
一种离心泵诱导轮的制造方法.pdf

佳晨****ng


1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种离心泵诱导轮的制造方法.pdf
本发明公开了一种离心泵诱导轮的制造方法,包括如下步骤:(a)型壳制造;(b)注液;(c)震荡;(d)调整;(e)后处理。本发明可行性高,易于控制,可铸造出无分型面的诱导轮,成型质量好,解决了传统制造方法中存在铸造精度差、表面缺陷多、成品质量低的问题。

一种基于离心泵的诱导轮设计方法.pdf
一种基于离心泵的诱导轮设计方法,属于泵技术领域。其特征是在给定离心泵装置的情况下进行诱导轮设计。本发明提出的基于离心泵的诱导轮设计方法,根据现有的水泵装置条件,基于外特性实验,确定离心泵最高效率点处的流量、扬程及必需汽蚀余量等实验数据,进行诱导轮的设计。使诱导轮在轮缘外径、入口轮毂比及最佳进口流量系数条件下,取得较高汽蚀比转数。不但可以保证诱导轮具有良好的汽蚀性能,且与泵叶轮之间具有良好的能量匹配关系,提高了诱导轮的性能,增强了系统的运行稳定性,而且可以避免因原有设计方法造成的泵与诱导轮的尺寸差异,而引起
一种碳钢导轮的制造方法.pdf
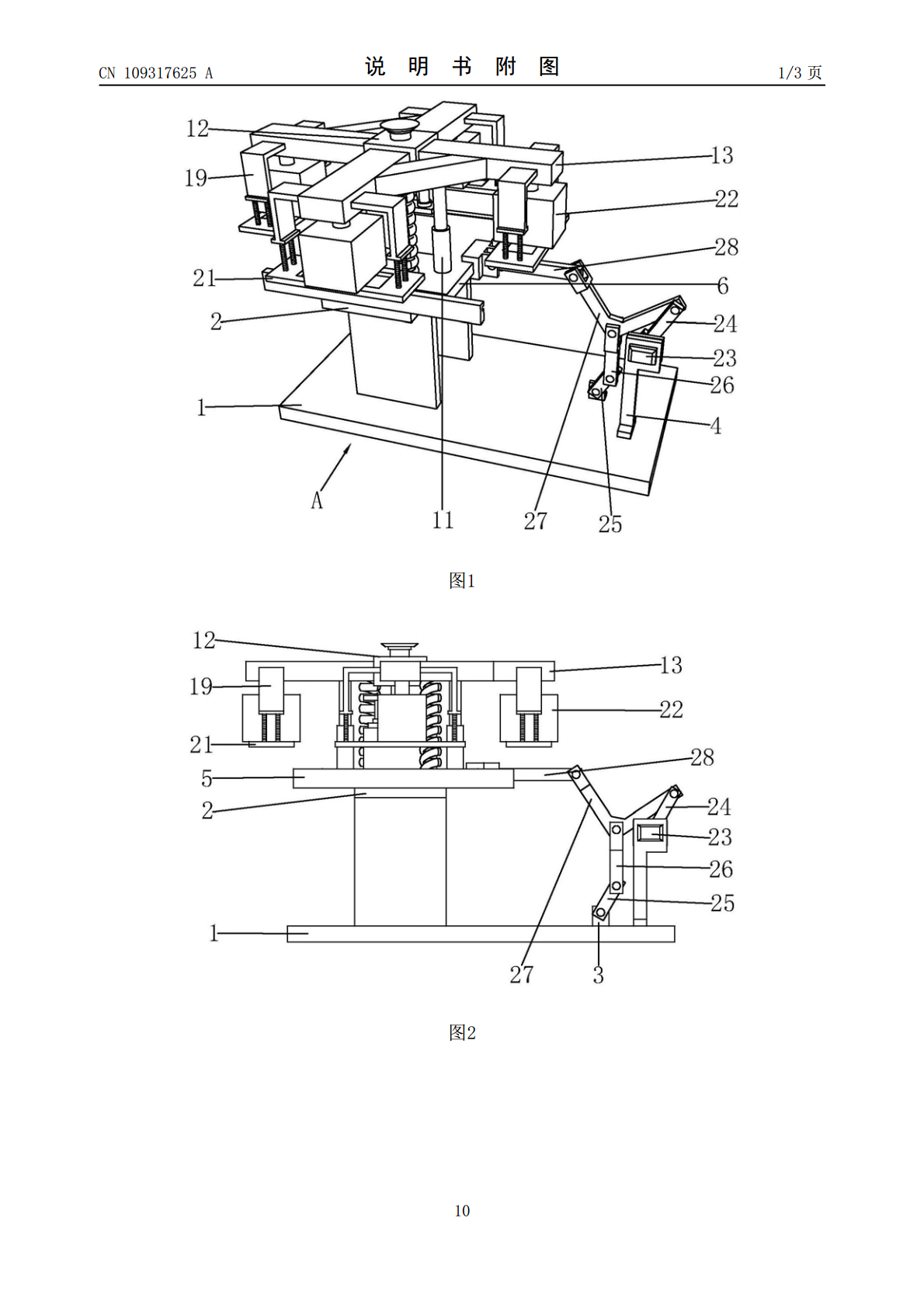
本发明公开了一种碳钢导轮的制造方法,所述方法包括如下步骤,依次包括:1270℃~1290℃的高温加热工序、锻压轧制工序、550℃~630℃的等温工序、830℃~850℃的淬火加热工序、500℃±10℃的回火工序,接着对碳钢导轮工件进行加热,加热温度为730℃~750℃,加热时间为30min~40min,使导轮发生部分奥氏体转变,随后将碳钢导轮工件炉冷至600℃~630℃,然后进行等温工序。按质量计,所述的碳钢导轮的材料成分为:C:0.70%~0.83%;Si:0.15%~0.15%;Mn:0.75%~0.

一种碳钢导轮的制造方法.pdf
本发明公开了一种碳钢导轮的制造方法,处理工序,对所述合金熔融金属进行630~670℃下基于熔剂的精炼处理、或630~730℃下基于惰性气体的脱气处理;填充工序,在处理工序之后,在670~730℃的熔融金属温度下,向所述导轮铸型内浇注所述合金熔融金属。按质量计,所述的碳钢导轮的材料成分为:C:0.70%~0.83%;Si:0.15%~0.15%;Mn:0.75%~0.85%;P≤0.025%;其余为铁。

一种诱虫板的制造方法.pdf
本发明名称为一种诱虫板的制造方法,所属学科领域为农业科学,所属技术领域为农业,细分领域为植保。本发明的诱虫板,在有色塑胶板或者纸板上涂布有粘虫胶与诱虫物质,其特征在于所述诱虫物质为昆虫引诱剂与缓释剂的混合物,所述缓释剂为植物油、蜂蜜、柴油、凡士林、松香、柴油增稠剂,可以通过害虫对颜色、气味的趋性原理全面诱杀害虫,诱杀种类多,诱虫板效力持久稳定,制作成本低,非常适合推广普及。