
一种链轮轮毂的铸造工艺.pdf

甲申****66


1/7
2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种链轮轮毂的铸造工艺.pdf
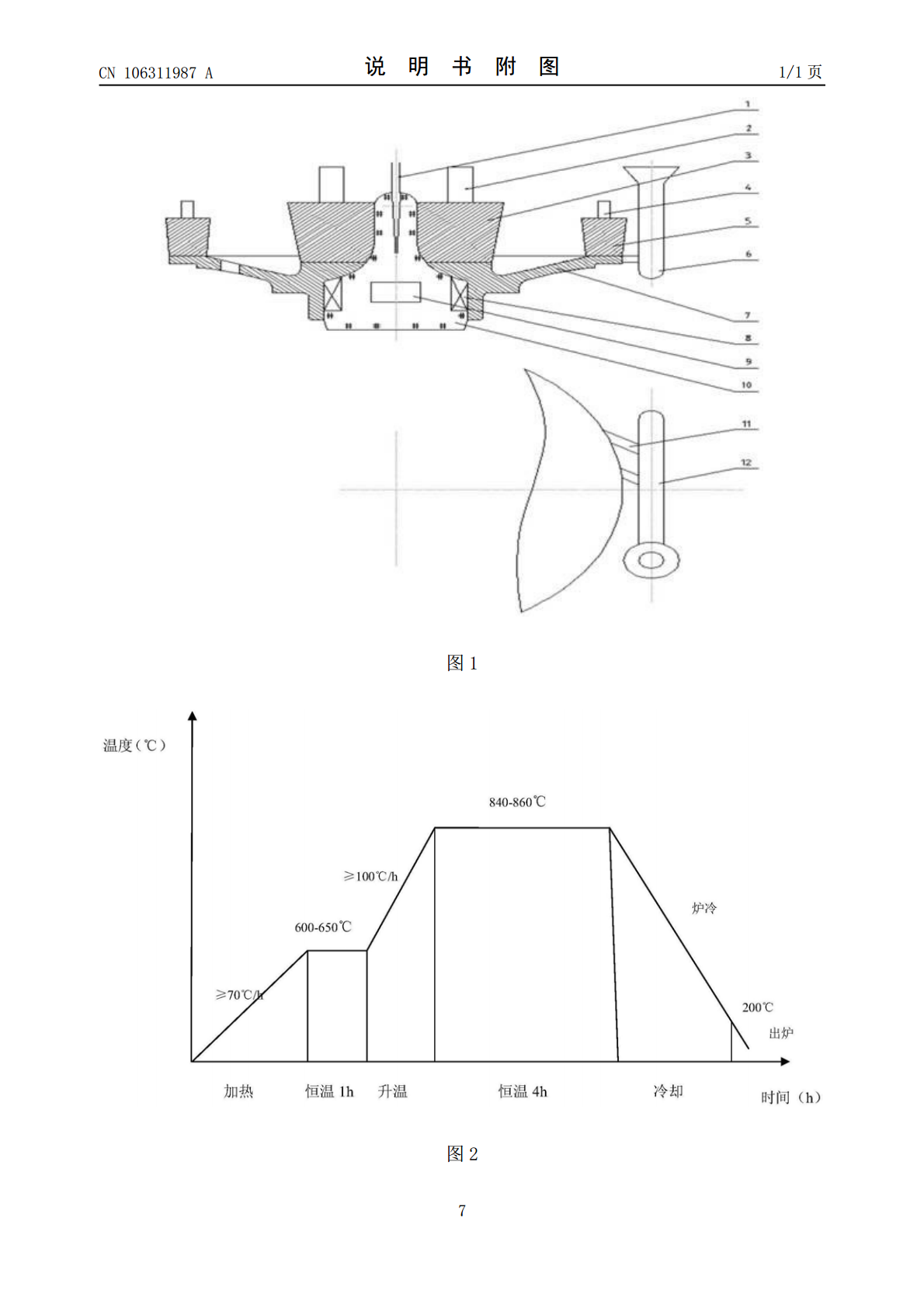
本发明属于铸造领域,具体涉及一种链轮轮毂的铸造工艺。该工艺包含以下几个步骤:(1)模样的设计:浇注系统、砂芯、冒口及冷铁的设计;(2)砂型制作:造型采用钠水玻璃砂CO2法,造芯采用自硬冷芯盒法;(3)熔炼;(4)浇注;(5)冷却;(6)退火。本发明解决了链轮轮毂退火组织不达标,解决了链轮轮毂法兰盘根部铸造缩松及裂纹质量问题,保障了链轮轮毂的使用性能。附图为本发明提供的一种链轮轮毂铸造工艺示意图,标记说明如下:1、砂芯气道,2、大冒口气道,3、大冒口,4、小冒口气道,5、小冒口,6、直浇道,7、铸件,8、

一种摩托车链轮轮毂的铸造工艺.pdf
本发明涉及摩托车配件制造技术领域,尤其是一种摩托车链轮轮毂的铸造工艺,包括以下步骤:S1、准备模具;S2、制备砂模;S3、烘干;S4、浇筑;S6、取出铸件;S7、缺陷处理。本发明采用耐高温粘合剂提高砂模的结构强度和抗变形能力,另外通过耐高温保护涂料对其保护,能够有效防止砂模变形造成成品质量降低。

链轮的铸造工艺改进.docx
链轮的铸造工艺改进链轮是一种广泛应用于各种机械设备中的关键零部件。它们的功能是将动力传递给相邻的轴或齿轮,并使机械设备工作。链轮的铸造工艺对最终产品的性能和质量起着至关重要的作用。因此,改进链轮的铸造工艺是一个重要的研究课题。本文将介绍链轮铸造工艺的现状,并提出一些改进方法,以提高链轮的性能和质量。1.铸造工艺的现状在传统的链轮铸造工艺中,通常采用砂型铸造或金属型铸造。砂型铸造是最常见的方法,它使用砂模来制造链轮的形状。这种方法成本较低,适用于大批量生产。然而,砂型铸造存在一些问题,如砂型表面粗糙、容易产
一种用于轮毂铸造的水冷模具及轮毂铸造工艺.pdf
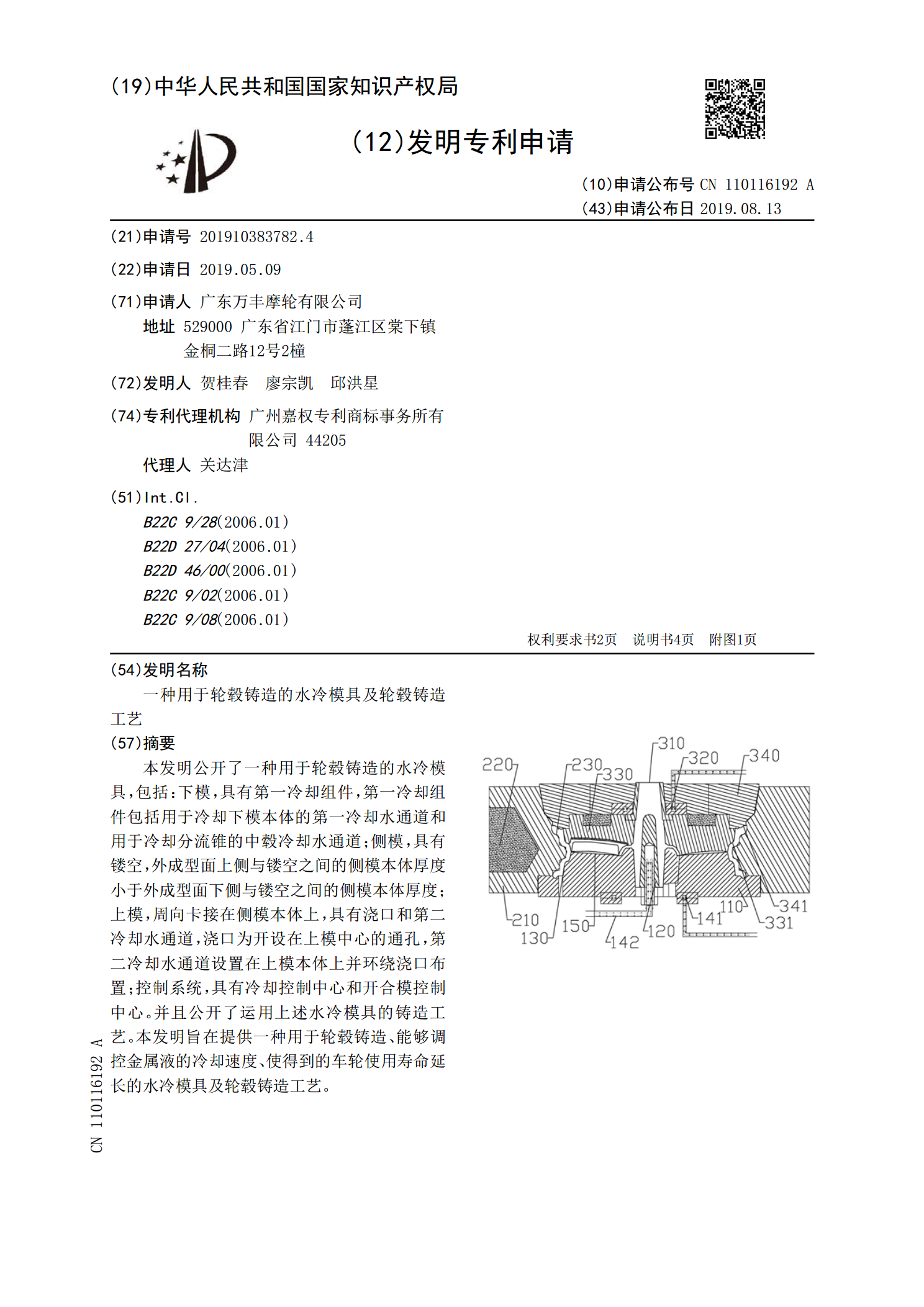
本发明公开了一种用于轮毂铸造的水冷模具,包括:下模,具有第一冷却组件,第一冷却组件包括用于冷却下模本体的第一冷却水通道和用于冷却分流锥的中毂冷却水通道;侧模,具有镂空,外成型面上侧与镂空之间的侧模本体厚度小于外成型面下侧与镂空之间的侧模本体厚度;上模,周向卡接在侧模本体上,具有浇口和第二冷却水通道,浇口为开设在上模中心的通孔,第二冷却水通道设置在上模本体上并环绕浇口布置;控制系统,具有冷却控制中心和开合模控制中心。并且公开了运用上述水冷模具的铸造工艺。本发明旨在提供一种用于轮毂铸造、能够调控金属液的冷却速

一种轮毂的铸造工艺.pdf
本发明属于铸造领域,具体涉及一种轮毂的铸造工艺。该工艺包含以下几个步骤:(1)模样的设计:浇注系统、砂芯、冒口及冷铁的设计;(2)砂型制作:造型采用钠水玻璃砂CO2法,造芯采用自硬冷芯盒法;(3)熔炼;(4)浇注;(5)冷却;(6)退火。本发明解决了轮毂退火组织不达标,解决了轮毂法兰盘根部铸造缩松及裂纹质量问题,保障了轮毂的使用性能。附图为本发明提供的一种轮毂铸造工艺示意图,标记说明如下:1、直浇道,2、冒口气道,3、冒口,4、砂芯气道,5、砂芯,6、铸件,7、横浇道,8、内浇道,9、冷铁,10、防裂孔。