
一种弹条三序工装.pdf

海昌****姐淑

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种弹条三序工装.pdf
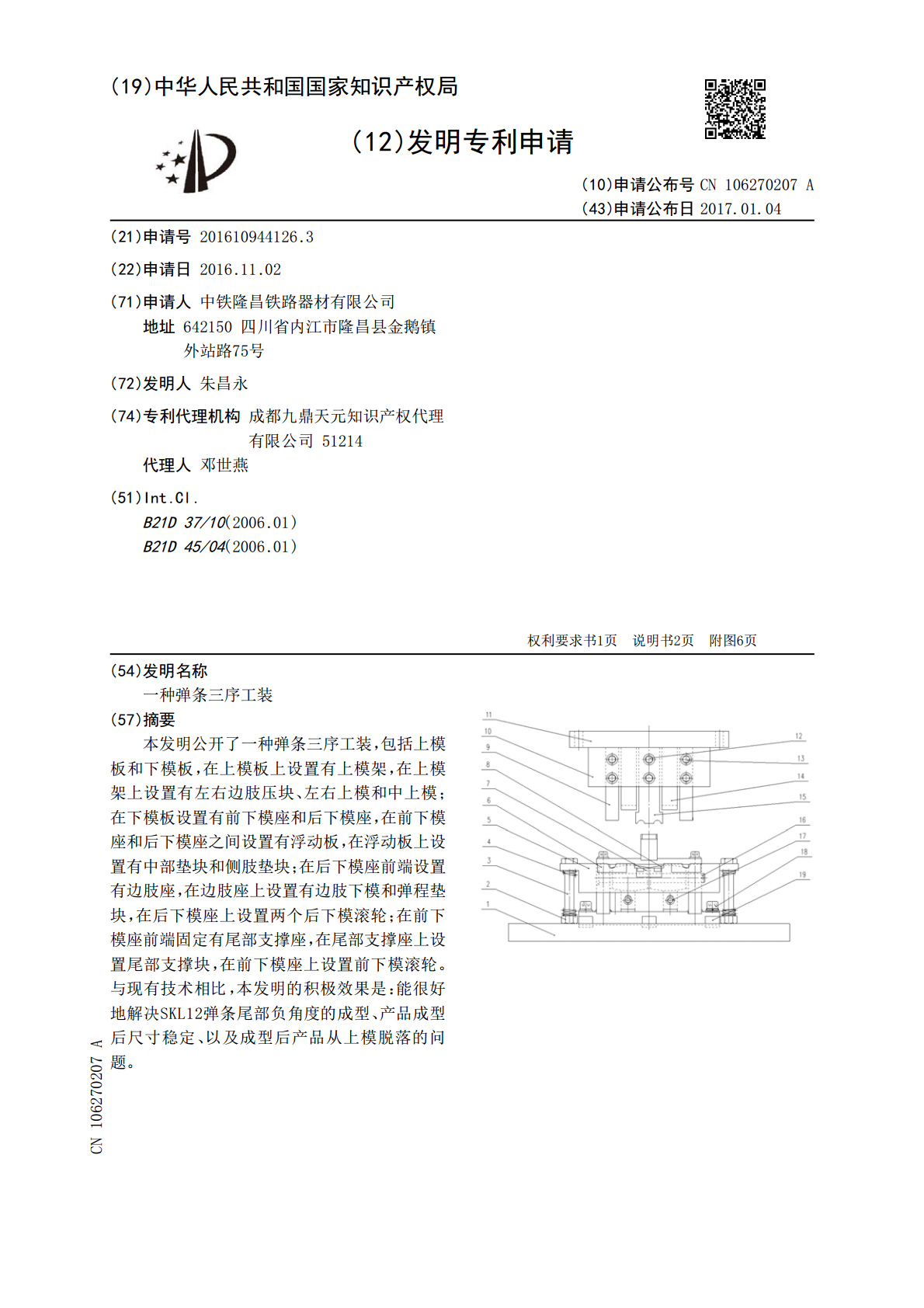
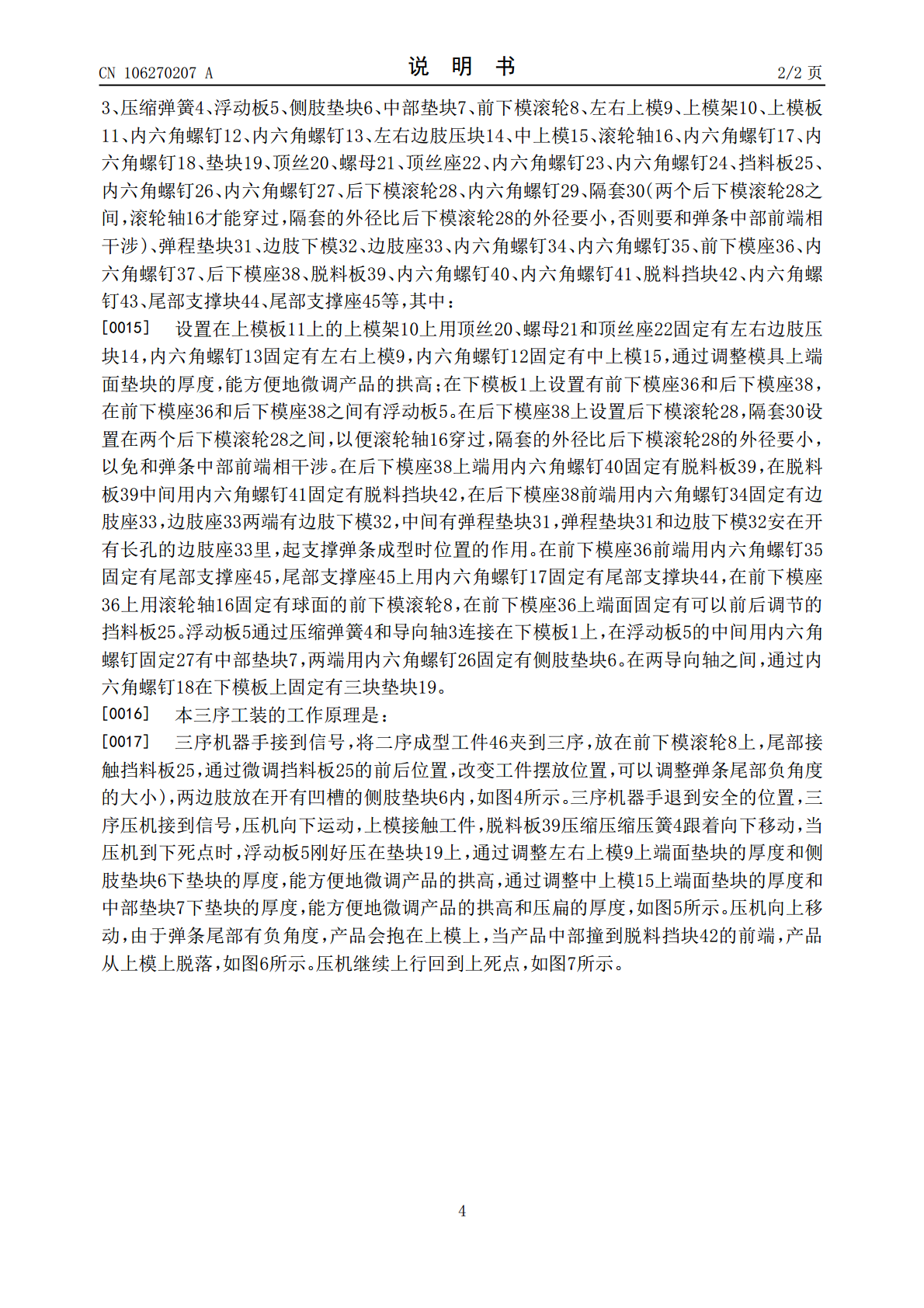
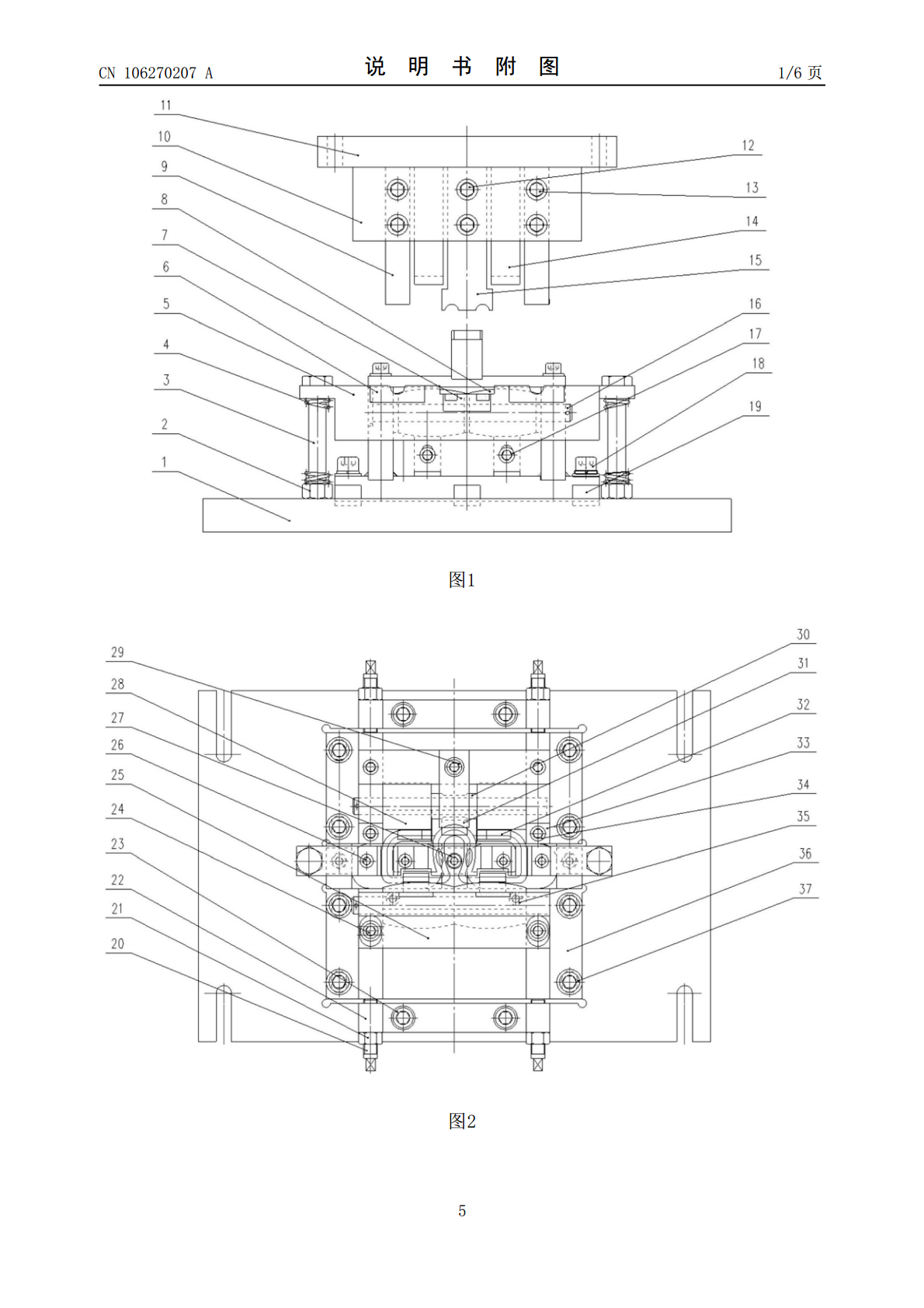
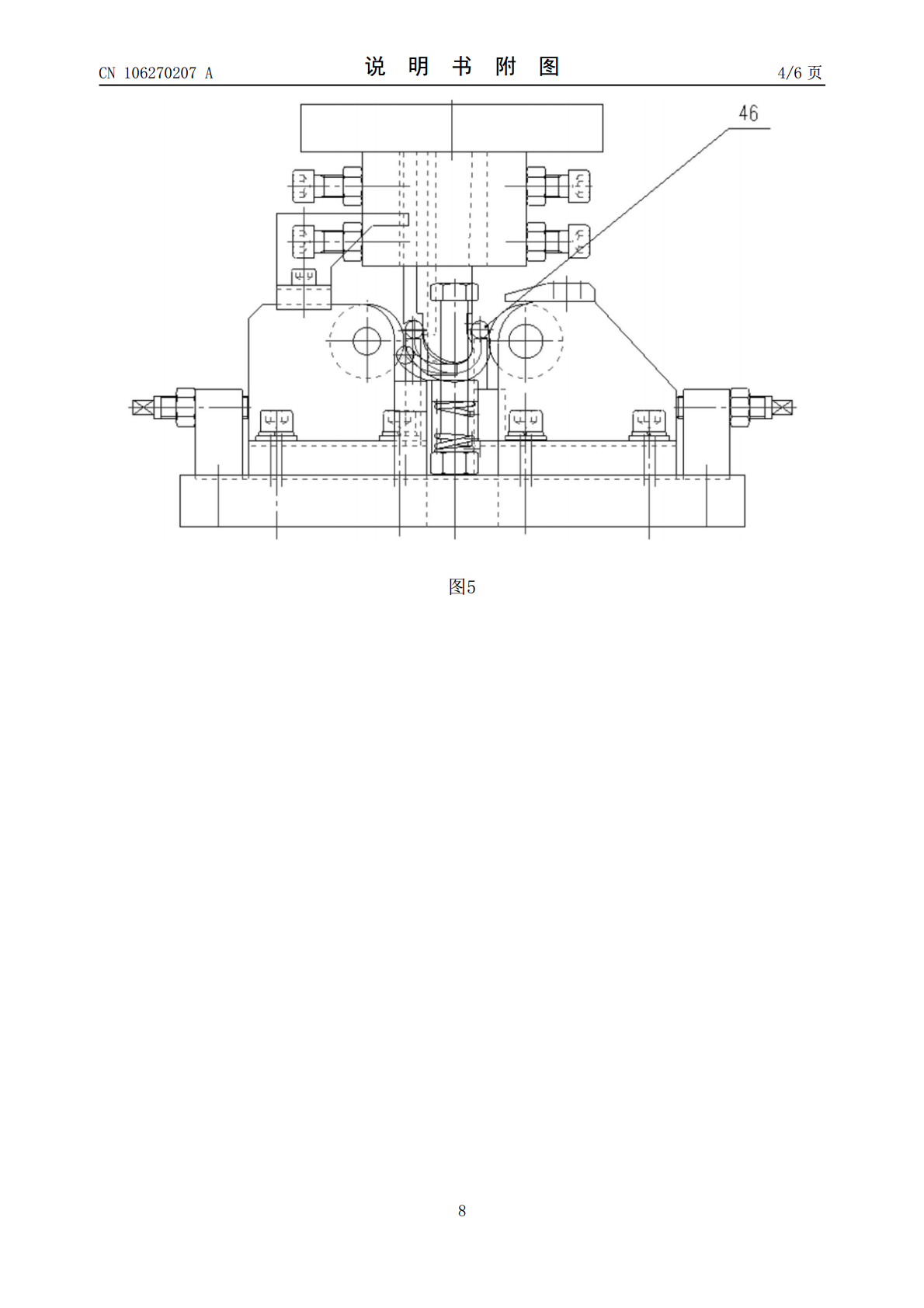
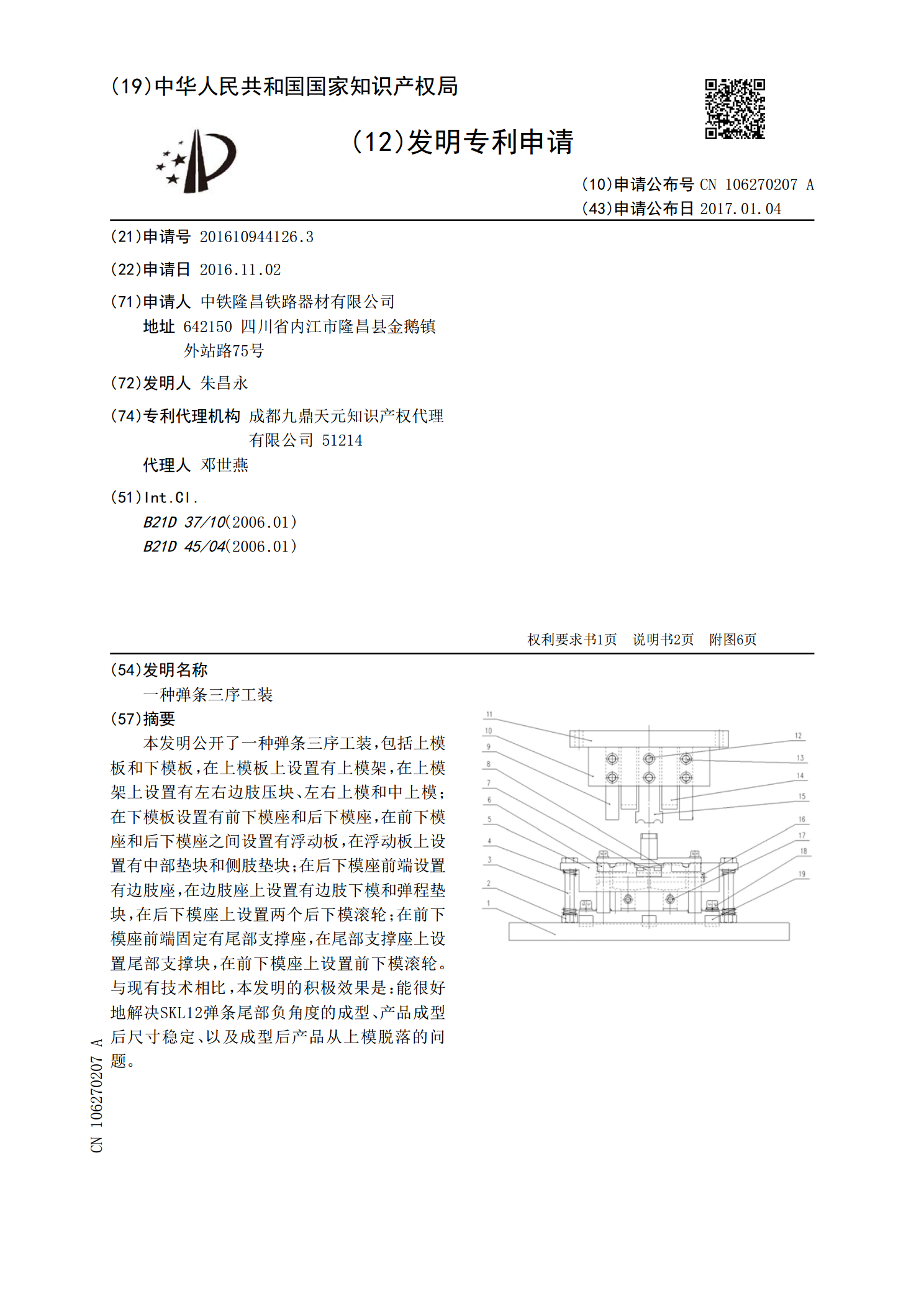
本发明公开了一种弹条三序工装,包括上模板和下模板,在上模板上设置有上模架,在上模架上设置有左右边肢压块、左右上模和中上模;在下模板设置有前下模座和后下模座,在前下模座和后下模座之间设置有浮动板,在浮动板上设置有中部垫块和侧肢垫块;在后下模座前端设置有边肢座,在边肢座上设置有边肢下模和弹程垫块,在后下模座上设置两个后下模滚轮;在前下模座前端固定有尾部支撑座,在尾部支撑座上设置尾部支撑块,在前下模座上设置前下模滚轮。与现有技术相比,本发明的积极效果是:能很好地解决SKL12弹条尾部负角度的成型、产品成型后尺寸
一种快速弹条工装.pdf
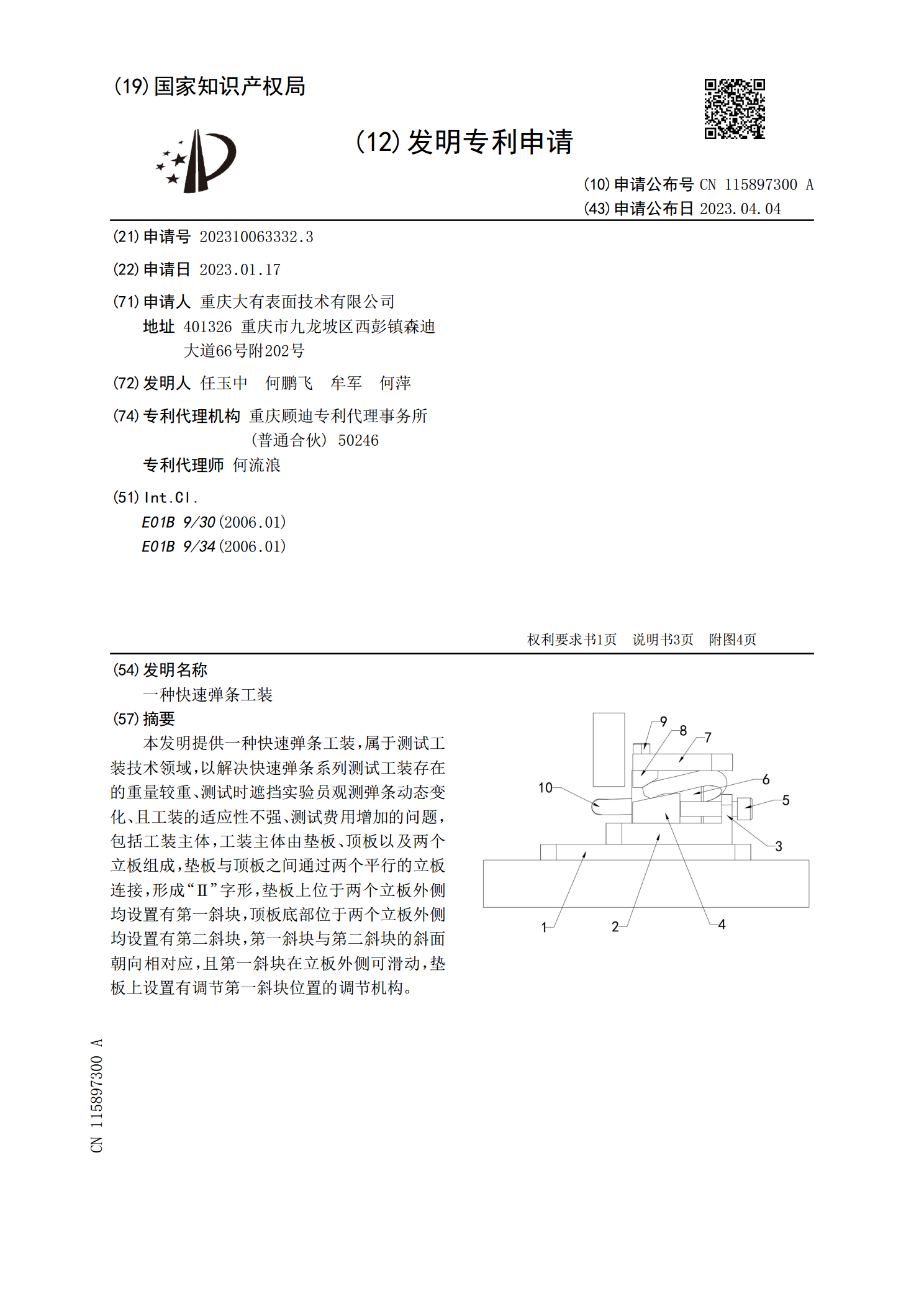
本发明提供一种快速弹条工装,属于测试工装技术领域,以解决快速弹条系列测试工装存在的重量较重、测试时遮挡实验员观测弹条动态变化、且工装的适应性不强、测试费用增加的问题,包括工装主体,工装主体由垫板、顶板以及两个立板组成,垫板与顶板之间通过两个平行的立板连接,形成“Ⅱ”字形,垫板上位于两个立板外侧均设置有第一斜块,顶板底部位于两个立板外侧均设置有第二斜块,第一斜块与第二斜块的斜面朝向相对应,且第一斜块在立板外侧可滑动,垫板上设置有调节第一斜块位置的调节机构。

一种用于ω型弹条生产的一序成型工装及成型方法.pdf
本发明公开了一种用于ω型弹条生产的一序成型工装及成型方法,成型工装包括上模板和下模板;在所述上模板上设置有左上模、右上模和中上模,在左上模和右上模上均设置上模滚轮,在中上模上设置有中上模滚轮;在所述下模板上设置有左下模座、右下模座和中下模,在左下模座和右下模座上均设置有承料轮、成型滚轮和下模垫块,在中下模上设置中下模滚轮。本发明提供的ω型弹条一序成型工装,在对弹条的两肢成型的同时亦对弹条的中部进行初成型,保证了弹条中部在后序工序中的定位;而且操作更简单,定位更准确;弹条中部通过在一序中的初成型和后面二序的

ω型弹条自动化生产三次成型工装.pdf
本发明公开了一种ω型弹条自动化生产三次成型工装,包括一序工装、二序工装和三序工装。与现有技术相比,本发明的积极效果是:一序上模板上都加工有凹槽,定位准确,调整方便快捷。所有的滚轮销的一端都加工成扁的,基体有凹槽,减小了滚轮基体的磨损。二序上模爪和下摆臂都装有圆锥滚子轴承,通过调整螺丝,可调整模具的串动,增强了模具的稳定性,提高了模具的使用寿命。三序的前后下模是分开式的,能适应多种型号弹条的生产,上模设计成分体式的,调整各尺寸更方便。

ω型弹条自动化生产初成型工装.pdf
本发明公开了一种ω型弹条自动化生产初成型工装,包括上模板和下模板;在上模板上设置有上模座和退料座,在上模座上设置有上模滚轮,在退料座内设置退料导套,在退料导套内设置有压簧,退料块通过内六角螺栓连接在退料导套上;在下模板上设置有短下模和中承下模,在短下模上设置有下模滚轮和下模垫块。与现有技术相比,本发明的积极效果是:本成型工装增加了退料机构,压型后工件都稳定地固定在下模,保证了工件稳定的位置。下模垫块镶有R凹槽的硬质合金,提高了使用寿命,同时在保证成型工件半径R时,工件不会有压痕。