
一种加强钢丝预应力的钢丝拉索及其制造方法.pdf

文光****iu


1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加强钢丝预应力的钢丝拉索及其制造方法.pdf
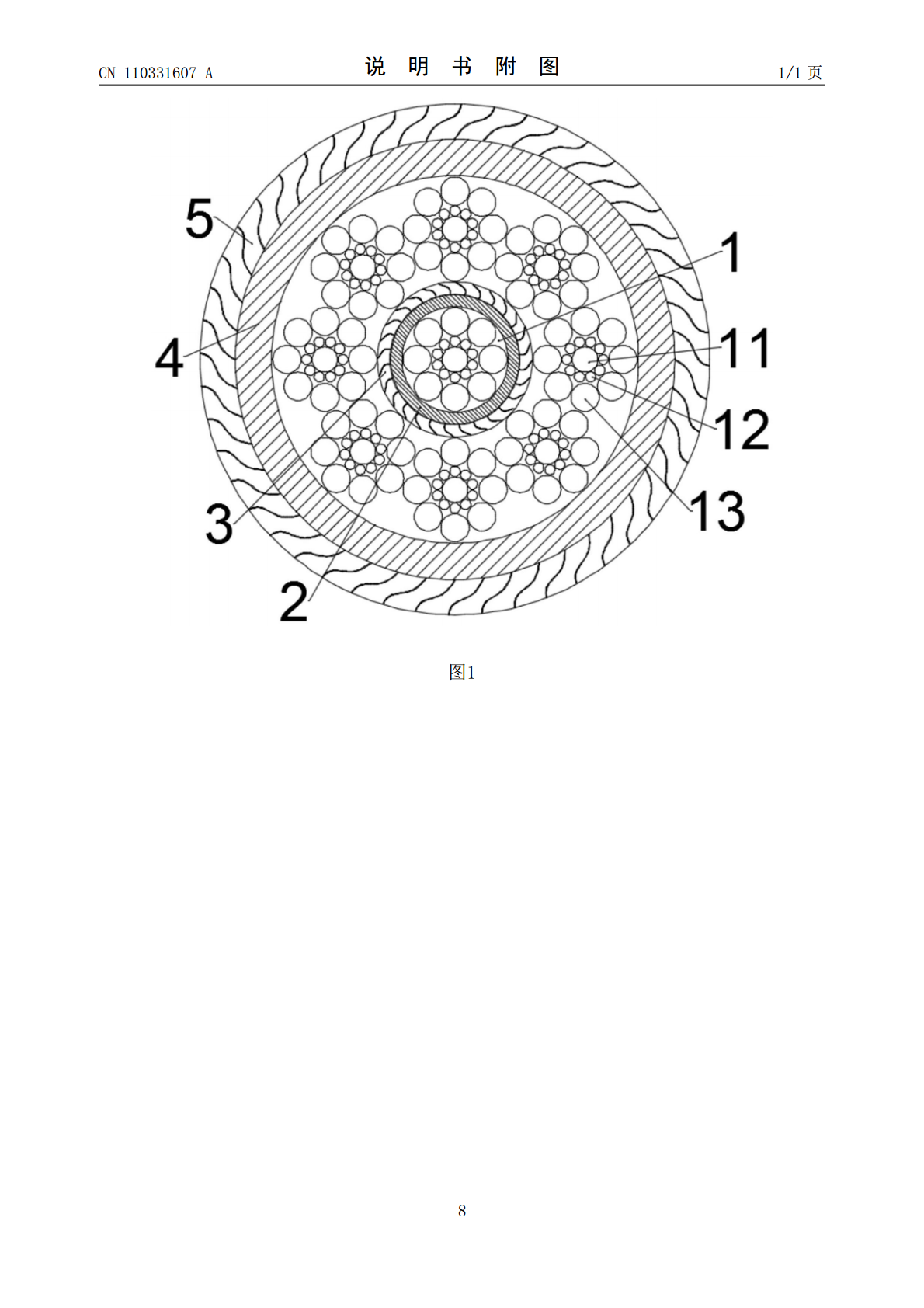
本发明公开了一种加强钢丝预应力的钢丝拉索及其制造方法,具体涉及一种改善屈服强度、延伸率和伸直性的钢索,拉索本体中心位置设置有用于承载轴向受力的压实股,位于拉索本体中心的压实股外缘包覆有用于保持内部紧实的第一套管;第一套管的外缘周向设置有用于加强内圈预应力的左旋密闭股,左旋密闭股由多根预应力钢丝螺旋缠绕贴合形成,并紧密贴合于第一套管表面上;左旋密闭股外圈圆周排列有多个用于提高拉索本体整体刚性的压实股,分布于左旋密闭股外圈上的压实股外缘包覆有第二套管;第二套管外缘圆周设置有用于加强外圈预应力的右旋密闭股,右旋

预应力钢丝绳排及其制造方法.pdf
本发明公开了预应力钢丝绳排,包括绳排接头、至少两根钢丝绳,所述绳排接头之间的各根钢丝绳在受拉状态下受力相等。预应力钢丝绳排的制造方法,包括以下步骤,(1)钢丝绳按所需长度L和根数安装于张紧机构上,钢丝绳一端固定,钢丝绳另一端施力张紧,整根钢丝绳内应力相等,钢丝绳达到平衡;(2)使用卡子固定钢丝绳排的两端,恢复钢丝绳排到自然状态;(3)留出两端接头所需长度,切断钢丝绳排两端端头,浇铸钢丝绳排。张紧机构为一端设有固定点和滑轮,另一端设置有两滑轮。张紧机构为液压机构。在钢丝绳排浇铸前,进行散丝、清洗处理。本发明
一种预应力混凝土轨枕用小直径高强钢丝及其制造方法.pdf
本发明属于预应力钢丝技术领域,特别是一种预应力混凝土轨枕用小直径高强钢丝,包括钢丝本体,钢丝本体的长度为2~6m,直径小于8mm;钢丝本体的两端设有螺纹;钢丝本体的中部设有螺旋肋,螺旋肋的肋高不大于0.35mm;高强钢丝的抗拉强度不小于1670MPa。本发明的高强钢丝能够减少轨枕中的钢筋用量,节能减排,提高轨枕制造的自动化水平。由于钢丝的螺旋肋的肋高不大于0.35mm,一方面,当浇筑混凝土,并且混凝土达到一定强度后,钢丝通过螺旋肋可以与混凝土的握裹力达到自锚固的效果,另一方面,由于螺旋肋为低肋,在钢丝服役

一种钢丝加热方法及其钢丝加热装置.docx
一种钢丝加热方法及其钢丝加热装置随着制造业的发展,钢丝作为一种重要的材料,应用范围越来越广泛。然而在制造过程中,钢丝的加热是非常关键的一步,影响着钢丝的性能和品质。因此,如何实现高效、安全、精确的钢丝加热,成为钢丝制造行业面临的一个重要技术难题。传统的钢丝加热方法,主要是通过火焰或者电加热的方式进行,虽然效果显著,但存在诸多问题,例如:加热效率低、能耗高、加热控制精度不高、环境污染等。因此,为了解决这些问题,一种新型的钢丝加热方法应运而生,即基于感应加热的钢丝加热方法。感应加热是通过电磁感应的原理,将感应

一种合金涂层包覆预应力钢丝的制造方法.pdf
本发明公开了一种合金涂层包覆预应力钢丝的制造方法,该方法按以下步骤进行:⑴配置合金涂层,合金涂层为粉末状;⑵将预应力钢丝用盘条依次进行酸洗处理,磷化处理和表面干燥处理;⑶将处理完的预应力钢丝送入拉丝机拉拔成所需的规格尺寸后清洗预应力钢丝;⑷将预应力钢丝送入热喷涂设备中,将配置好的合金粉末用喷枪均匀的喷涂在预应力钢丝的表面,进入中频加热炉中,在5-8秒内将预应力钢丝加热到550-570℃;⑸预应力钢丝进入淬火冷却装置中,通过第二冷却工序冷却,最后空冷至室温,然后进入收线机,检验并入库;从而得到合金涂层包覆的