
一种客车前大灯总成检具.pdf

梦影****主a

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种客车前大灯总成检具.pdf
一种客车前大灯总成检具,包含底座,所述的底座为矩形形态,并在底座下部四个脚上安装有活动轮,底座工作面上设有以工件外轮廓为形状的测量孔,在测量孔内的工作面设有多个安装柱,安装柱上设有孔位;其特征在于:所述的测量孔与工件外轮廓之间的间隙设在3~6mm之间。本发明,结构简单、检测简单方便了客车前大灯总成检测操作,测量块采用代木树脂材料,大大降低了检具的重量。

一种客车前大灯总成用简易检具.pdf
一种客车前大灯总成用简易检具,包含底座(1),所述的底座(1)为矩形形态,并在底座(1)下部四个脚上安装有活动轮(2),底座(1)工作面上设有以工件(8)外轮廓为形状的测量孔(3),在测量孔(3)内设有多个安装柱(4),安装柱(4)上设有孔位;其特征在于:所述的测量孔(3)内放入工件(8),工件(8)通过其上的装车螺栓定位安装在安装柱(4)上的孔内,使用通止规,面差规实现工件(8)总成的检测工作;本发明,结构简单、检测简单可广泛用于客车大灯的检测操作,可以大大降低成本。
一种拨叉总成模拟检具.pdf
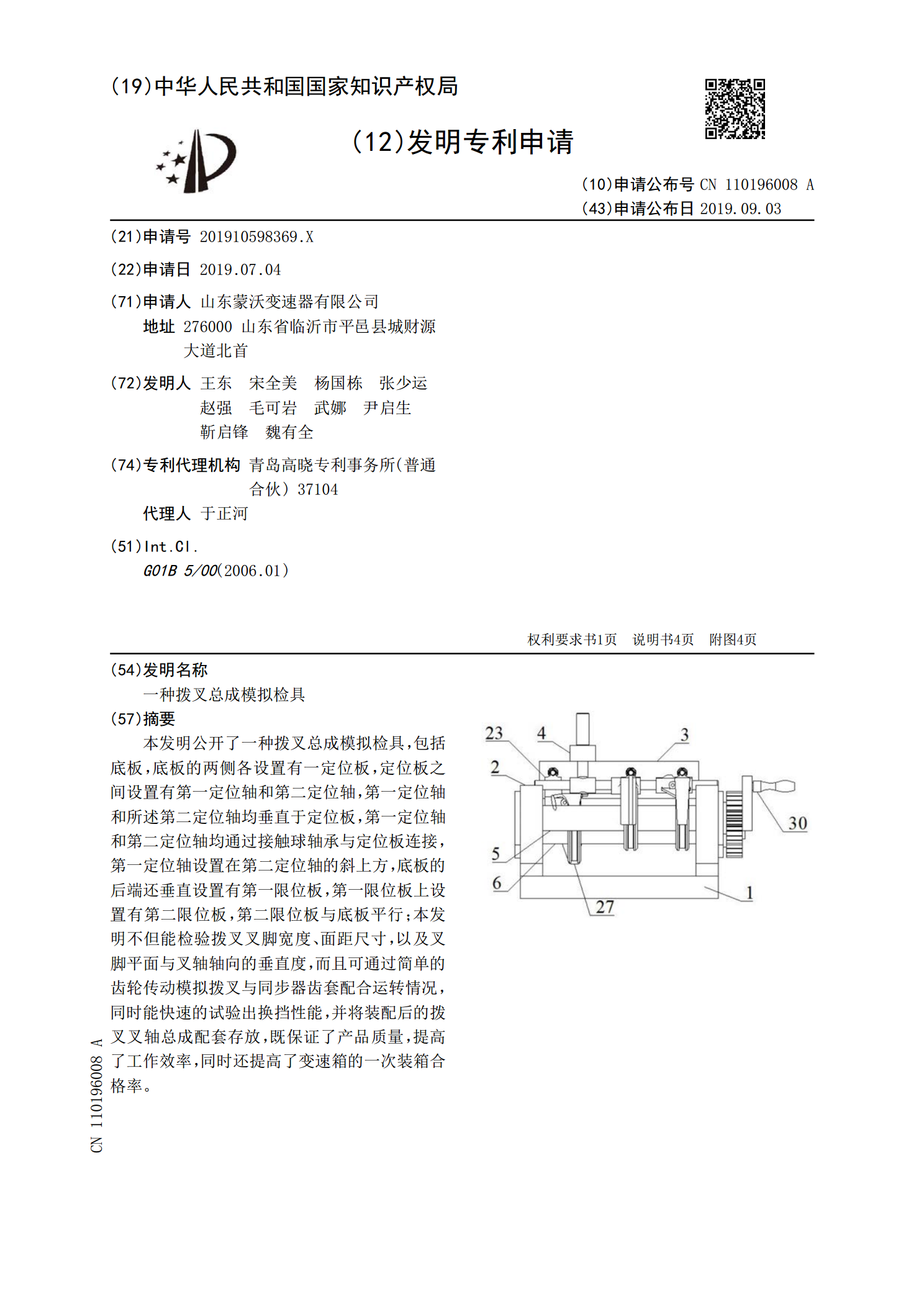
本发明公开了一种拨叉总成模拟检具,包括底板,底板的两侧各设置有一定位板,定位板之间设置有第一定位轴和第二定位轴,第一定位轴和所述第二定位轴均垂直于定位板,第一定位轴和第二定位轴均通过接触球轴承与定位板连接,第一定位轴设置在第二定位轴的斜上方,底板的后端还垂直设置有第一限位板,第一限位板上设置有第二限位板,第二限位板与底板平行;本发明不但能检验拨叉叉脚宽度、面距尺寸,以及叉脚平面与叉轴轴向的垂直度,而且可通过简单的齿轮传动模拟拨叉与同步器齿套配合运转情况,同时能快速的试验出换挡性能,并将装配后的拨叉叉轴总成

一种保险杠总成检具.pdf
一种保险杠总成检具,包含底座,所述的底座为矩形形态,并在底座左右两端设有手把,底座工作面上固定有一个以工件外轮廓为形状的检测孔,检测孔内边缘内侧设有基面,在检测孔内的工作面上设有多个安装柱,其特征在于:所述的安装柱上设有孔位;检测孔通过支架安装在底座上。本发明,结构简单便于操作,检测方便快捷、可成倍提高检测效率,大大降低了质量成本。
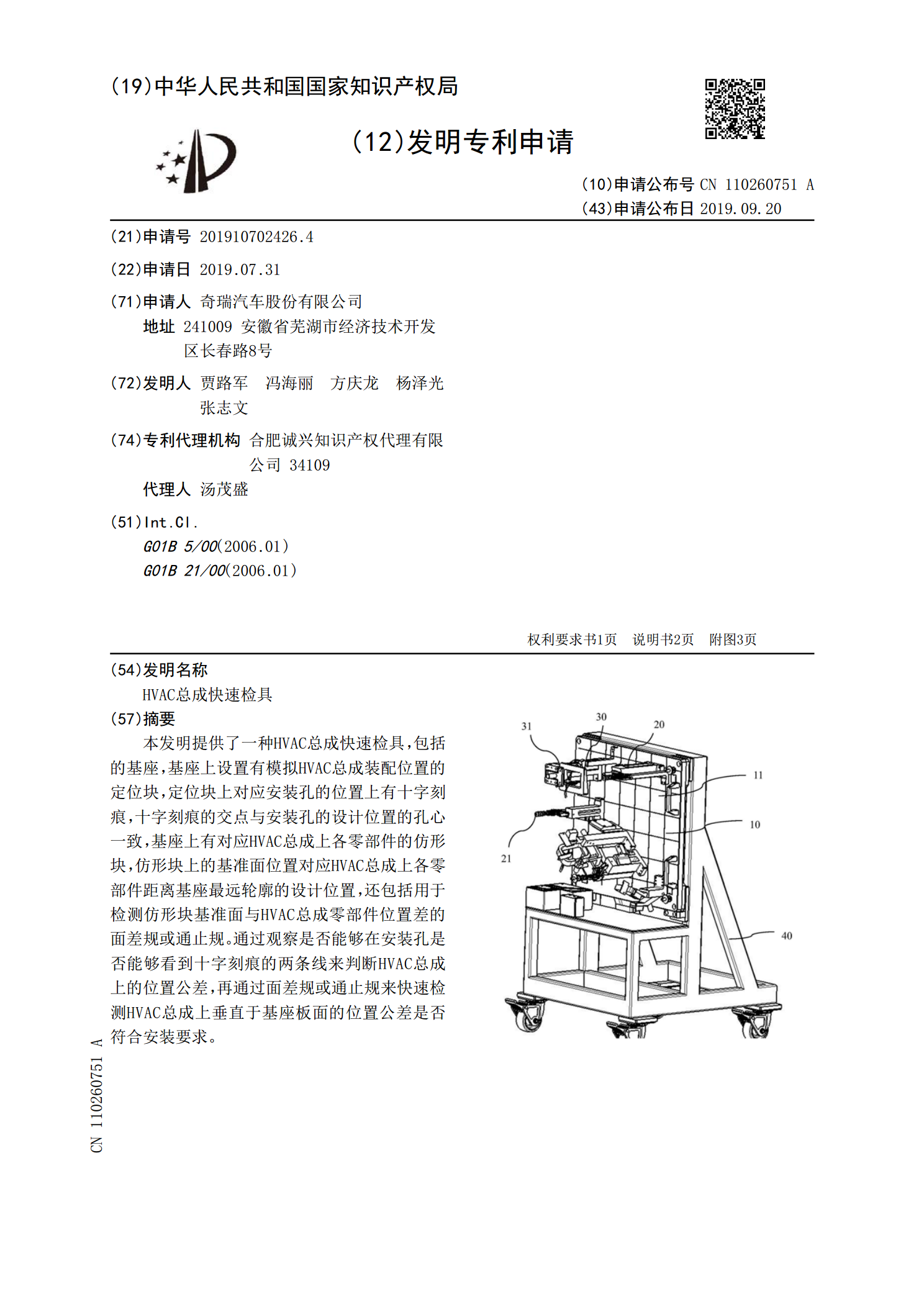
HVAC总成快速检具.pdf
本发明提供了一种HVAC总成快速检具,包括的基座,基座上设置有模拟HVAC总成装配位置的定位块,定位块上对应安装孔的位置上有十字刻痕,十字刻痕的交点与安装孔的设计位置的孔心一致,基座上有对应HVAC总成上各零部件的仿形块,仿形块上的基准面位置对应HVAC总成上各零部件距离基座最远轮廓的设计位置,还包括用于检测仿形块基准面与HVAC总成零部件位置差的面差规或通止规。通过观察是否能够在安装孔是否能够看到十字刻痕的两条线来判断HVAC总成上的位置公差,再通过面差规或通止规来快速检测HVAC总成上垂直于基座板面的