
一种聚氨酯轮胎胎面及其制备方法.pdf

小寄****淑k


1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种聚氨酯轮胎胎面及其制备方法.pdf
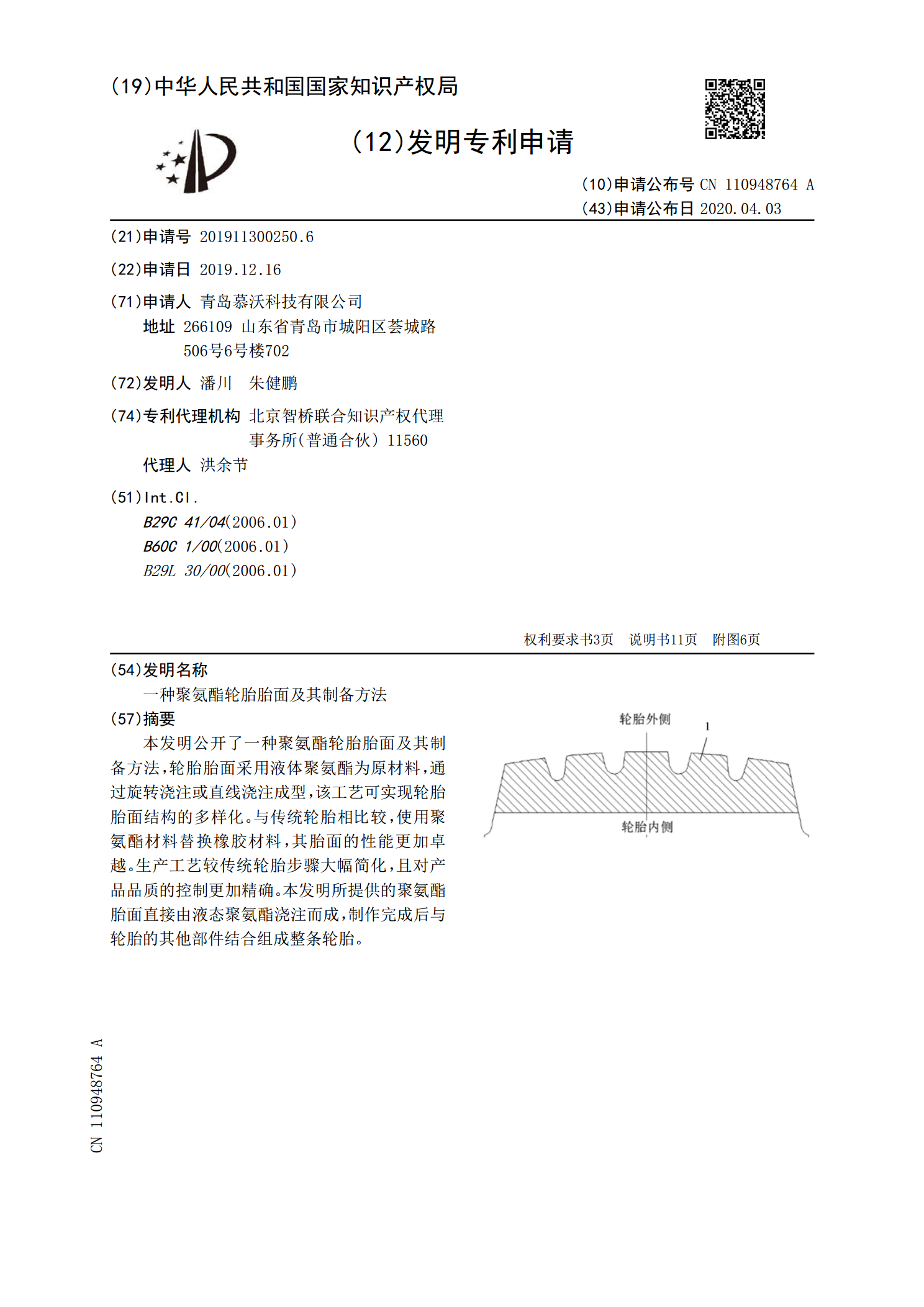
本发明公开了一种聚氨酯轮胎胎面及其制备方法,轮胎胎面采用液体聚氨酯为原材料,通过旋转浇注或直线浇注成型,该工艺可实现轮胎胎面结构的多样化。与传统轮胎相比较,使用聚氨酯材料替换橡胶材料,其胎面的性能更加卓越。生产工艺较传统轮胎步骤大幅简化,且对产品品质的控制更加精确。本发明所提供的聚氨酯胎面直接由液态聚氨酯浇注而成,制作完成后与轮胎的其他部件结合组成整条轮胎。
一种轮胎胎面及其制备方法.pdf
本发明涉及一种轮胎胎面,所述胎面包括:1~60份溶聚丁苯橡胶、1~40份天然橡胶,1.5份环保型促进剂,10~100份高分散白炭黑,1~8份硅烷偶联剂,10~50份炭黑,以及1~20份石油系芳烃油。优选地,所述环保型促进剂为二烷基二硫代磷酸锌与载体的复合物。本发明还提供一种轮胎胎面的制备方法,制备过程采取三个分开的加料混炼阶段,所述环保型促进剂在生产性阶段加入。有益效果:本发明中溶聚丁苯橡胶、天然橡胶、高分散白炭黑、硅烷偶联剂和环保型促进剂的联合使用被认为是对延长焦烧时间、提高模量、提升磨耗性能以及降低滚

轮胎胎面及其制备方法.pdf
本发明提供了一种制备轮胎胎面的方法,其包括混合包含原胶组分和再生橡胶组分的轮胎胎面配混物,由所述轮胎胎面配混物形成未硫化的片材,以及固化所述未硫化的片材以形成经硫化的轮胎胎面。所述再生橡胶组分可具有大于65的门尼粘度(ML(1+4)100℃)。所述再生橡胶组分也可具有在再生之前的再生橡胶的交联密度的20%至50%之间的交联密度。

一种聚氨酯胎面胶及其制备方法.pdf
本发明属于轮胎技术领域,尤其涉及一种聚氨酯胎面胶及其制备方法。本发明提供了一种聚氨酯胎面胶,由物料经混炼和硫化制成,所述物料包括:混炼型聚氨酯生胶、不饱和羧酸、金属氧化物、过氧化物、助交联剂和增塑剂。本发明有效解决浇注型聚氨酯轮胎存在的在高温高速行驶条件下,其机械强度和抗疲劳强度急剧下降,胎体容易出现变形或爆胎,以及加工性能差的技术缺陷。
一种轮胎胎面胶及其制备方法.pdf
本发明公开了一种轮胎胎面胶及其制备方法,包括以下质量份数配方成分:二烯类橡胶70‑100份、填料35‑45份、硅烷偶联剂0.5‑5份、氧化锌2‑4份、硬脂酸1‑3份、防老剂3‑5份、硫磺2‑3份、促进剂3‑5份、抗湿滑树脂5‑15份,本发明通过添加抗湿滑树脂,以提高轮胎胎面胶的加工性、耐磨性,同时,在对滚动阻力和其余物理性不能产生消极影响的前提下,可显著提高抗湿滑性能与干地抓着力。