
离心泵制造方法.pdf

是飞****文章

1/10

2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
离心泵制造方法.pdf
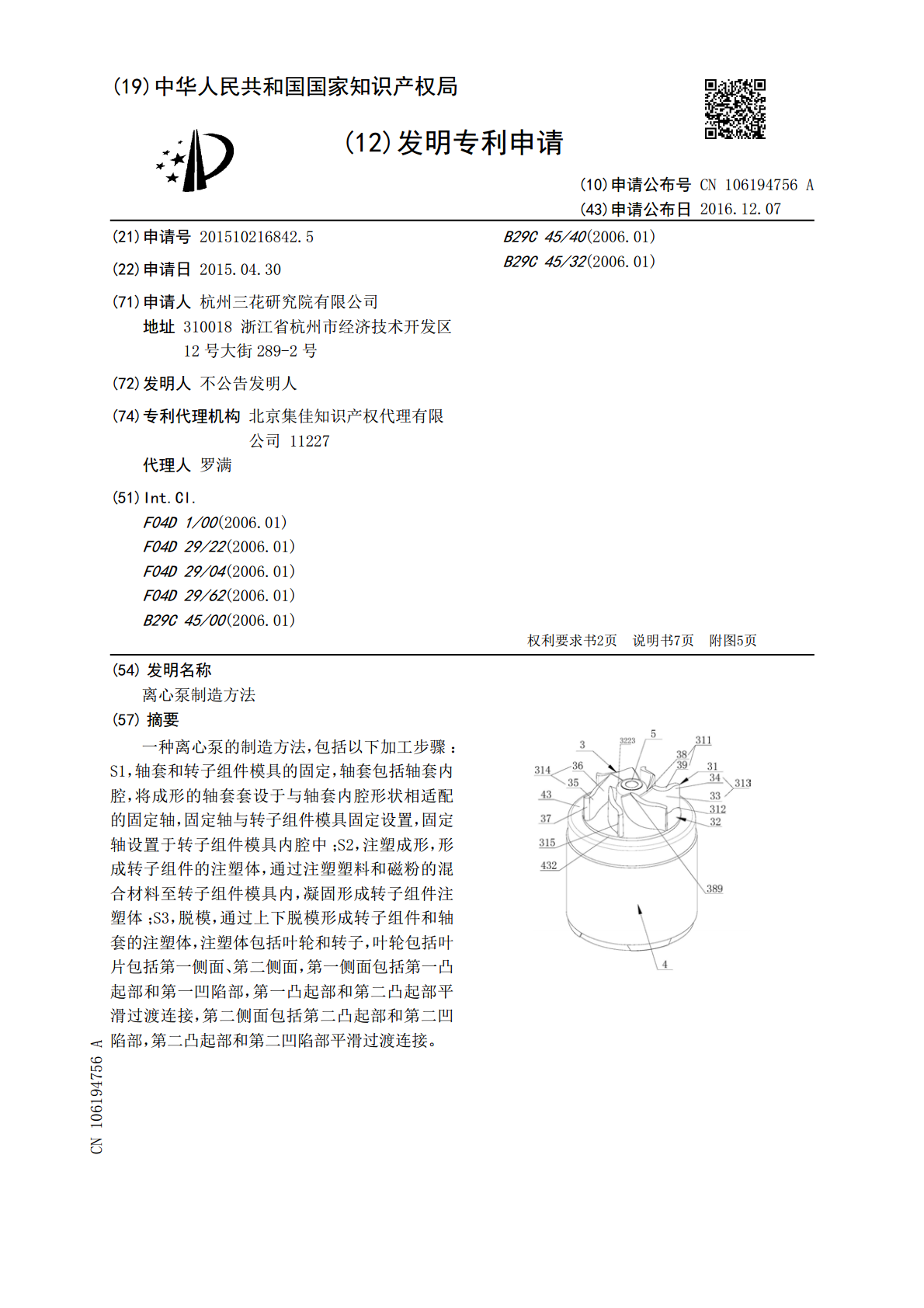
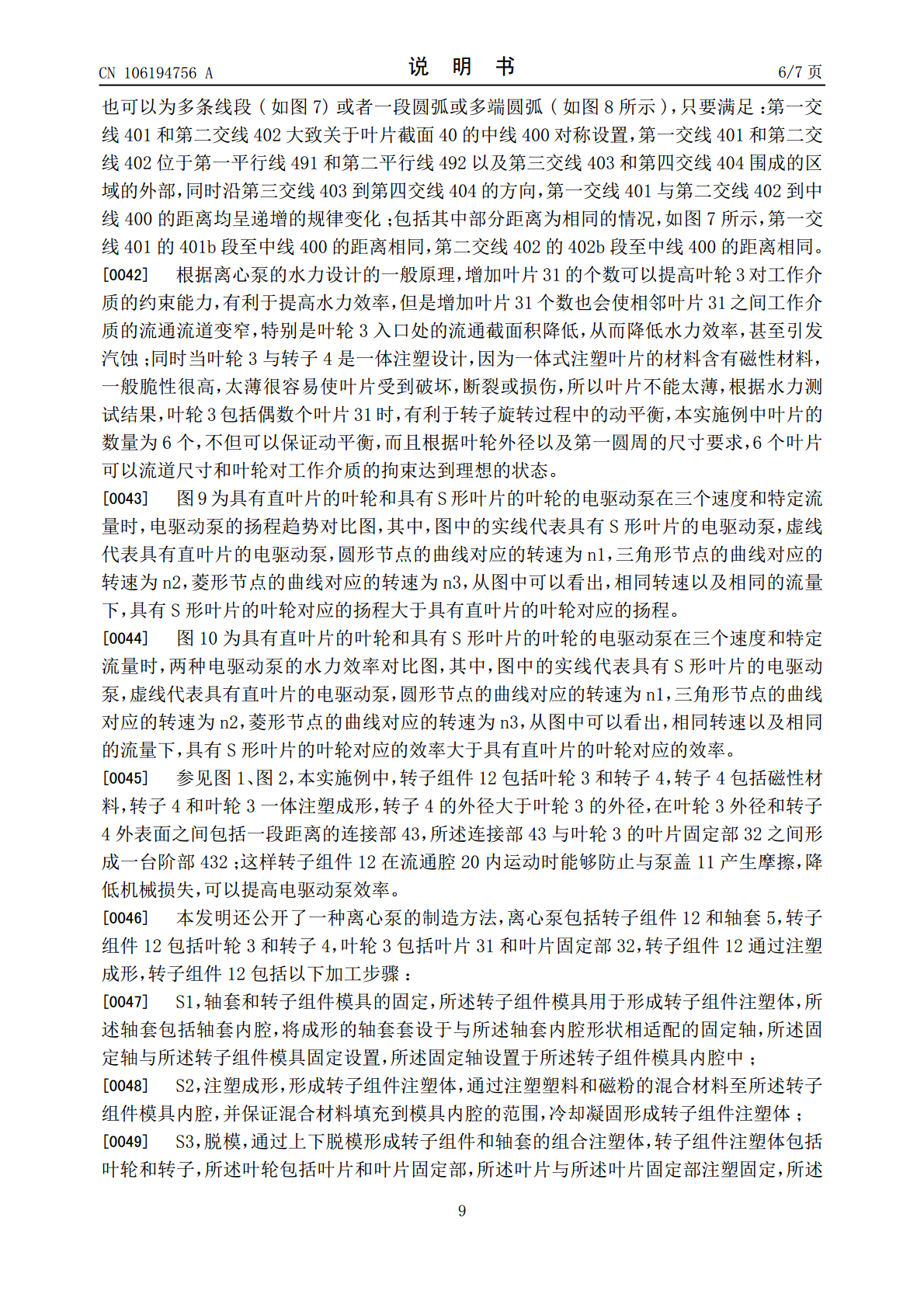
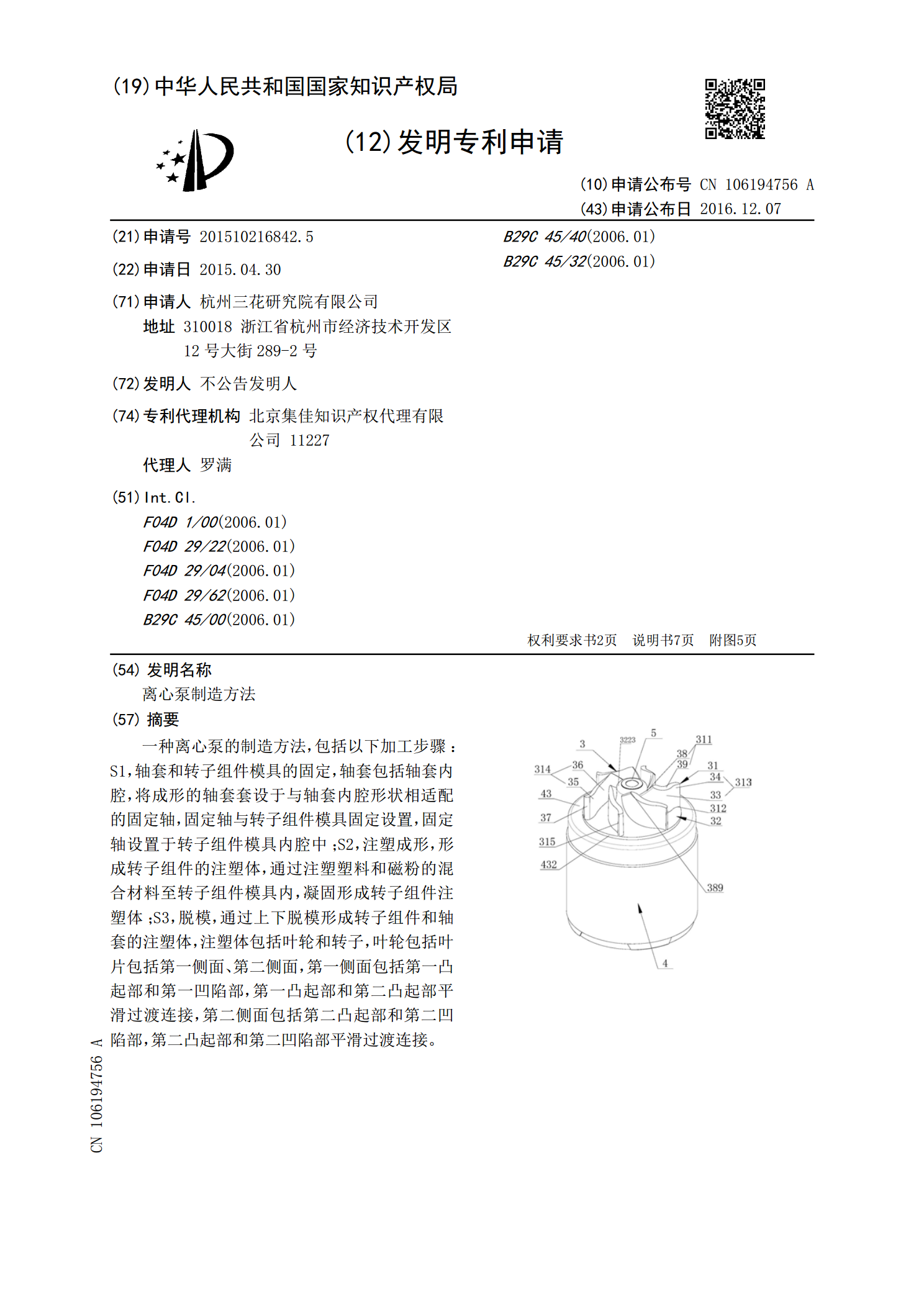
一种离心泵的制造方法,包括以下加工步骤:S1,轴套和转子组件模具的固定,轴套包括轴套内腔,将成形的轴套套设于与轴套内腔形状相适配的固定轴,固定轴与转子组件模具固定设置,固定轴设置于转子组件模具内腔中;S2,注塑成形,形成转子组件的注塑体,通过注塑塑料和磁粉的混合材料至转子组件模具内,凝固形成转子组件注塑体;S3,脱模,通过上下脱模形成转子组件和轴套的注塑体,注塑体包括叶轮和转子,叶轮包括叶片包括第一侧面、第二侧面,第一侧面包括第一凸起部和第一凹陷部,第一凸起部和第二凸起部平滑过渡连接,第二侧面包括第二凸起

一种离心泵叶轮的制造方法.pdf
本发明提供了一种离心泵叶轮的制造方法,属于叶轮技术领域。一种离心泵叶轮的制造方法,包括以下步骤:S1、压型设计及制造:先根据离心泵的水力模型设计叶轮的各项参数并建立三维模型,后采用数控加工和手工制作相结合的方式制造压型,并选用铝材作为压型模材料,直径300mm以下采用铝棒料做模具材料;直径300mm以上采用生铝做模具材料,按标准配比铝水,并浇铸工件;S2、初产品检验:将铸造所得的工件或者数控切削得到工件采用肉眼和金属探伤仪进行检验;S3、热处理前变形防护,将铸造所得的工件或者数控切削得到工件,放在平托架上

一种离心泵泵轴的制造方法.pdf
本发明提供了一种离心泵泵轴的制造方法,属于泵技术领域。一种离心泵泵轴的制造方法,其特征在于,包括以下步骤:S1、锻件,按GB1220‑2007《不锈钢棒》标准配置钢水,锻制钢锭,经过二次重熔锻制毛坯;S2、第一次粗车:将毛坯用中心架支承,卡住轴一端,车平被卡住端的端面,毛坯打中心孔,中心孔外圆单边留量3~4mm,表面粗糙度Ra6.3um;S3、UT检验:对第一次粗车后的工件进行超声波检验,按JB/T4730标准执行;S4、第二次粗车:车平被卡住端面,打中心孔,车外圆单边留量1.5~2mm,各台肩轴向留量1

一种离心泵诱导轮的制造方法.pdf
本发明公开了一种离心泵诱导轮的制造方法,包括如下步骤:(a)型壳制造;(b)注液;(c)震荡;(d)调整;(e)后处理。本发明可行性高,易于控制,可铸造出无分型面的诱导轮,成型质量好,解决了传统制造方法中存在铸造精度差、表面缺陷多、成品质量低的问题。
一种抗汽蚀悬臂离心泵及其制造方法.pdf
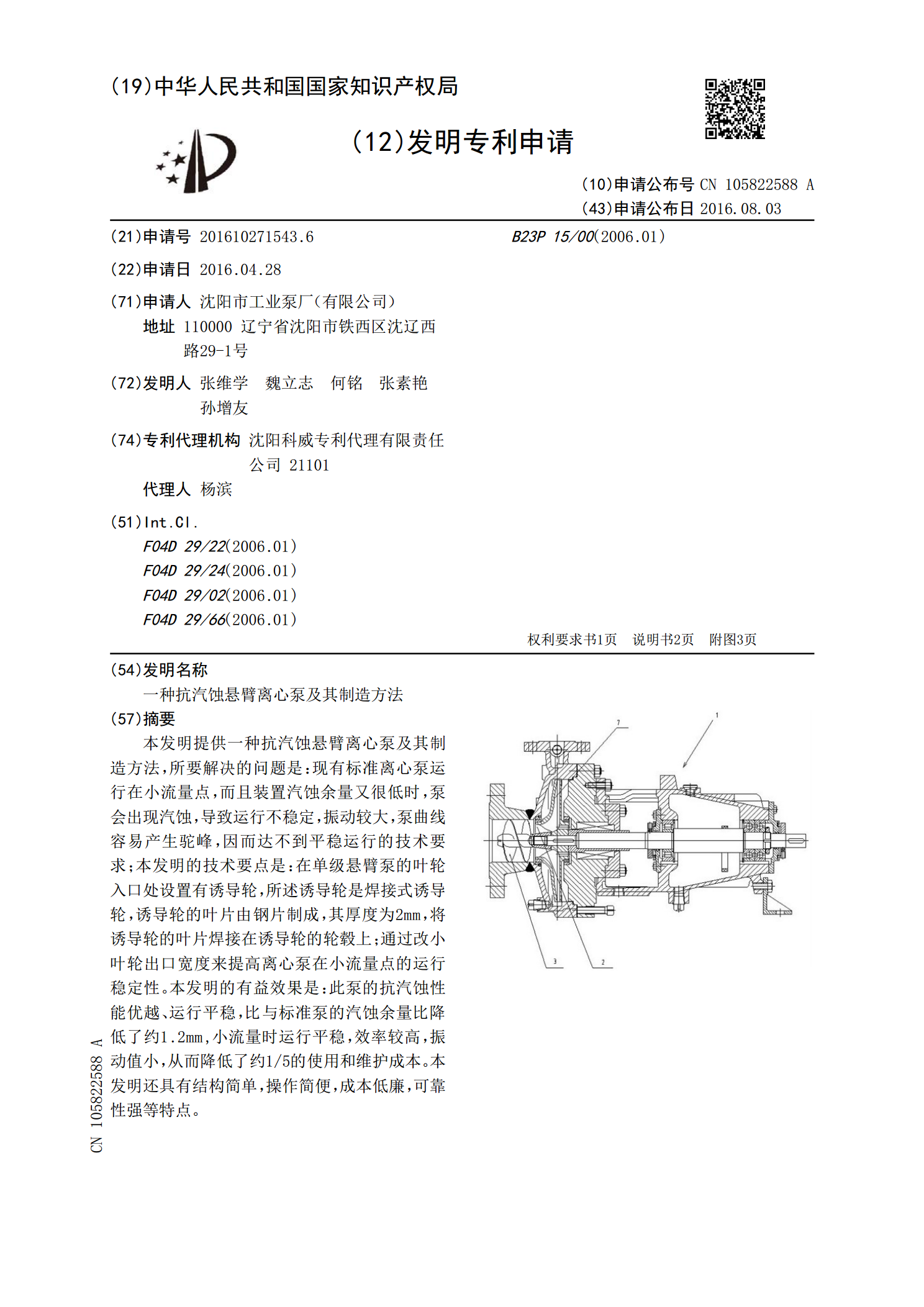
本发明提供一种抗汽蚀悬臂离心泵及其制造方法,所要解决的问题是:现有标准离心泵运行在小流量点,而且装置汽蚀余量又很低时,泵会出现汽蚀,导致运行不稳定,振动较大,泵曲线容易产生驼峰,因而达不到平稳运行的技术要求;本发明的技术要点是:在单级悬臂泵的叶轮入口处设置有诱导轮,所述诱导轮是焊接式诱导轮,诱导轮的叶片由钢片制成,其厚度为2mm,将诱导轮的叶片焊接在诱导轮的轮毂上;通过改小叶轮出口宽度来提高离心泵在小流量点的运行稳定性。本发明的有益效果是:此泵的抗汽蚀性能优越、运行平稳,比与标准泵的汽蚀余量比降低了约1.