
一种陶瓷结合剂高速薄片砂轮的制作工艺.pdf

Jo****63


1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种陶瓷结合剂高速薄片砂轮的制作工艺.pdf
一种陶瓷结合剂高速薄片砂轮的制作工艺,涉及砂轮磨具制作工艺领域,通过对陶瓷薄片砂轮进行合片生产,最后经过切割制作,以此来达到在成型、烘干、烧结、加工过程中降低废品率、节约资源、降低成本和劳动强度的目的;本发明使用性强,效果极为显著,节约了资源,降低了成本和劳动强度,废品率大幅度降低。
一种用于高速砂轮的陶瓷结合剂.pdf
本发明公开一种用于高速砂轮的陶瓷结合剂,其组分按重量比为:SiO

一种大规格陶瓷高速砂轮用结合剂.pdf
本发明公开了一种大规格陶瓷高速砂轮用结合剂,通过称取结合剂各组分放入结合剂混合桶混合1小时后过筛制得,其组分及重量百分比为粘土23-25%,长石粉52-55%,高硼玻璃20-25%。本发明的优点是改善了结合剂的玻化程度,降低了热膨胀系数,能够与磨料更好的配合,而且由于降低了粘土的含量,使干燥收缩也有所减低,提高砂轮的强度及砂轮制造时的成品合格率。
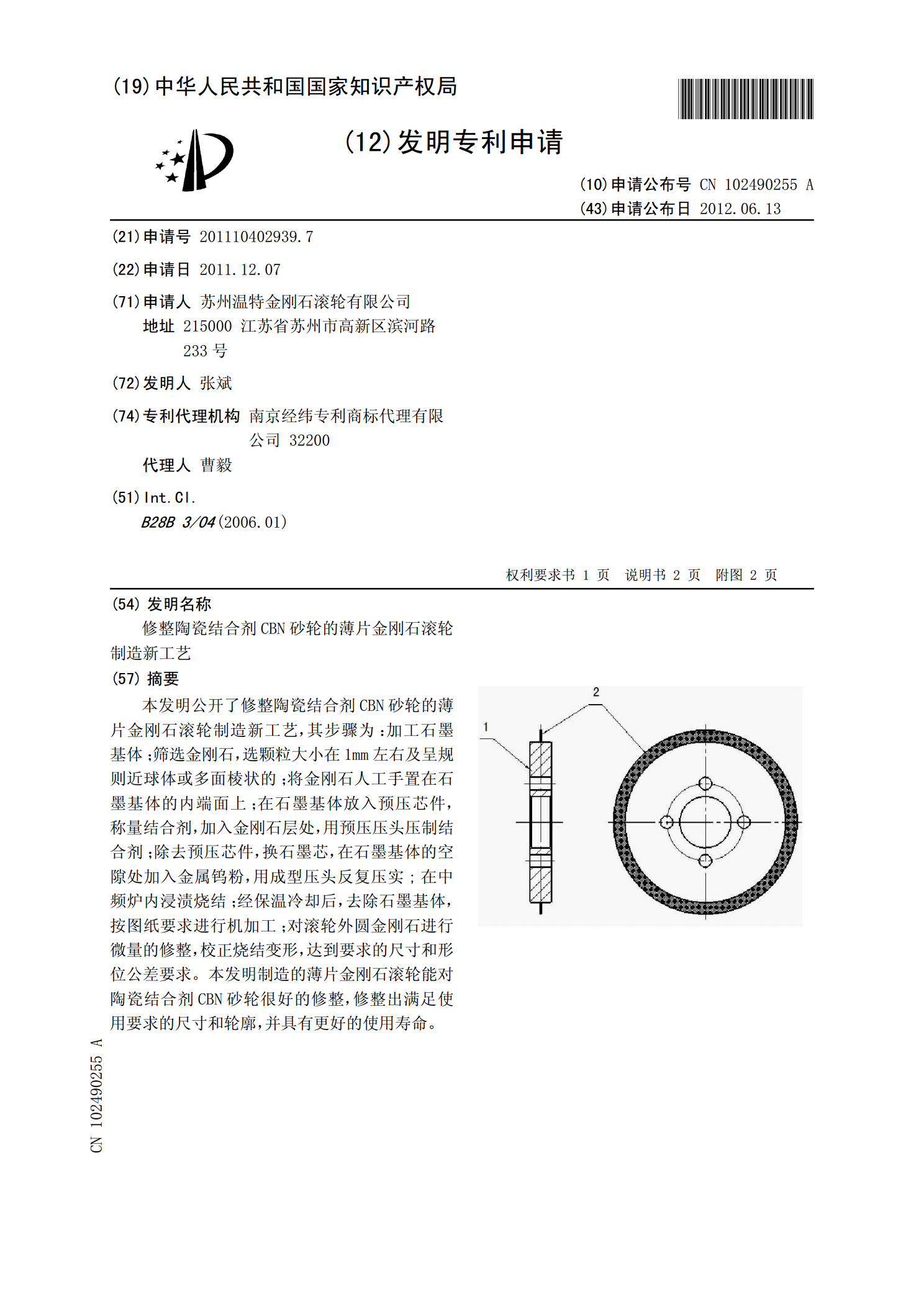
修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺.pdf
本发明公开了修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺,其步骤为:加工石墨基体;筛选金刚石,选颗粒大小在1mm左右及呈规则近球体或多面棱状的;将金刚石人工手置在石墨基体的内端面上;在石墨基体放入预压芯件,称量结合剂,加入金刚石层处,用预压压头压制结合剂;除去预压芯件,换石墨芯,在石墨基体的空隙处加入金属钨粉,用成型压头反复压实;在中频炉内浸渍烧结;经保温冷却后,去除石墨基体,按图纸要求进行机加工;对滚轮外圆金刚石进行微量的修整,校正烧结变形,达到要求的尺寸和形位公差要求。本发明制造的薄片金刚石滚轮

一种用于高速砂轮的陶瓷结合剂及其制备方法.pdf
本发明公开了一种用于高速砂轮的陶瓷结合剂及其制备方法,该陶瓷结合剂由下列重量分数的物质组成:二氧化钛4~8份,碳酸钡0.02~0.05份,硫酸铝0.02~0.08份,SiO