
双砂轮超小丝锥螺纹磨床.pdf

听容****55

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双砂轮超小丝锥螺纹磨床.pdf
一种双砂轮超小丝锥螺纹磨床,由进给部分、磨削部分以及工件装卡部分构成,所述进给部分包括工件轴向进给机构、砂轮径向移动螺距机构以及螺旋角自动调整机构;所述磨削部分包括磨削主轴,与所述磨削主轴相连的小砂轮、大砂轮,与所述磨削主轴平行的夹头修磨主轴,所述夹头修磨主轴的左侧安装有弹簧夹头自动气动磨头,其中小砂轮与大砂轮同心、平行安装,共同位于所述磨削主轴的左侧,大砂轮的法兰盘上设有平衡槽,平衡槽内装有平衡器。本发明与现有技术相比具有显著的优点和有益效果:采用双砂轮和弹簧夹头一次装夹、分工步磨削的方式,从而有效地减
数控丝锥螺纹磨床.pdf
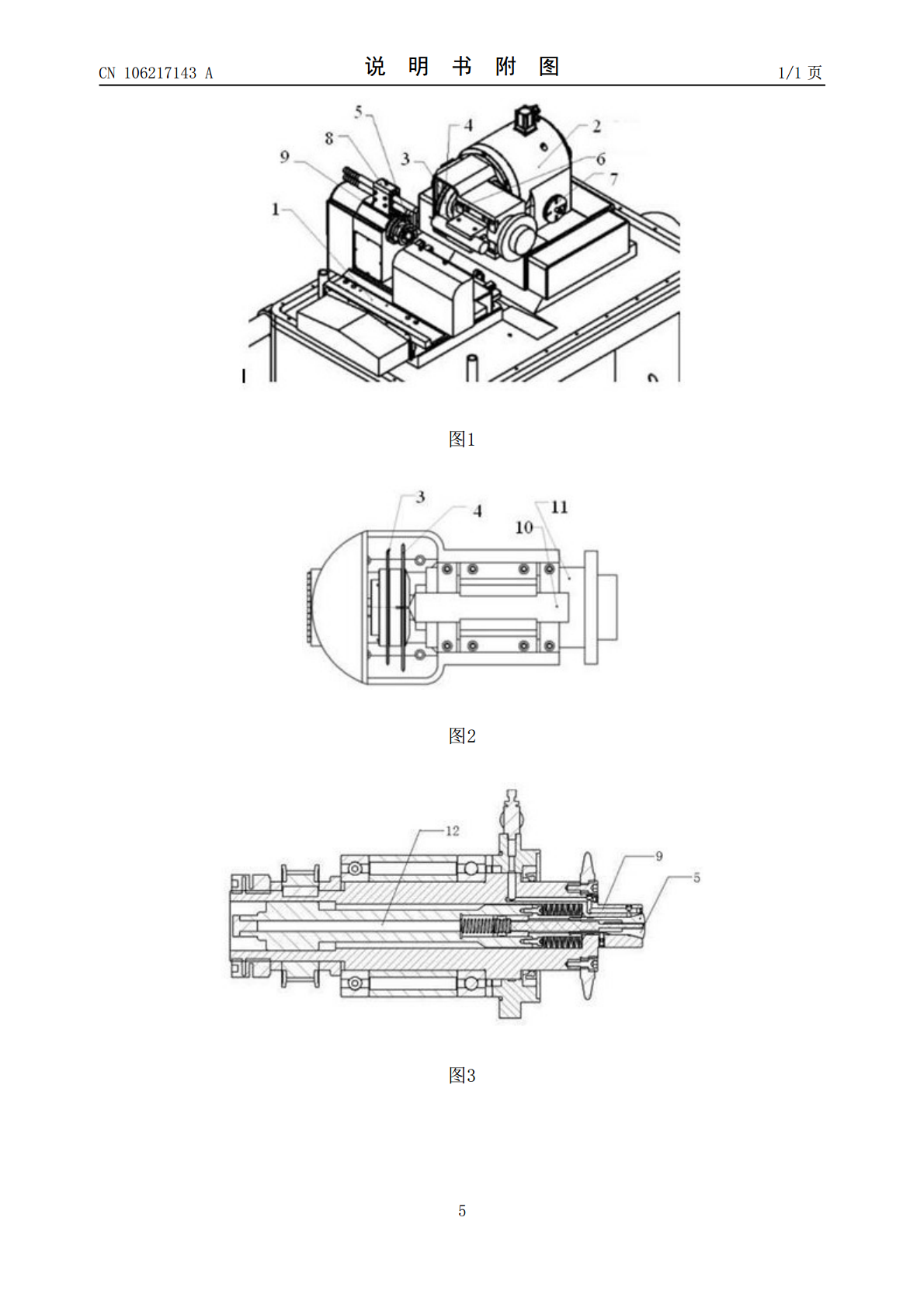
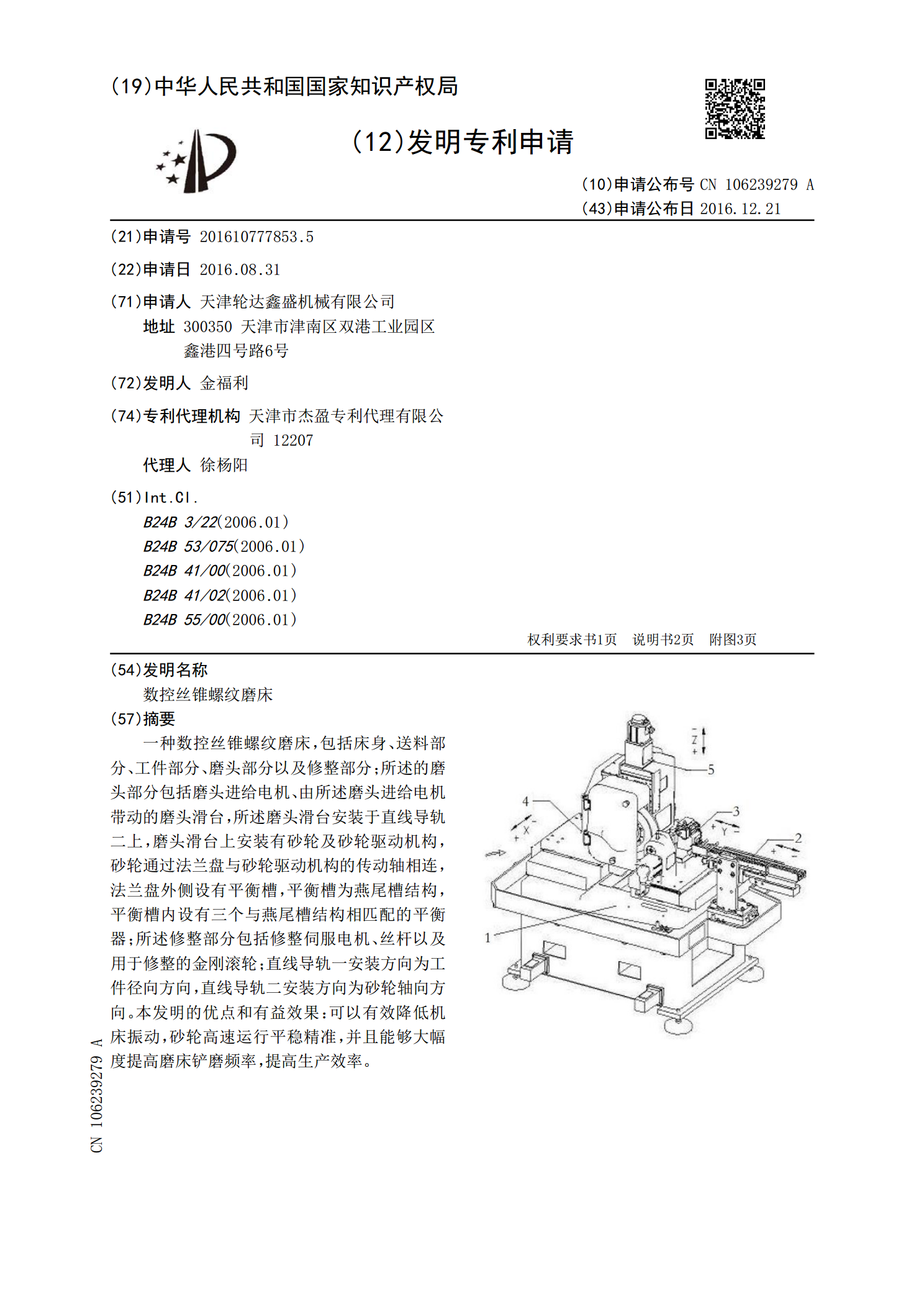
一种数控丝锥螺纹磨床,包括床身、送料部分、工件部分、磨头部分以及修整部分;所述的磨头部分包括磨头进给电机、由所述磨头进给电机带动的磨头滑台,所述磨头滑台安装于直线导轨二上,磨头滑台上安装有砂轮及砂轮驱动机构,砂轮通过法兰盘与砂轮驱动机构的传动轴相连,法兰盘外侧设有平衡槽,平衡槽为燕尾槽结构,平衡槽内设有三个与燕尾槽结构相匹配的平衡器;所述修整部分包括修整伺服电机、丝杆以及用于修整的金刚滚轮;直线导轨一安装方向为工件径向方向,直线导轨二安装方向为砂轮轴向方向。本发明的优点和有益效果:可以有效降低机床振动,砂

丝锥磨床砂轮主轴箱.pdf
本发明公开了一种丝锥磨床砂轮主轴箱,包括砂轮主轴箱体和装配在砂轮主轴箱体上的砂轮主轴,砂轮主轴的两端上分别设置前调整轴承和后调整轴承,两调整轴承的轴承座定位在砂轮主轴箱体上,且两调整轴承的内径与套设在对应两调整轴承上的轴承座的内径相吻合;砂轮主轴上连接有与两调整轴承分别对应的前调整螺母和后调整螺母,且前调整轴承的前端砂轮主轴箱体处设置有止推隔套,且后调整轴承的后端砂轮主轴箱体处设置有簧座。本发明整体零部件装配简单、易于实现调整,且零件加工容易,同时能确保零件尺寸一致性并提高了加工效率。

挤压丝锥自动螺纹磨床.pdf
本发明公开了一种挤压丝锥自动螺纹磨床,包括:机架,安装在所述机架上的同步丝杆送料机构、主轴机构及磨轮机构,所述同步丝杆送料机构的出料口对应所述主轴机构的进料口,所述主轴机构的死顶尖与所述磨轮机构的磨轮对应以用于工件加工。本发明采用一对同步丝杆送料,体积小,容量大,可适用于M2-8等多种规格尺寸的挤压丝锥送料;同轴的成对死顶尖定位,定位同轴精度高;采用调节夹块安装夹紧气缸,可以根据工件长度调整夹紧气缸的位置以满足不同尺寸工件的定位;采用成对螺牙均具有60°齿根的金刚石磨轮,且60°齿根方向轴向相反,可获得1

丝锥磨床砂轮主轴的工艺研究.docx
丝锥磨床砂轮主轴的工艺研究丝锥磨床砂轮主轴的工艺研究摘要:丝锥磨床砂轮主轴是磨床的核心部件之一,其工艺参数的选择和研究对于提高砂轮主轴的加工精度和效率具有重要意义。本论文针对丝锥磨床砂轮主轴的工艺研究进行了系统的分析和探讨,详细介绍了主轴的结构和原理,分析了工艺参数对主轴性能的影响,总结了一些优化策略,旨在提供一些有益的参考和指导。关键词:丝锥磨床;砂轮主轴;工艺参数;加工精度;效率一、引言丝锥磨床是一种专门用于加工丝锥的设备,其工作原理是利用砂轮对丝锥进行磨削来实现丝锥的加工。砂轮主轴作为丝锥磨床的关键