
一种自动水表齿轮组装机及组装方法.pdf

一只****ng


1/9

2/9

3/9
4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动水表齿轮组装机及组装方法.pdf
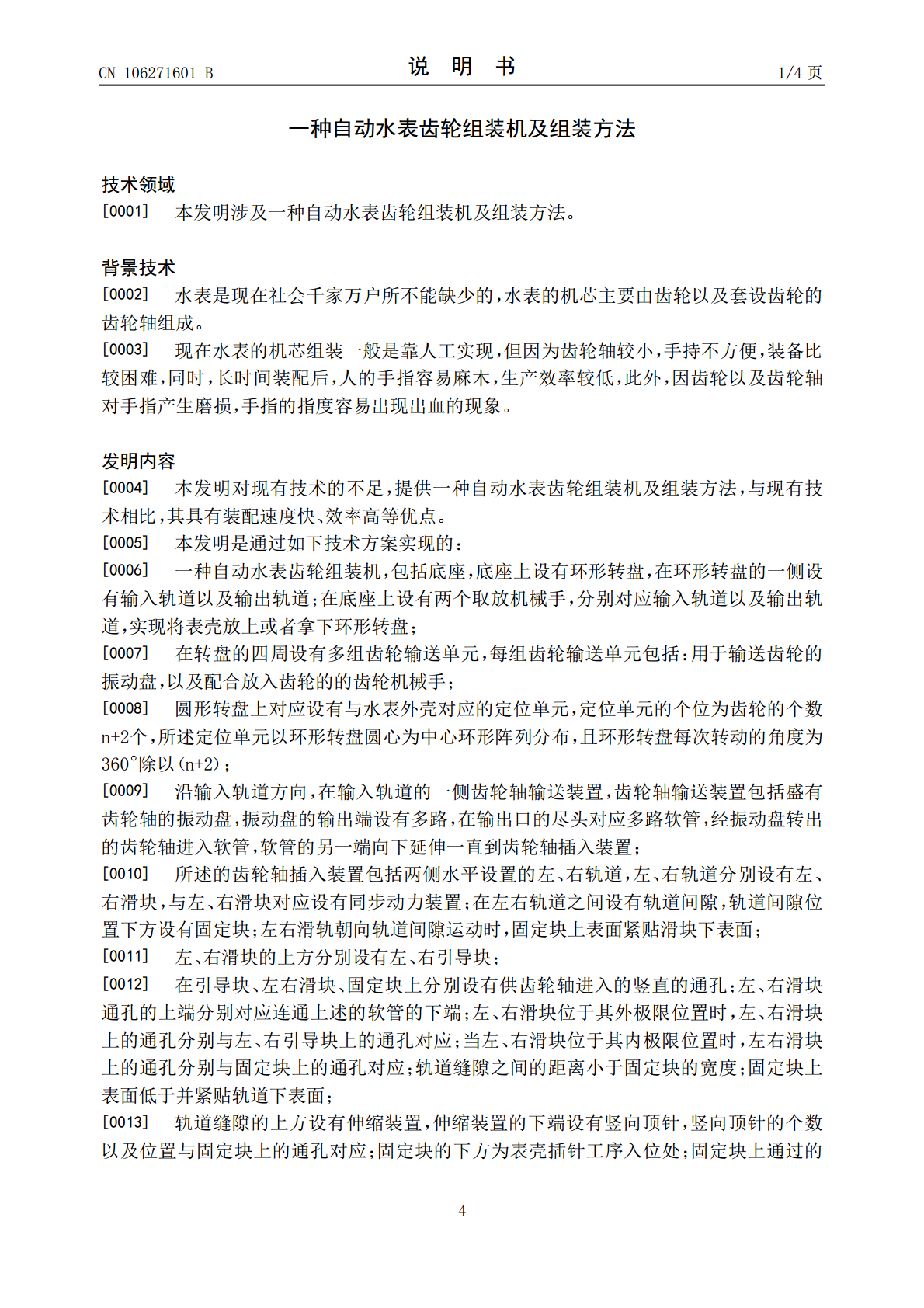
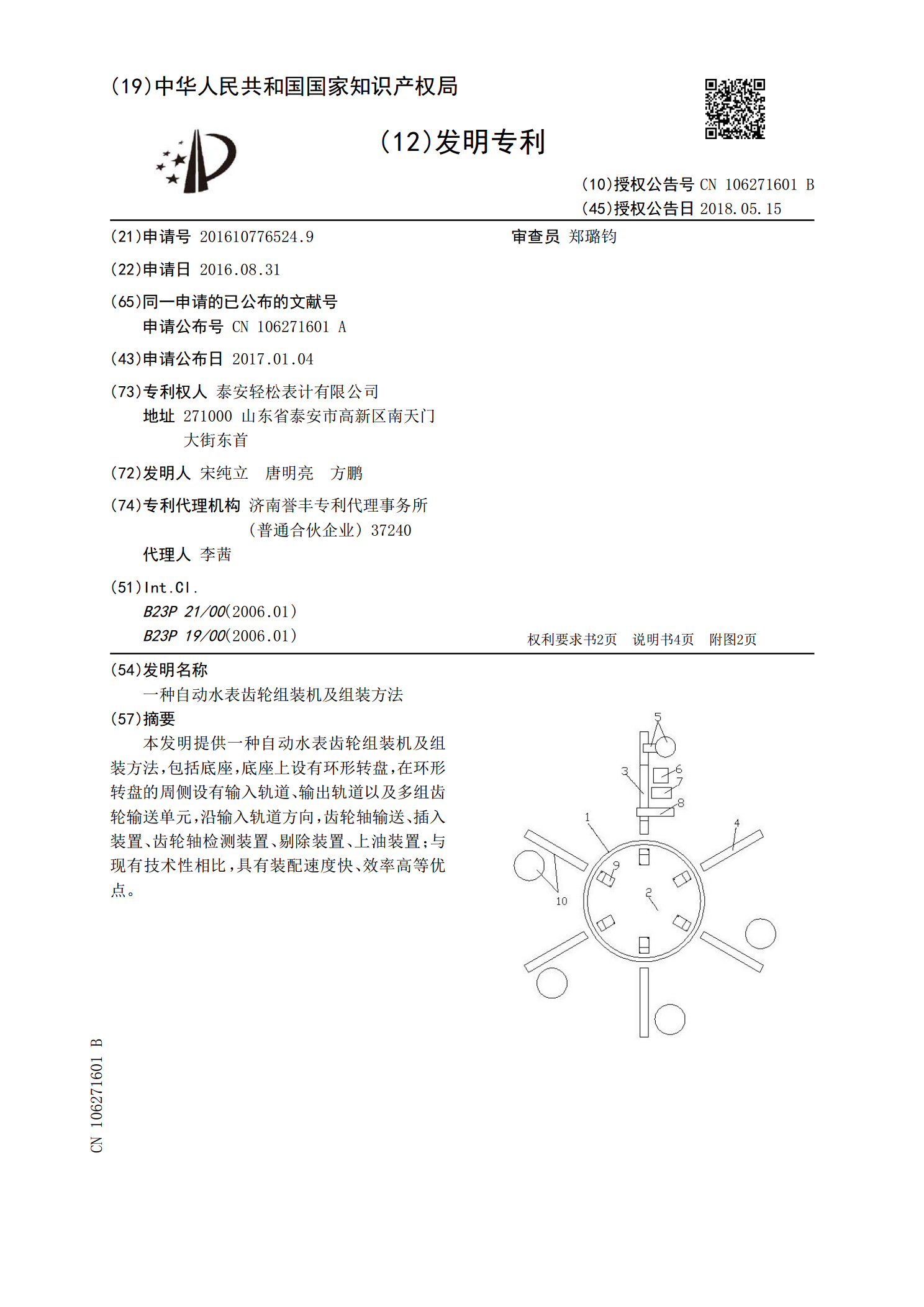
本发明提供一种自动水表齿轮组装机及组装方法,包括底座,底座上设有环形转盘,在环形转盘的周侧设有输入轨道、输出轨道以及多组齿轮输送单元,沿输入轨道方向,齿轮轴输送、插入装置、齿轮轴检测装置、剔除装置、上油装置;与现有技术性相比,具有装配速度快、效率高等优点。
一种齿轮自动组装机.pdf
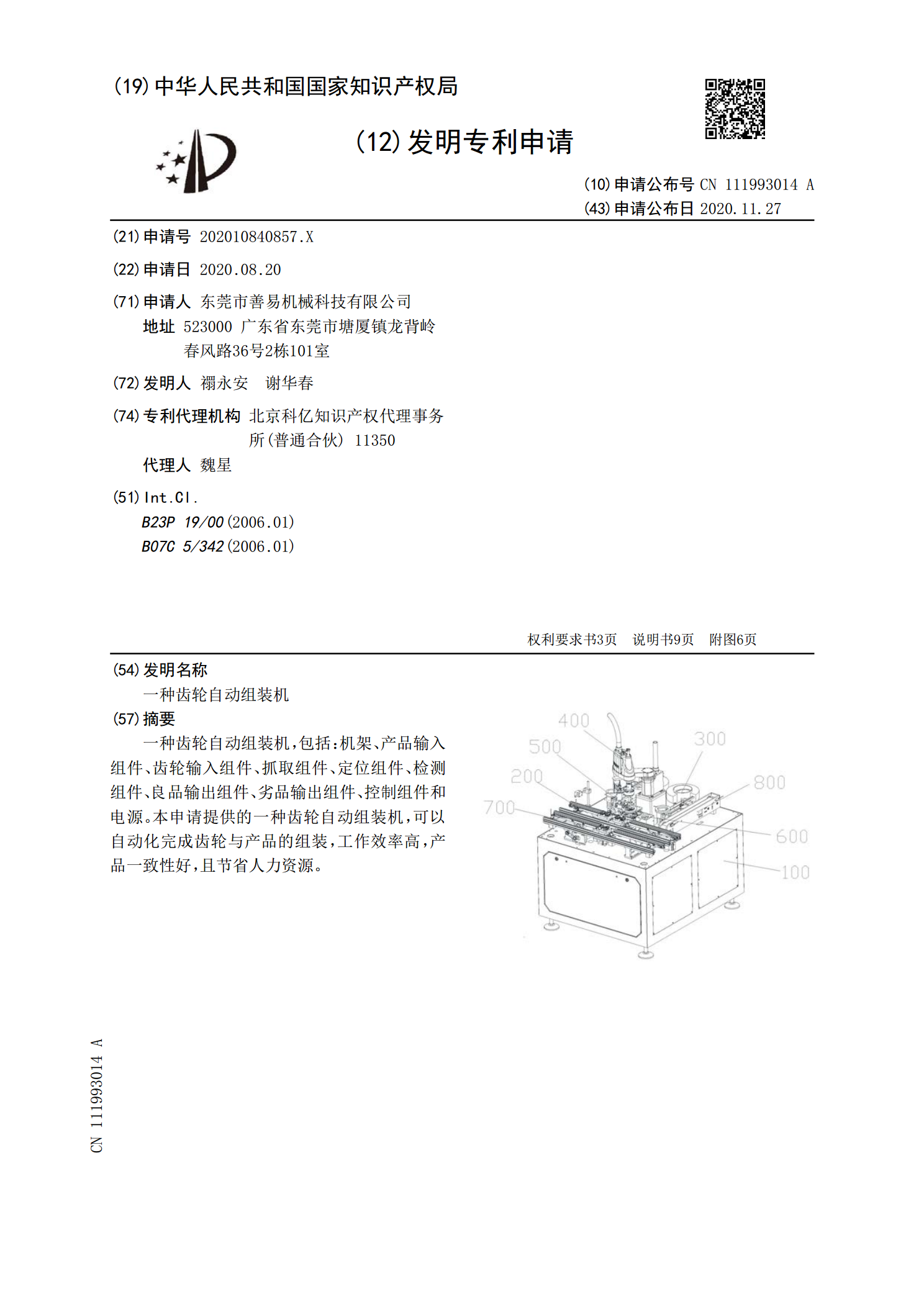
一种齿轮自动组装机,包括:机架、产品输入组件、齿轮输入组件、抓取组件、定位组件、检测组件、良品输出组件、劣品输出组件、控制组件和电源。本申请提供的一种齿轮自动组装机,可以自动化完成齿轮与产品的组装,工作效率高,产品一致性好,且节省人力资源。

行星齿轮组件自动组装机.pdf
本发明涉及机械零件自动装配领域,具体为一种行星齿轮组件自动组装机,可完全替代人工完成行星齿轮组件的组装。包括自动排序机构;对排序后的圆柱滚子定量分送至装配工位的定量分送机构;将排序后的圆柱滚子装填到行星齿轮内孔里的自动装填机构;装填圆柱滚子时对行星齿轮进行定位的齿轮定位机构;物料料仓逐级抬升送料机构;五套大小垫片的储料和送料机构以及间歇传送机构。本发明可使圆柱滚子由散乱的无序状态变为按一定顺序排列的有序状态,排序后的圆柱滚子自动有序地被推送至加工或装配工位,并且被送至自动装填机构;同时装配零件储料筒的自动
一种齿轮箱胶圈的自动组装机.pdf
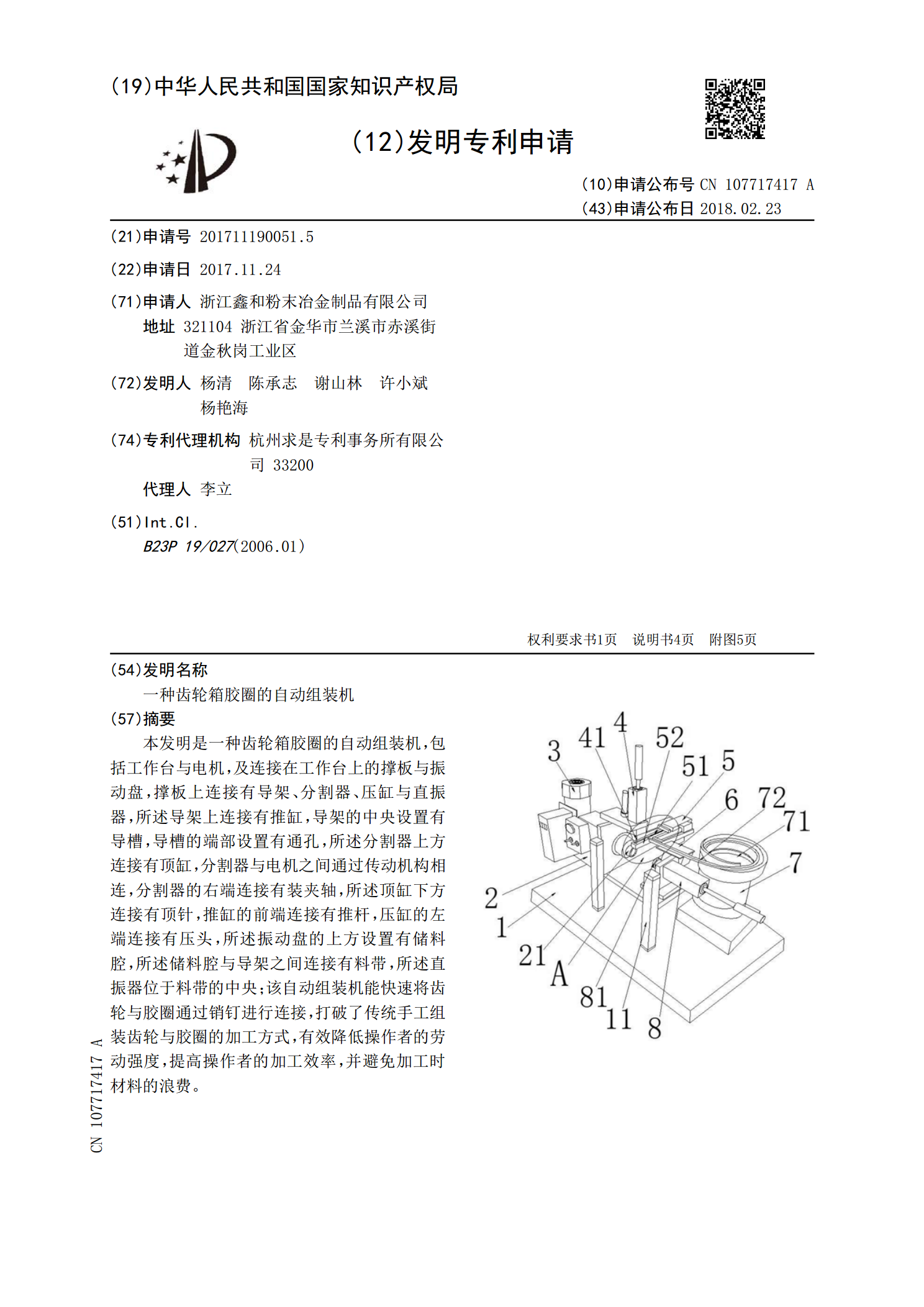
本发明是一种齿轮箱胶圈的自动组装机,包括工作台与电机,及连接在工作台上的撑板与振动盘,撑板上连接有导架、分割器、压缸与直振器,所述导架上连接有推缸,导架的中央设置有导槽,导槽的端部设置有通孔,所述分割器上方连接有顶缸,分割器与电机之间通过传动机构相连,分割器的右端连接有装夹轴,所述顶缸下方连接有顶针,推缸的前端连接有推杆,压缸的左端连接有压头,所述振动盘的上方设置有储料腔,所述储料腔与导架之间连接有料带,所述直振器位于料带的中央;该自动组装机能快速将齿轮与胶圈通过销钉进行连接,打破了传统手工组装齿轮与胶圈
泵内齿轮自动组装机构.pdf
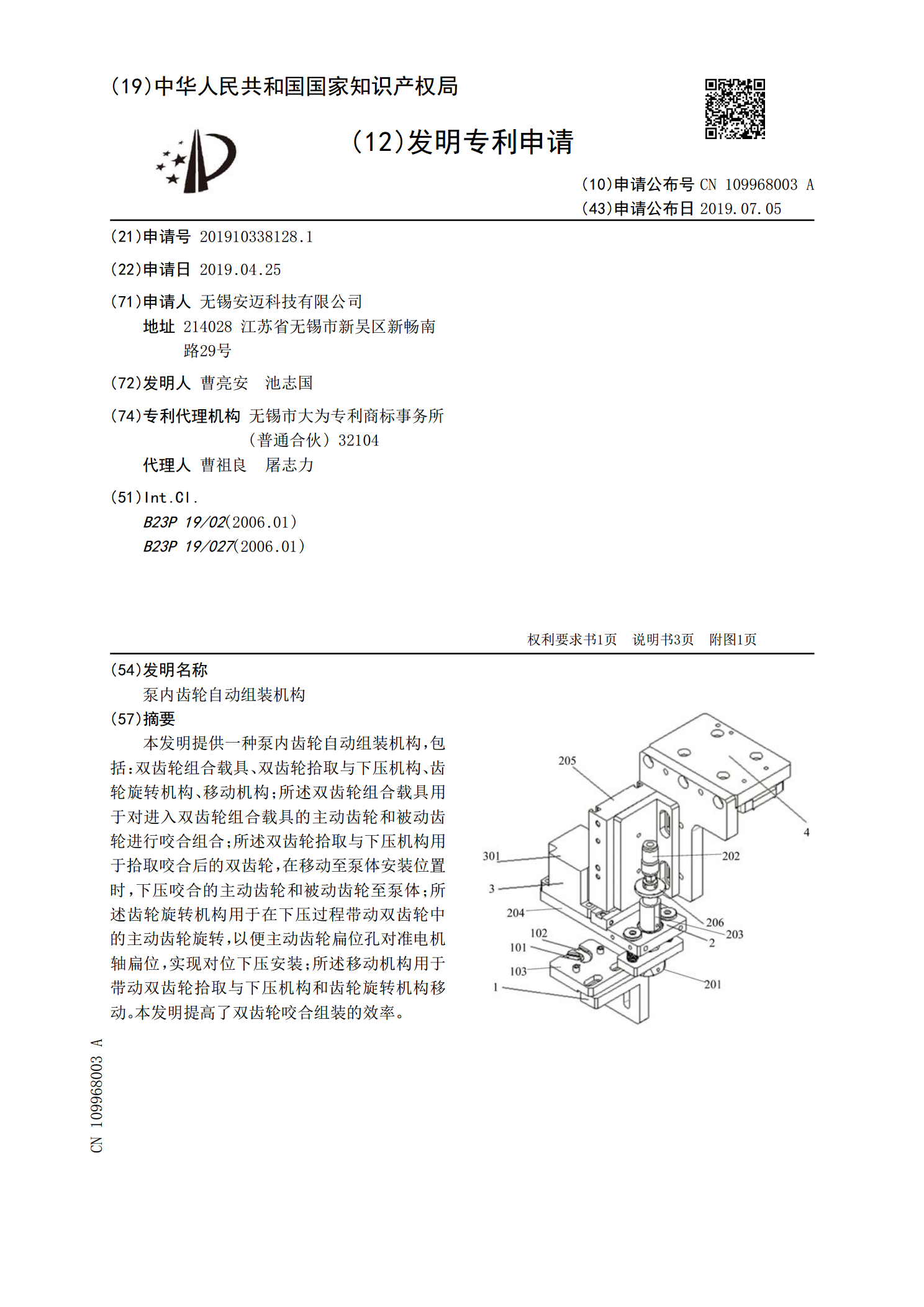
本发明提供一种泵内齿轮自动组装机构,包括:双齿轮组合载具、双齿轮拾取与下压机构、齿轮旋转机构、移动机构;所述双齿轮组合载具用于对进入双齿轮组合载具的主动齿轮和被动齿轮进行咬合组合;所述双齿轮拾取与下压机构用于拾取咬合后的双齿轮,在移动至泵体安装位置时,下压咬合的主动齿轮和被动齿轮至泵体;所述齿轮旋转机构用于在下压过程带动双齿轮中的主动齿轮旋转,以便主动齿轮扁位孔对准电机轴扁位,实现对位下压安装;所述移动机构用于带动双齿轮拾取与下压机构和齿轮旋转机构移动。本发明提高了双齿轮咬合组装的效率。