
一种汽车前差速器总成的流水线装配工艺.pdf

雨巷****凝海

1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车前差速器总成的流水线装配工艺.pdf
一种汽车前差速器总成的流水线装配工艺,其特征是先将待装配各零件上的油污、锈迹清除干净,用压缩空气吹干后分别置于装配线上各相应的工位上,再进行顺序装配:分别将待装配零件装入差速器壳体内腔,调整行星齿轮和半轴齿轮之间的间隙,转动半轴齿轮时不得有卡滞和松动现象,对准行星齿轮轴、差速器壳体上的小孔打入锁止销,冲铆锁止销两端紧固,使用专用工具在液压机上将从动齿轮压入差速器壳体上,安装从动齿轮连接螺栓、紧固至规定力矩,使用专用工具将差速器两侧的轴承逐个压入差速器壳体两端,将安装好的差速器总成从流水线上下线成产品。装配
汽车差速器总成装配工艺.pdf
一种汽车差速器总成装配工艺,其特征是先清除干净各装配零件上的油污、锈迹,再进行顺序装配:使用选垫机测量差速器壳体内腔、检测出需要的行星齿轮垫片、半轴齿轮垫片,分别将半轴齿轮、半轴齿轮垫片、行星齿轮和行星齿轮垫片、行星齿轮轴装入差速器壳体内腔,使用专用测量装置测量、调整行星齿轮和半轴齿轮之间的间隙,转动半轴齿轮时不得有卡滞和松动现象,将螺纹锁固剂涂覆在螺栓螺纹上,由螺栓将从动齿轮紧固在差速器壳体上至规定力矩,使用专用工具将差速器轴承压入差速器壳体两端,下线成产品。行星齿轮和半轴齿轮之间的间隙稳定,产品的一致
吉利远景差速器分总成装配工艺.pdf
题目:吉利远景差速器分总成装配工艺目录1.差速器分总成简介..........................................................................................................11.1差速器分总成的原理............................................................................................11.2差速器分总成的作用..
汽车前驱变速器的差速器总成.pdf
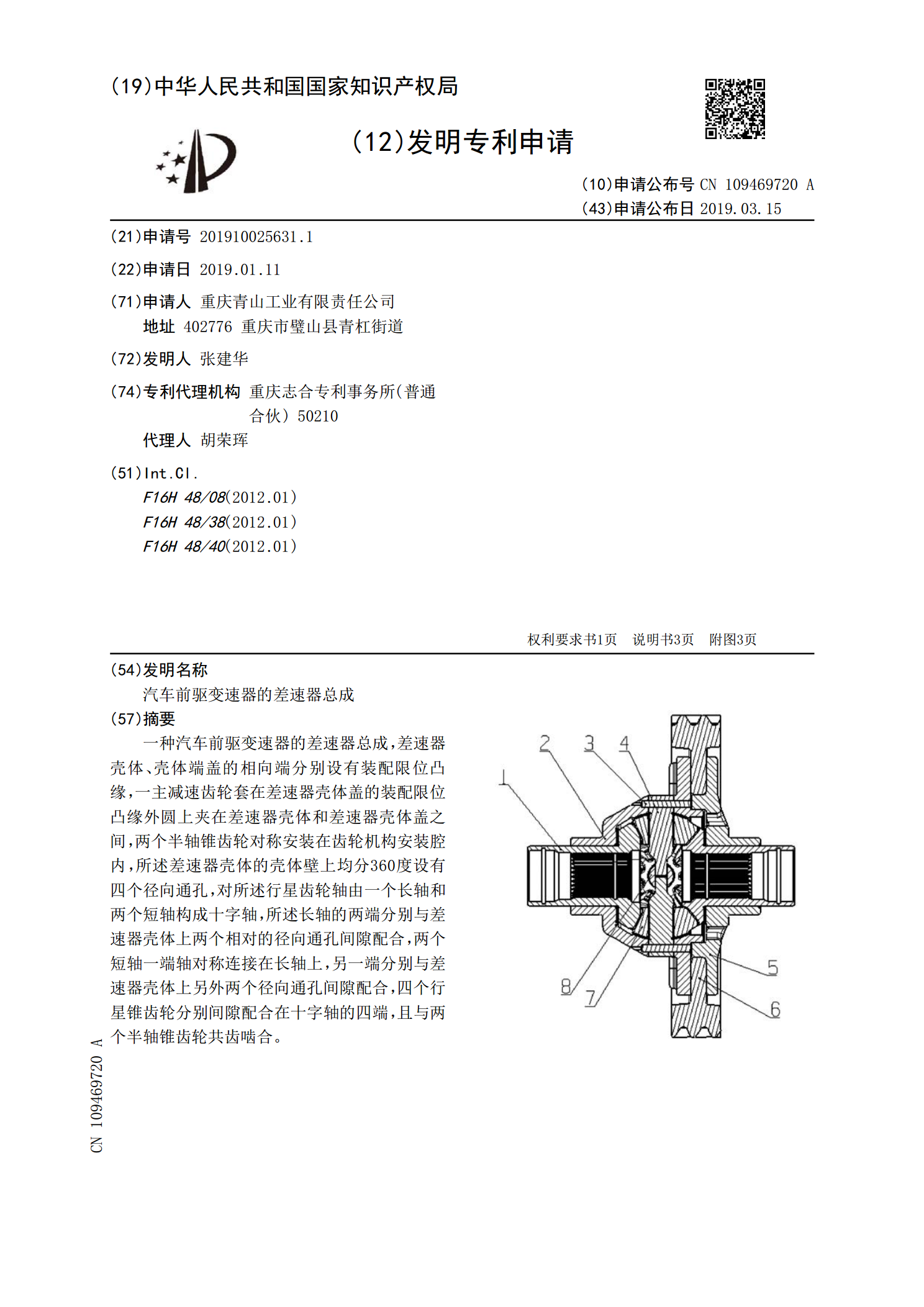
一种汽车前驱变速器的差速器总成,差速器壳体、壳体端盖的相向端分别设有装配限位凸缘,一主减速齿轮套在差速器壳体盖的装配限位凸缘外圆上夹在差速器壳体和差速器壳体盖之间,两个半轴锥齿轮对称安装在齿轮机构安装腔内,所述差速器壳体的壳体壁上均分360度设有四个径向通孔,对所述行星齿轮轴由一个长轴和两个短轴构成十字轴,所述长轴的两端分别与差速器壳体上两个相对的径向通孔间隙配合,两个短轴一端轴对称连接在长轴上,另一端分别与差速器壳体上另外两个径向通孔间隙配合,四个行星锥齿轮分别间隙配合在十字轴的四端,且与两个半轴锥齿轮

一种差速器传动总成的预装配装置.pdf
本发明涉及差速器装配领域,特别涉及一种差速器传动总成的预装配装置,包括承托导流组件、左侧进给组件、右侧进给组件、防旋组件以及防翘组件,承托导流组件的左右两侧外分别设置有左侧防窜组件和右侧防窜组件,左侧进给组件和右侧进给组件分别设置在左侧防窜组件和右侧防窜组件的外侧,防旋组件设置在承托导流组件的正下方,防翘组件设置在承托导流组件上游端的上方,左侧进给组件和右侧进给组件在常态下均与承托导流组件的上游端留有能够将单个传动总成上料至防旋组件上的给料区域,本发明能够自动将待装配的传动总成定位在设定的姿态并送入装配区