
一种椭圆形钢丝制造方法.pdf

灵慧****89


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种椭圆形钢丝制造方法.pdf
一种椭圆形钢丝制造方法,钢丝规格为长轴2.5mm、短轴1.65mm,选用原料钢号为72A或70#钢,直径6.5mm盘条生产,半成品钢丝直径为5.0mm,拉拔工艺为九道次,前两道次采用圆模拉拔,后七道次采用椭圆模拉拔,拉丝机选用直进式,生产车速为200~400m/min,工字轮收线,生产钢丝破断拉力达到5250~6000N、扭转>25次,各项性能指标达到技术要求,产品质量好。
一种钢丝编织筛网的制造方法.pdf
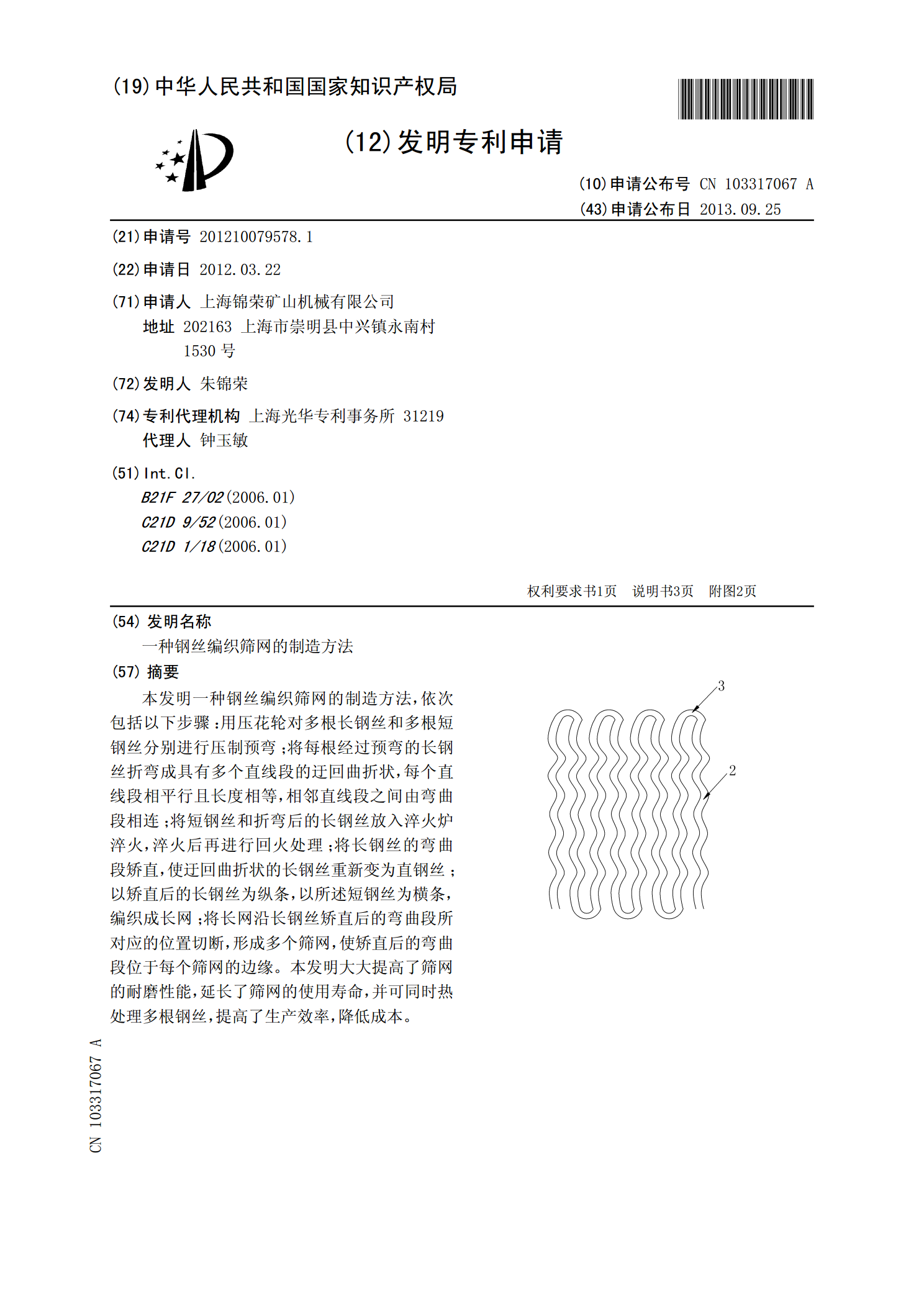
本发明一种钢丝编织筛网的制造方法,依次包括以下步骤:用压花轮对多根长钢丝和多根短钢丝分别进行压制预弯;将每根经过预弯的长钢丝折弯成具有多个直线段的迂回曲折状,每个直线段相平行且长度相等,相邻直线段之间由弯曲段相连;将短钢丝和折弯后的长钢丝放入淬火炉淬火,淬火后再进行回火处理;将长钢丝的弯曲段矫直,使迂回曲折状的长钢丝重新变为直钢丝;以矫直后的长钢丝为纵条,以所述短钢丝为横条,编织成长网;将长网沿长钢丝矫直后的弯曲段所对应的位置切断,形成多个筛网,使矫直后的弯曲段位于每个筛网的边缘。本发明大大提高了筛网的耐
一种超细钢丝的制造方法.pdf
一种超细钢丝制造方法,包括如下步骤:1)按超纯净钢工艺进行冶炼、2)铁水脱硫、3)转炉顶底复合吹炼、4)钢包吹氩精炼、5)炉外精炼、6)浇注成方坯、7)加热炉奥氏体化处理、8)高速线材控轧控冷处理,最终制得线材,其特征在于:所述步骤4)和步骤5)中,钢液精练采用CaO/SiO2=0.5~1.6的低碱度钢渣;所述步骤5)中,钢液吹氩搅拌时的氩流量为30~300l/min、搅拌时间为30~100min;所述步骤7)中,方坯奥氏体化处理的温度为750~820℃;所述步骤8)中,高速线材的轧制温度为800~900

一种高硅钢丝制成的铝包钢丝及制造方法.pdf
本发明提供一种高硅钢丝制成的铝包钢丝及制造方法,包括高硅钢丝及表层同心挤压包覆形成的铝层,所述高硅钢丝中的化学成分的配比为:碳:0.8%?1%、硅:0.6%?1.9%、锰:0.5%?1.1%、铬:0.03%?0.4%、钒:0.006%?0.14%、其余为铁和不可避免的杂质元素;本发明采用高硅钢丝提高了钢丝在挤压包覆铝层的时候对耐受加热影响的能力,减少了渗碳体微粒的析出及碳氮原子的扩散,使扭转不良消除或大幅度减少。

一种加强钢丝预应力的钢丝拉索及其制造方法.pdf
本发明公开了一种加强钢丝预应力的钢丝拉索及其制造方法,具体涉及一种改善屈服强度、延伸率和伸直性的钢索,拉索本体中心位置设置有用于承载轴向受力的压实股,位于拉索本体中心的压实股外缘包覆有用于保持内部紧实的第一套管;第一套管的外缘周向设置有用于加强内圈预应力的左旋密闭股,左旋密闭股由多根预应力钢丝螺旋缠绕贴合形成,并紧密贴合于第一套管表面上;左旋密闭股外圈圆周排列有多个用于提高拉索本体整体刚性的压实股,分布于左旋密闭股外圈上的压实股外缘包覆有第二套管;第二套管外缘圆周设置有用于加强外圈预应力的右旋密闭股,右旋