的上部暴露于胎冠,以便于接触道路。该轮胎胎面改善了湿路面上的抓地性能,从而提供了适合于高速行驶的轮胎。
一种聚氨酯轮胎胎面及其制备方法.pdf
本发明公开了一种聚氨酯轮胎胎面及其制备方法,轮胎胎面采用液体聚氨酯为原材料,通过旋转浇注或直线浇注成型,该工艺可实现轮胎胎面结构的多样化。与传统轮胎相比较,使用聚氨酯材料替换橡胶材料,其胎面的性能更加卓越。生产工艺较传统轮胎步骤大幅简化,且对产品品质的控制更加精确。本发明所提供的聚氨酯胎面直接由液态聚氨酯浇注而成,制作完成后与轮胎的其他部件结合组成整条轮胎。