
吹塑成型系统.pdf

玄静****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
吹塑成型系统.pdf
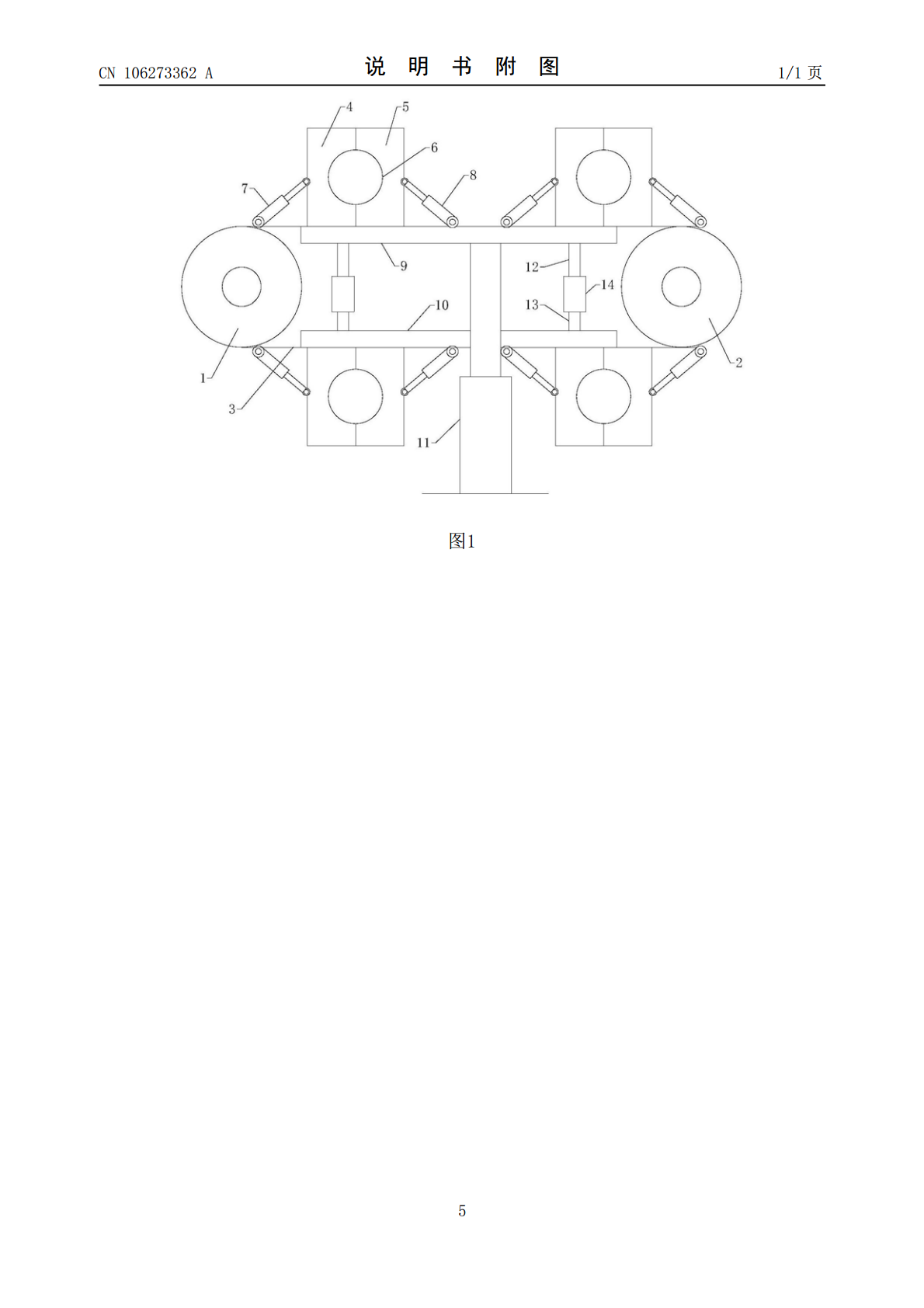
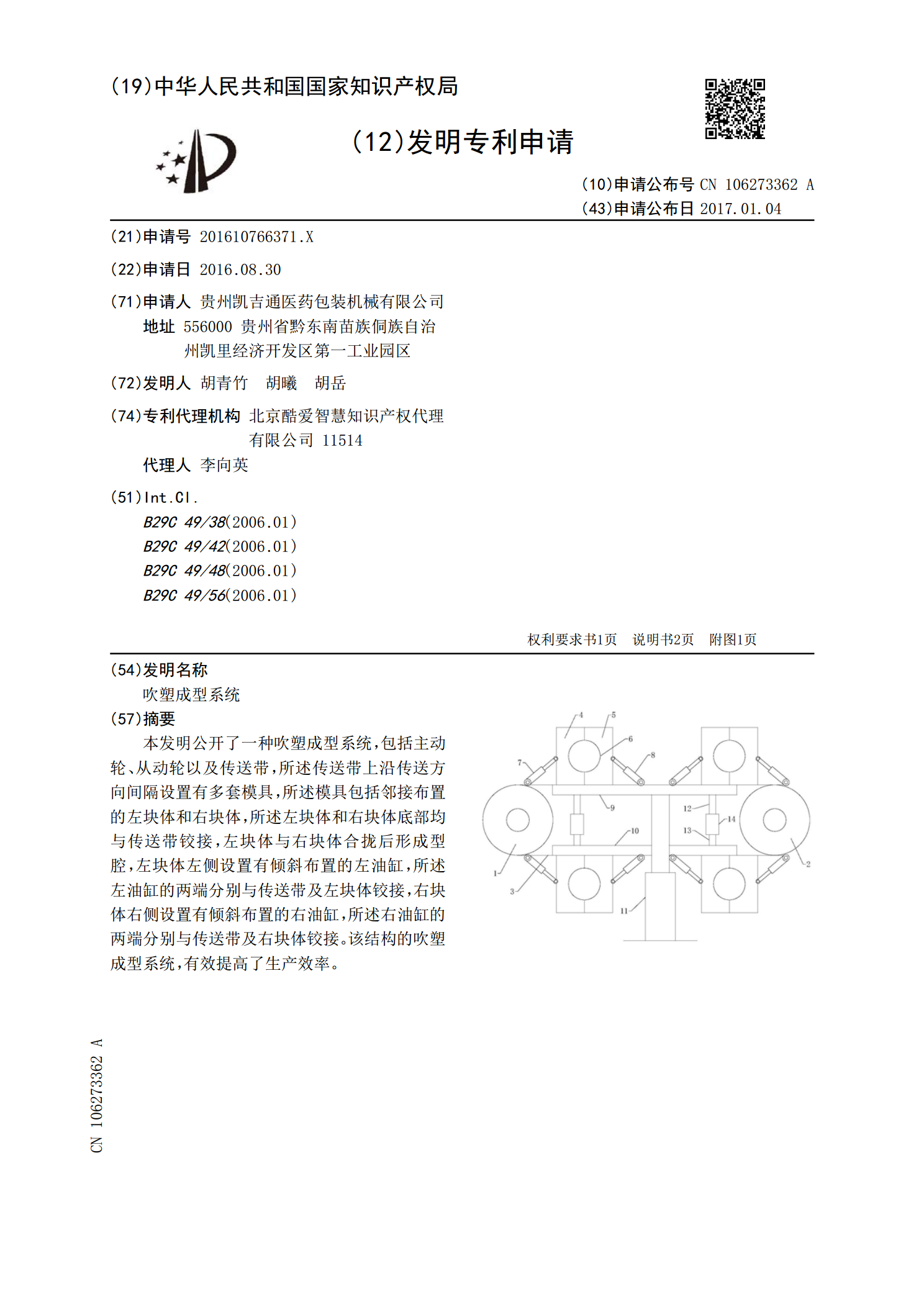
本发明公开了一种吹塑成型系统,包括主动轮、从动轮以及传送带,所述传送带上沿传送方向间隔设置有多套模具,所述模具包括邻接布置的左块体和右块体,所述左块体和右块体底部均与传送带铰接,左块体与右块体合拢后形成型腔,左块体左侧设置有倾斜布置的左油缸,所述左油缸的两端分别与传送带及左块体铰接,右块体右侧设置有倾斜布置的右油缸,所述右油缸的两端分别与传送带及右块体铰接。该结构的吹塑成型系统,有效提高了生产效率。
吹塑机成型模具系统.pdf
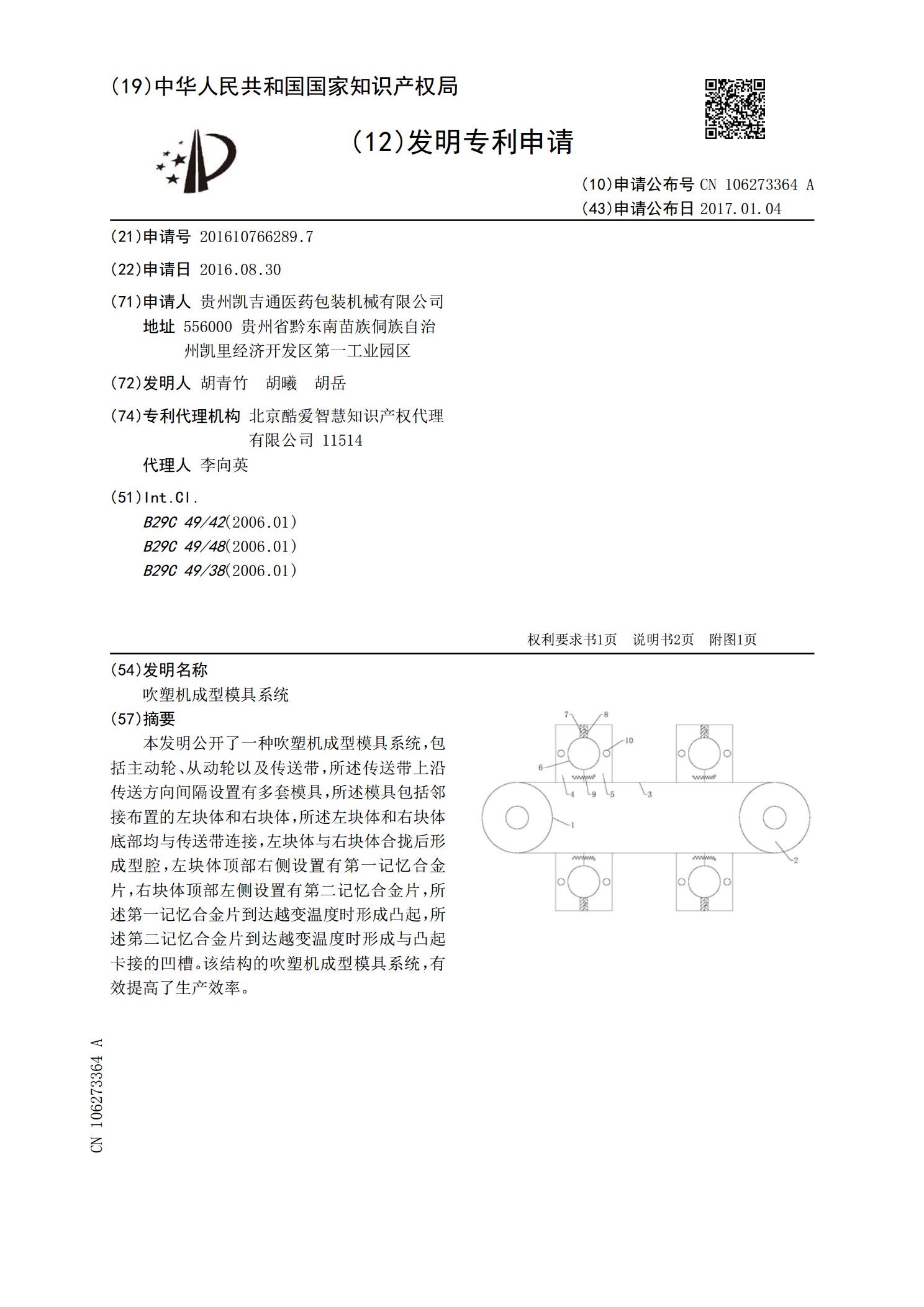
本发明公开了一种吹塑机成型模具系统,包括主动轮、从动轮以及传送带,所述传送带上沿传送方向间隔设置有多套模具,所述模具包括邻接布置的左块体和右块体,所述左块体和右块体底部均与传送带连接,左块体与右块体合拢后形成型腔,左块体顶部右侧设置有第一记忆合金片,右块体顶部左侧设置有第二记忆合金片,所述第一记忆合金片到达越变温度时形成凸起,所述第二记忆合金片到达越变温度时形成与凸起卡接的凹槽。该结构的吹塑机成型模具系统,有效提高了生产效率。

液体吹塑成型装置以及液体吹塑成型方法.pdf
液体吹塑成型装置(1)包括:吹塑成型模具(8),以留出预制件(3)的开口(3a)的方式容纳预制件(3),开口(3a)用作预制件(3)的开口端;吹塑喷嘴(10),将加压液体供应到预制件(3)中;分隔壁构件(22)紧密地围绕预制件(3)的开口(3a)的外壁面的外围,并与外壁面形成开口外加压空间(20);以及加压流体供应工具(24),用于将加压流体供应到开口外加压空间(20)中,使得开口外加压空间(20)中的压力变得比预制件(3)内的压力高。
具有吹塑喷嘴清洁装置的成型系统.pdf
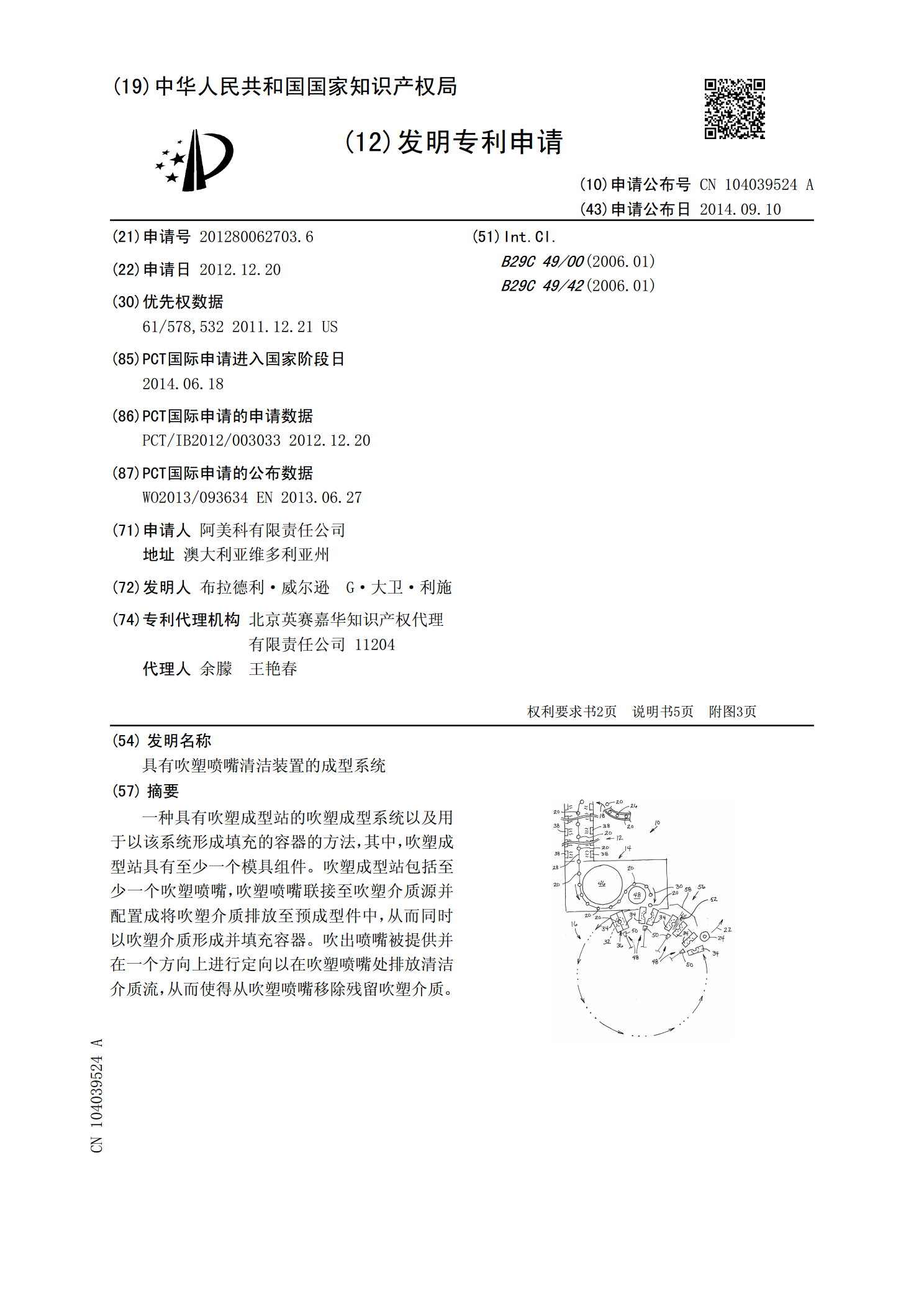
一种具有吹塑成型站的吹塑成型系统以及用于以该系统形成填充的容器的方法,其中,吹塑成型站具有至少一个模具组件。吹塑成型站包括至少一个吹塑喷嘴,吹塑喷嘴联接至吹塑介质源并配置成将吹塑介质排放至预成型件中,从而同时以吹塑介质形成并填充容器。吹出喷嘴被提供并在一个方向上进行定向以在吹塑喷嘴处排放清洁介质流,从而使得从吹塑喷嘴移除残留吹塑介质。
吹塑成型设备.pdf
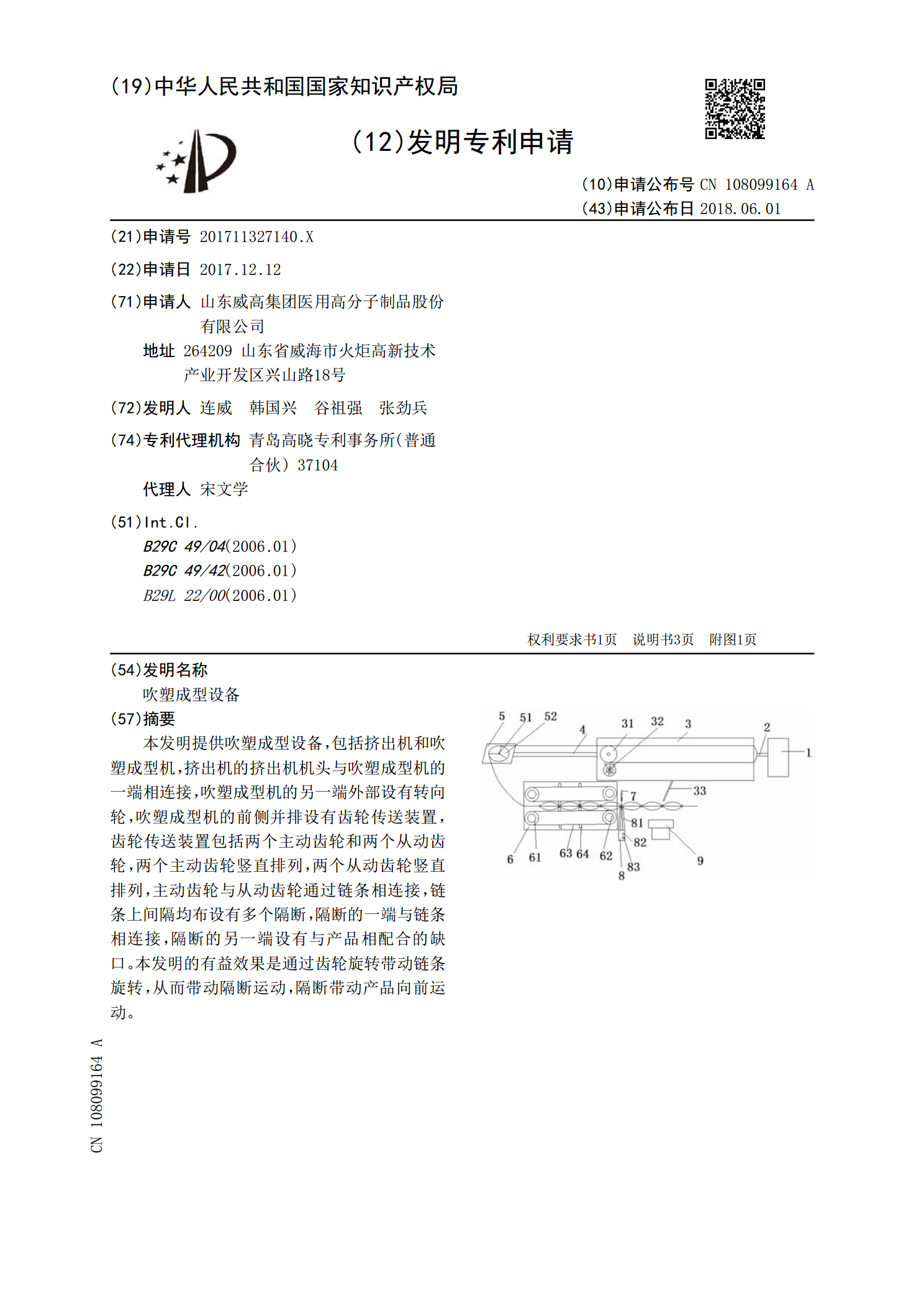
本发明提供吹塑成型设备,包括挤出机和吹塑成型机,挤出机的挤出机机头与吹塑成型机的一端相连接,吹塑成型机的另一端外部设有转向轮,吹塑成型机的前侧并排设有齿轮传送装置,齿轮传送装置包括两个主动齿轮和两个从动齿轮,两个主动齿轮竖直排列,两个从动齿轮竖直排列,主动齿轮与从动齿轮通过链条相连接,链条上间隔均布设有多个隔断,隔断的一端与链条相连接,隔断的另一端设有与产品相配合的缺口。本发明的有益效果是通过齿轮旋转带动链条旋转,从而带动隔断运动,隔断带动产品向前运动。