
一种汽车前轮罩的加工方法.pdf

子安****吖吖

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车前轮罩的加工方法.pdf
本发明公开了一种汽车前轮罩的加工方法,将板料放入落料机的落料模上进行落料,得到产品成形所需的落料尺寸,将落料的半成品放在加热箱内进行加热至工艺条件规定的温度,将加热后的半成品快速放入拉伸机的拉伸模中进行拉伸,冷却后进行测量、检测和筛选,得到拉伸形状、尺寸精度符合产品要求的拉伸件,将拉伸后的半成品放入四工位冲床上的修边冲孔模上,修边冲孔后移入侧修边冲孔模上,侧修边冲孔后移入翻孔整形模上,翻孔整形后移入冲孔模上进行冲孔,将冲孔后的成品放在抛光机上,对冲孔以及成品表面进行抛光。本发明方法合理,操作方便,加工出的

一种汽车前轮罩板的加工方法.pdf
本发明公开了一种汽车前轮罩板的加工方法,首先将避震支架与前轮罩板进行焊接,然后将加强板与第一道工序件进行焊接,将第二道工序件与翼子板安装板焊接,形成前轮罩板工件,然后将挡泥板与前轮罩板工件沿着挡泥板焊接缝进行焊接,最后将前排照灯安装支架与第四道工序件进行焊接。这样避震支架与前轮罩板之间先定位再焊接,保证了与加强板焊接前不会产生位置偏移,利用翼子板安装板的前支架和后支架分别与所述加强板和所述避震支架连接,整体强度得到增加。

一种汽车用前轮罩检具.pdf
一种汽车用前轮罩检具,包括底座(1),底座(1)上设有操作台,所述的操作台上安装有两个检测块组件及六个检测块,并通过这两个检测块组件及六个检测块围成产品检测口;在检测口内设有一个中部孔位检测座(10),其特征在于:所述的检测块组件、部分检测块与中部孔位检测座(10)上设有检测销安装孔;先将工作(15)放置在检测口上定位安装好,后使用检测销(12)锁入检测销安装孔中对待检测的孔进行孔位置度及孔径大小检测,后再使用止通规(13)检测工件(15)周边轮廓是否符合公差要求;本发明,操作简单、可成倍提高加工效率、减

汽车前轮罩总成.pdf
本发明公开了一种汽车前轮罩总成,包括前减震安装板,以及焊接在前减震安装板下方的前轮罩中段板;前减震安装板长度方向的一侧为呈半圆弧形的圆弧边,圆弧边以及两侧均具有向下延伸形成的裙边;前轮罩中段板在竖向上整体呈圆弧形,且其上端与裙边相衔接;前减震安装板的正下方还焊接有前减震器加强板,前减震器加强板包括顶板,顶板位于前减震安装板宽度方向的两侧以及背离圆弧边的一侧均具有向下延伸形成的侧边;前减震安装板的裙边与对应的前减震器加强板的侧边焊接固定。本发明具有结构设计合理,自身强度较高,有利于降低前轮罩总成的变形程度,
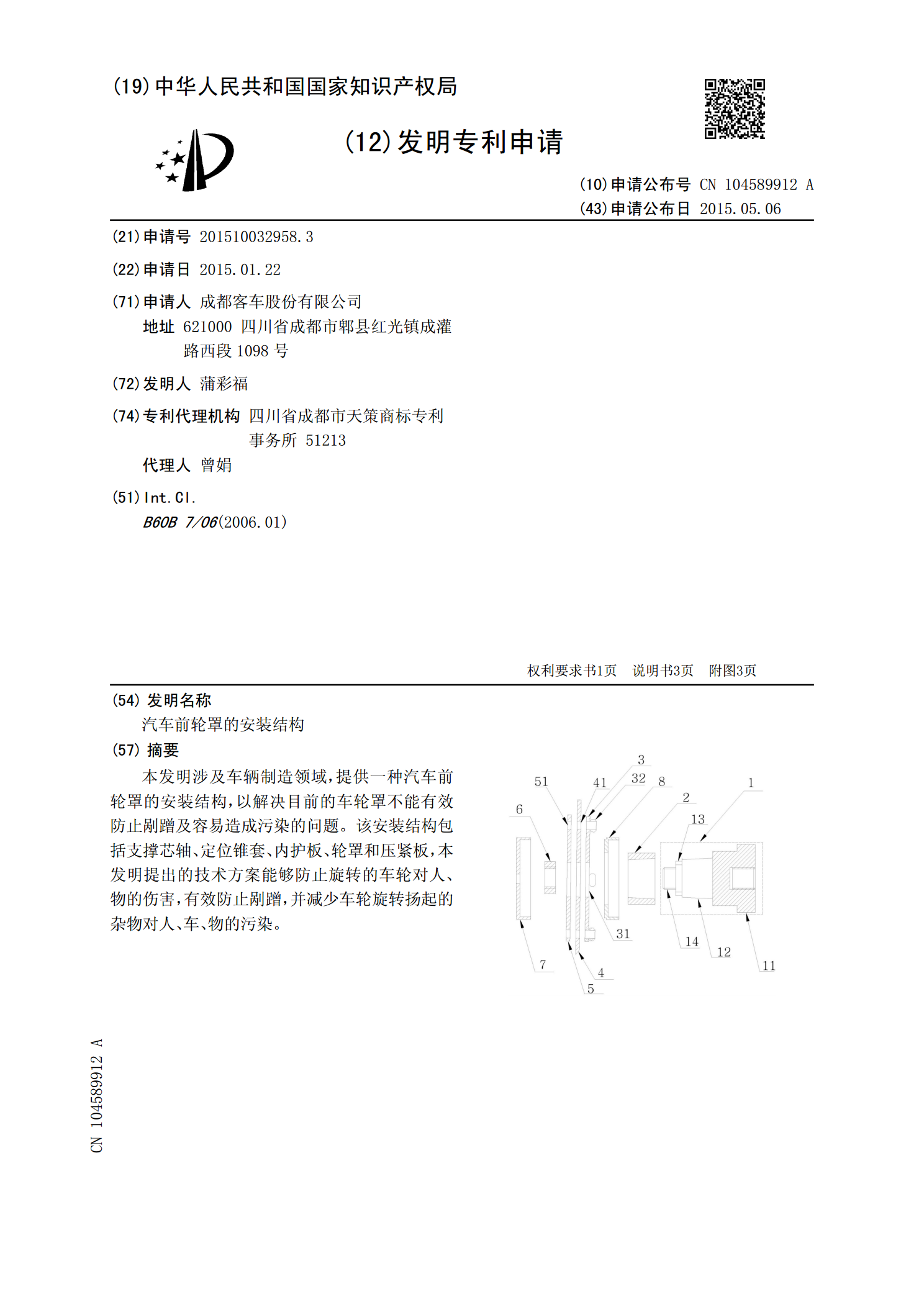
汽车前轮罩的安装结构.pdf
本发明涉及车辆制造领域,提供一种汽车前轮罩的安装结构,以解决目前的车轮罩不能有效防止剐蹭及容易造成污染的问题。该安装结构包括支撑芯轴、定位锥套、内护板、轮罩和压紧板,本发明提出的技术方案能够防止旋转的车轮对人、物的伤害,有效防止剐蹭,并减少车轮旋转扬起的杂物对人、车、物的污染。