
一种全自动砂轮修整机及其修整砂轮方法.pdf

玉环****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动砂轮修整机及其修整砂轮方法.pdf
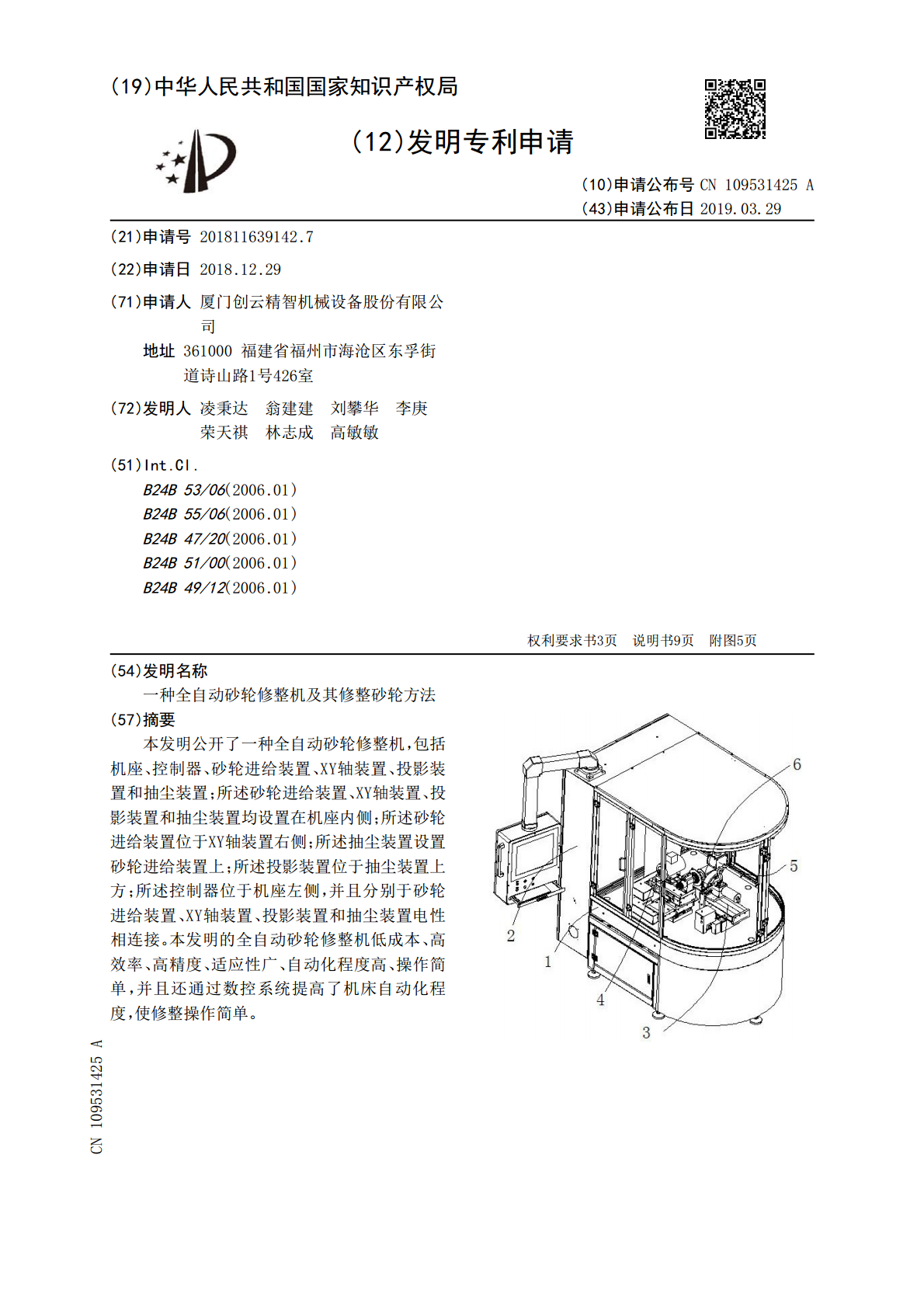
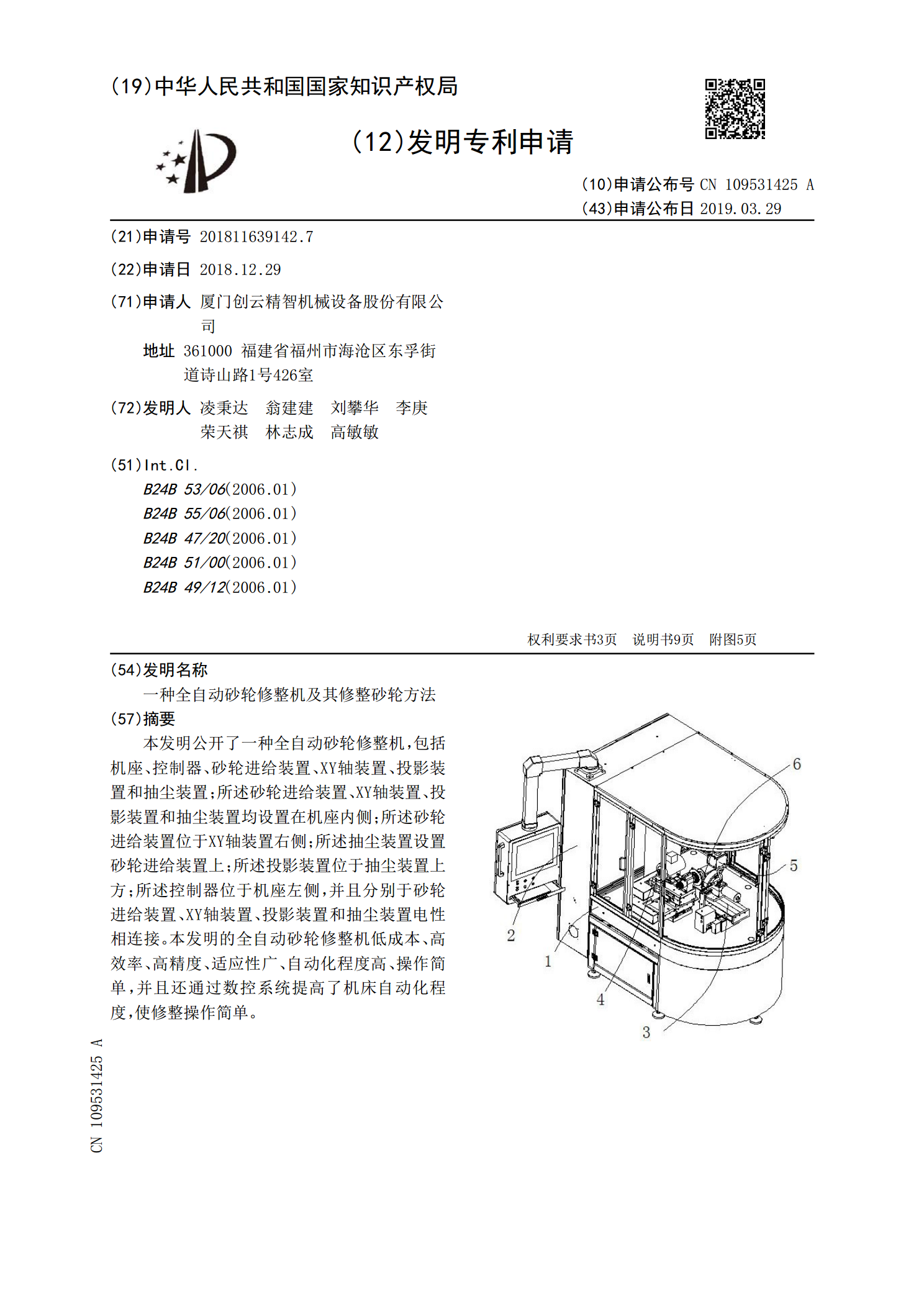
本发明公开了一种全自动砂轮修整机,包括机座、控制器、砂轮进给装置、XY轴装置、投影装置和抽尘装置;所述砂轮进给装置、XY轴装置、投影装置和抽尘装置均设置在机座内侧;所述砂轮进给装置位于XY轴装置右侧;所述抽尘装置设置砂轮进给装置上;所述投影装置位于抽尘装置上方;所述控制器位于机座左侧,并且分别于砂轮进给装置、XY轴装置、投影装置和抽尘装置电性相连接。本发明的全自动砂轮修整机低成本、高效率、高精度、适应性广、自动化程度高、操作简单,并且还通过数控系统提高了机床自动化程度,使修整操作简单。
一种砂轮修整机床及其修整砂轮的方法.pdf
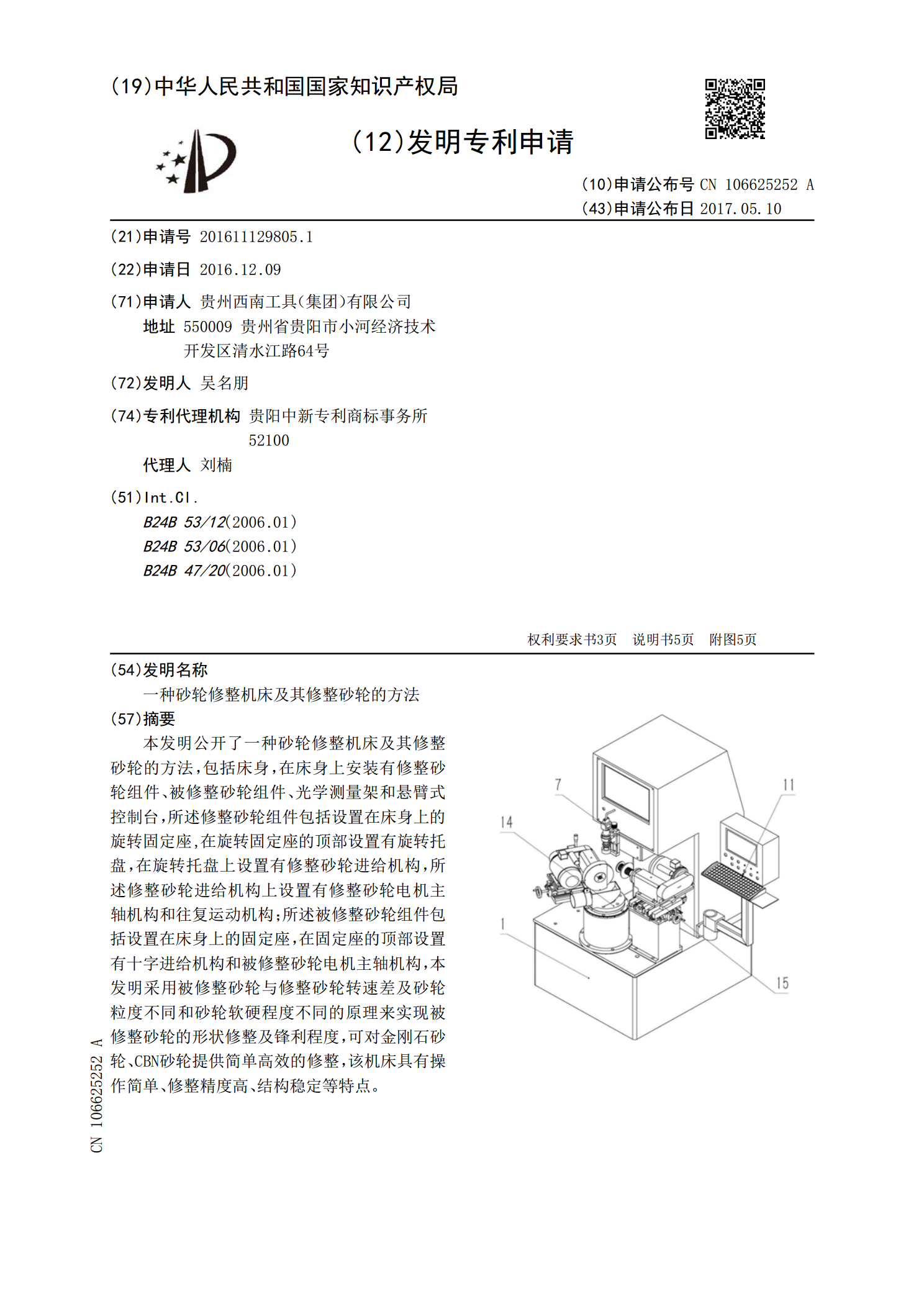
本发明公开了一种砂轮修整机床及其修整砂轮的方法,包括床身,在床身上安装有修整砂轮组件、被修整砂轮组件、光学测量架和悬臂式控制台,所述修整砂轮组件包括设置在床身上的旋转固定座,在旋转固定座的顶部设置有旋转托盘,在旋转托盘上设置有修整砂轮进给机构,所述修整砂轮进给机构上设置有修整砂轮电机主轴机构和往复运动机构;所述被修整砂轮组件包括设置在床身上的固定座,在固定座的顶部设置有十字进给机构和被修整砂轮电机主轴机构,本发明采用被修整砂轮与修整砂轮转速差及砂轮粒度不同和砂轮软硬程度不同的原理来实现被修整砂轮的形状修整
一种砂轮离线修整机及修形方法.pdf
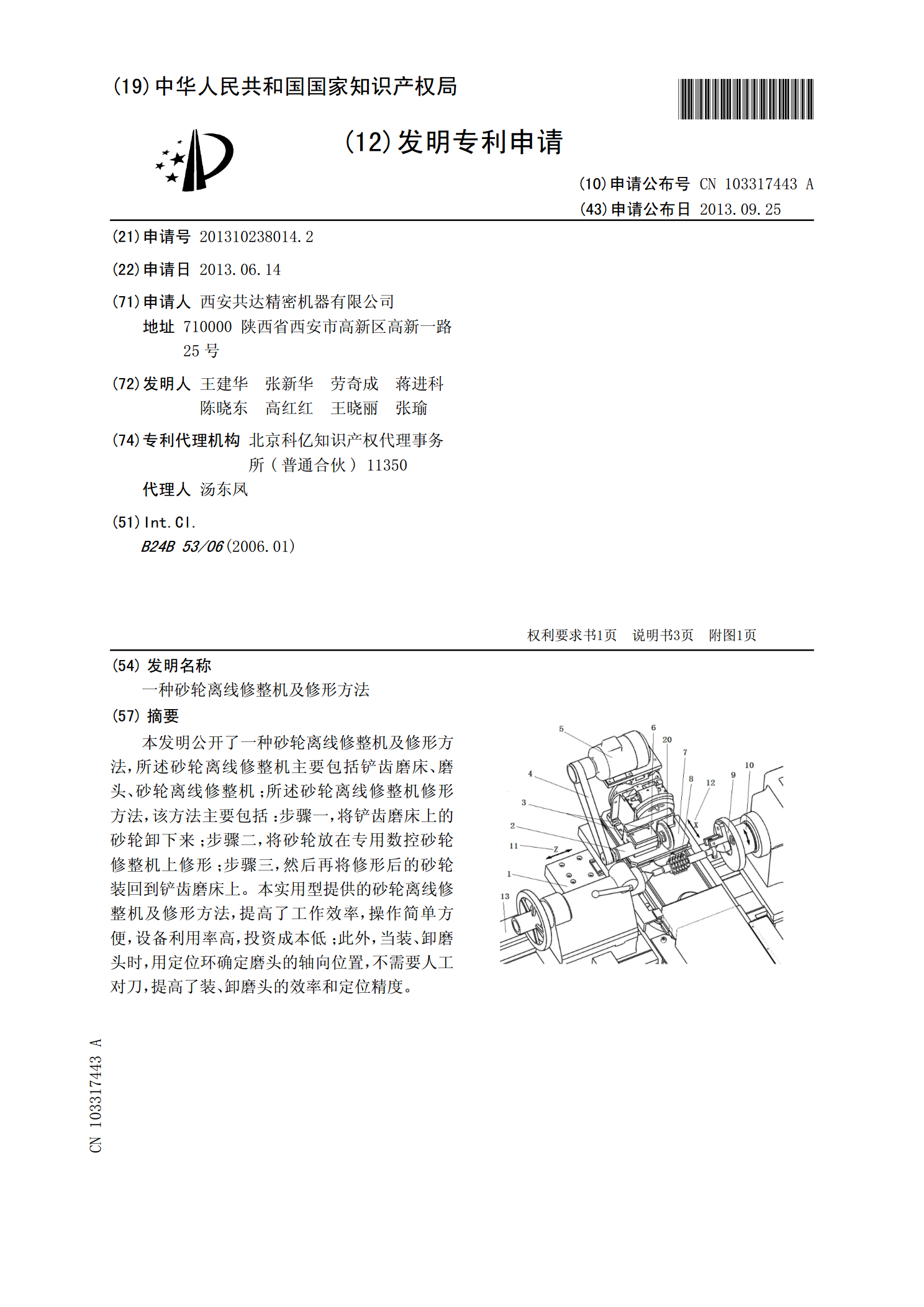
本发明公开了一种砂轮离线修整机及修形方法,所述砂轮离线修整机主要包括铲齿磨床、磨头、砂轮离线修整机;所述砂轮离线修整机修形方法,该方法主要包括:步骤一,将铲齿磨床上的砂轮卸下来;步骤二,将砂轮放在专用数控砂轮修整机上修形;步骤三,然后再将修形后的砂轮装回到铲齿磨床上。本实用型提供的砂轮离线修整机及修形方法,提高了工作效率,操作简单方便,设备利用率高,投资成本低;此外,当装、卸磨头时,用定位环确定磨头的轴向位置,不需要人工对刀,提高了装、卸磨头的效率和定位精度。

砂轮修整机.pdf
本发明提供了一种用于对砂轮进行轮廓修整的修整机。所述修整机包括整形轮组件,所述整形轮组件用于将所述整形轮相对于安装在砂轮主轴上的砂轮定位。所述整形轮组件包括位于整形轮主轴壳体和附接到横进给滑座的往复式滑座之间的整形轮转座。横进给滑座转座位于所述横进给滑座和底部支承转盘之间,所述底部支承转盘可旋转地连接到底板。利用横进给滑座转座和整形轮转座,可以对所述砂轮的所述表面和两侧进行修锐,而不必将所述砂轮移除、翻转和重新插入到所述修整机。

数控成形砂轮修整机及修整方法.pdf
本发明公开了一种数控成形砂轮修整机,涉及一种砂轮模具制造装置,包括修整工具、底座、支架和数控系统,修整工具包括横向调节装置、纵向调节装置和修整笔,底座安装于工作台上,底座上面设置有修整工具,数控系统控制调节修整工具的位置,支架设置有用于带动待修整砂轮转动的转盘,转盘的转动受到数控系统的控制;本发明采用数控系统调整修整笔的运行轨迹,根据设定的基准点一次性自动修整好砂轮,保证修整尺寸精度,提升了一次修整的成功率;有效的改善修整成形砂轮时对操作者的技术要求高、难度大、时间长等弊端;提升了生产效率,简化成形砂轮的