
一种全自动工件表面质量检测装置.pdf

篷璐****爱吗


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全自动工件表面质量检测装置.pdf
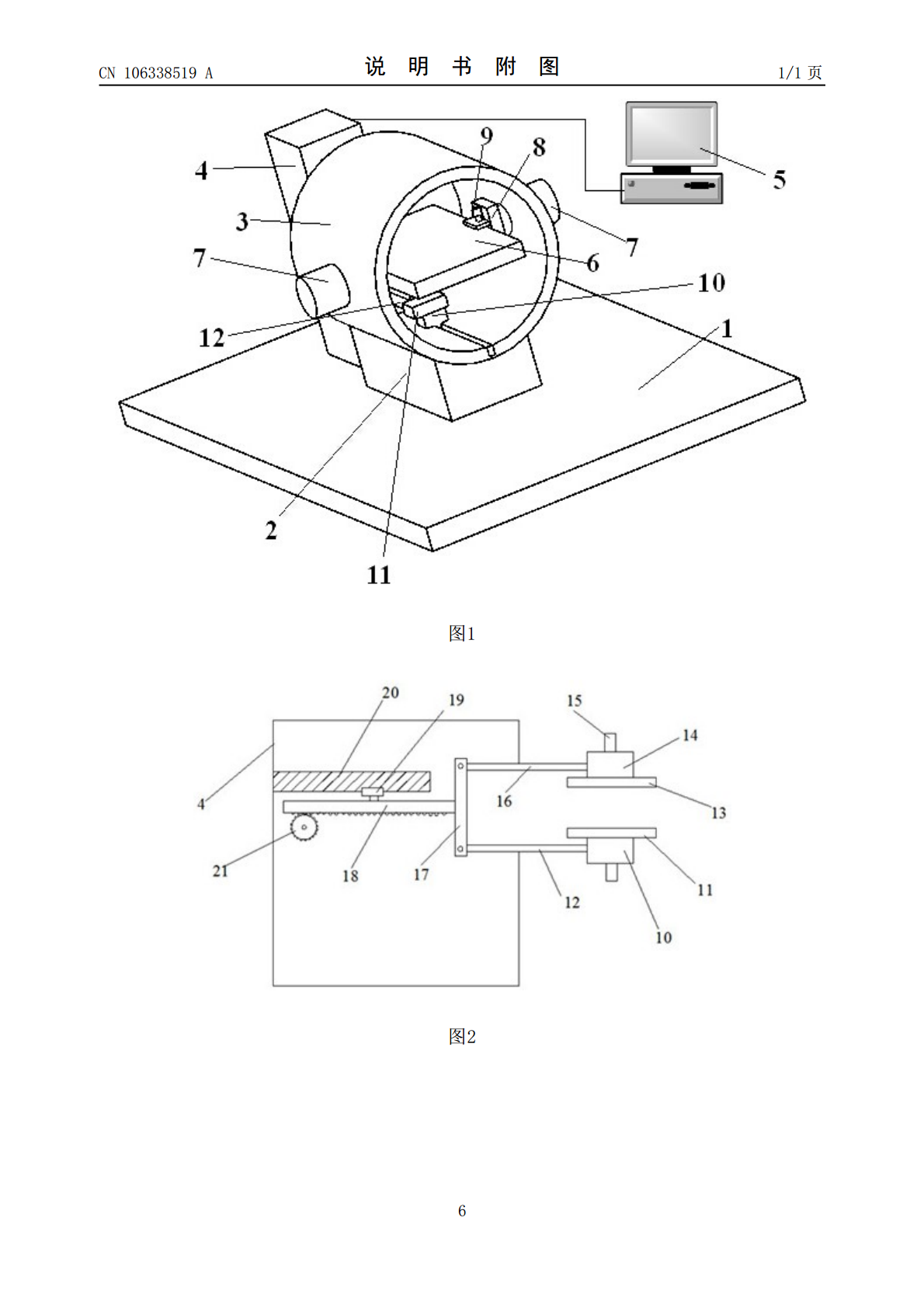
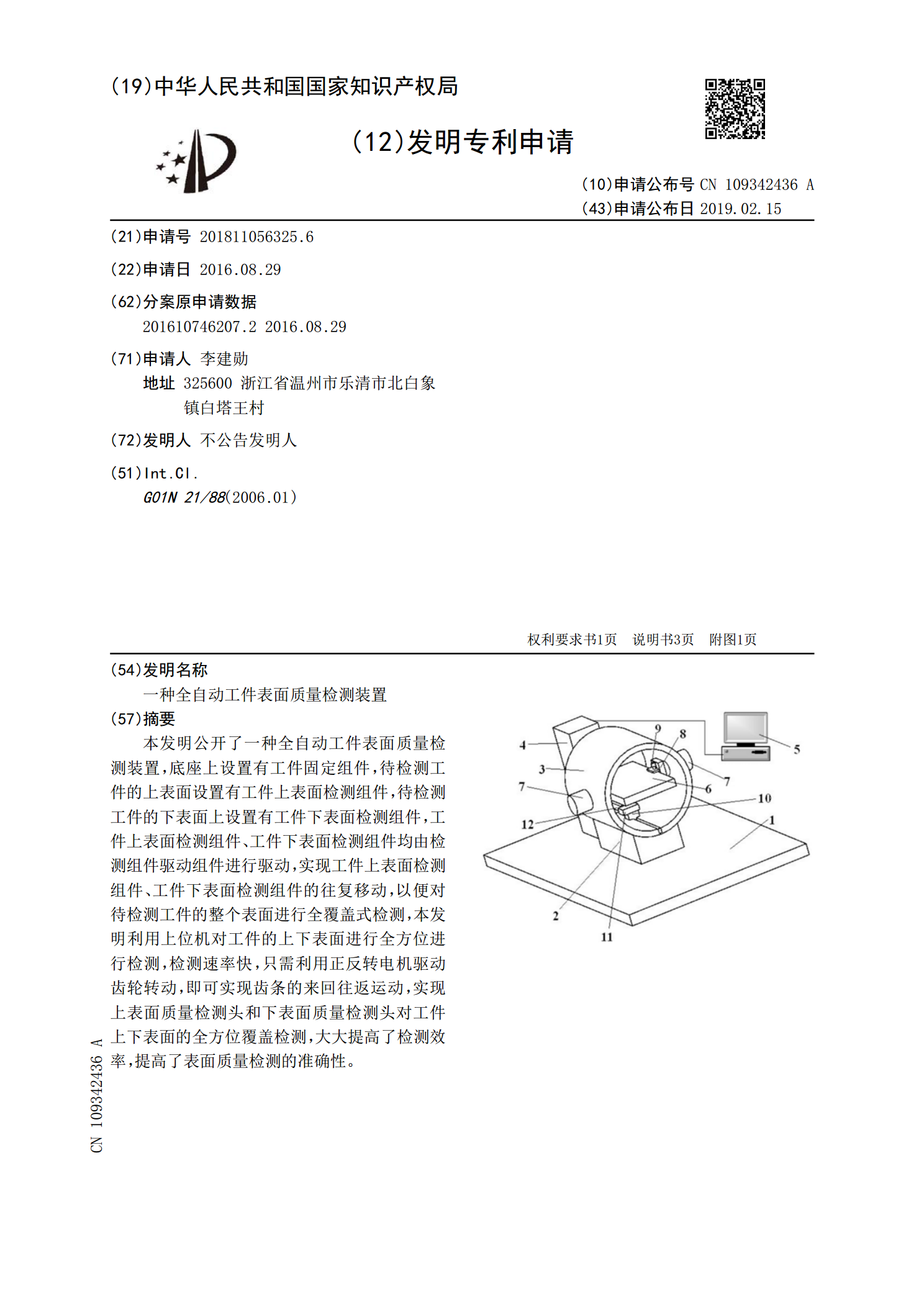
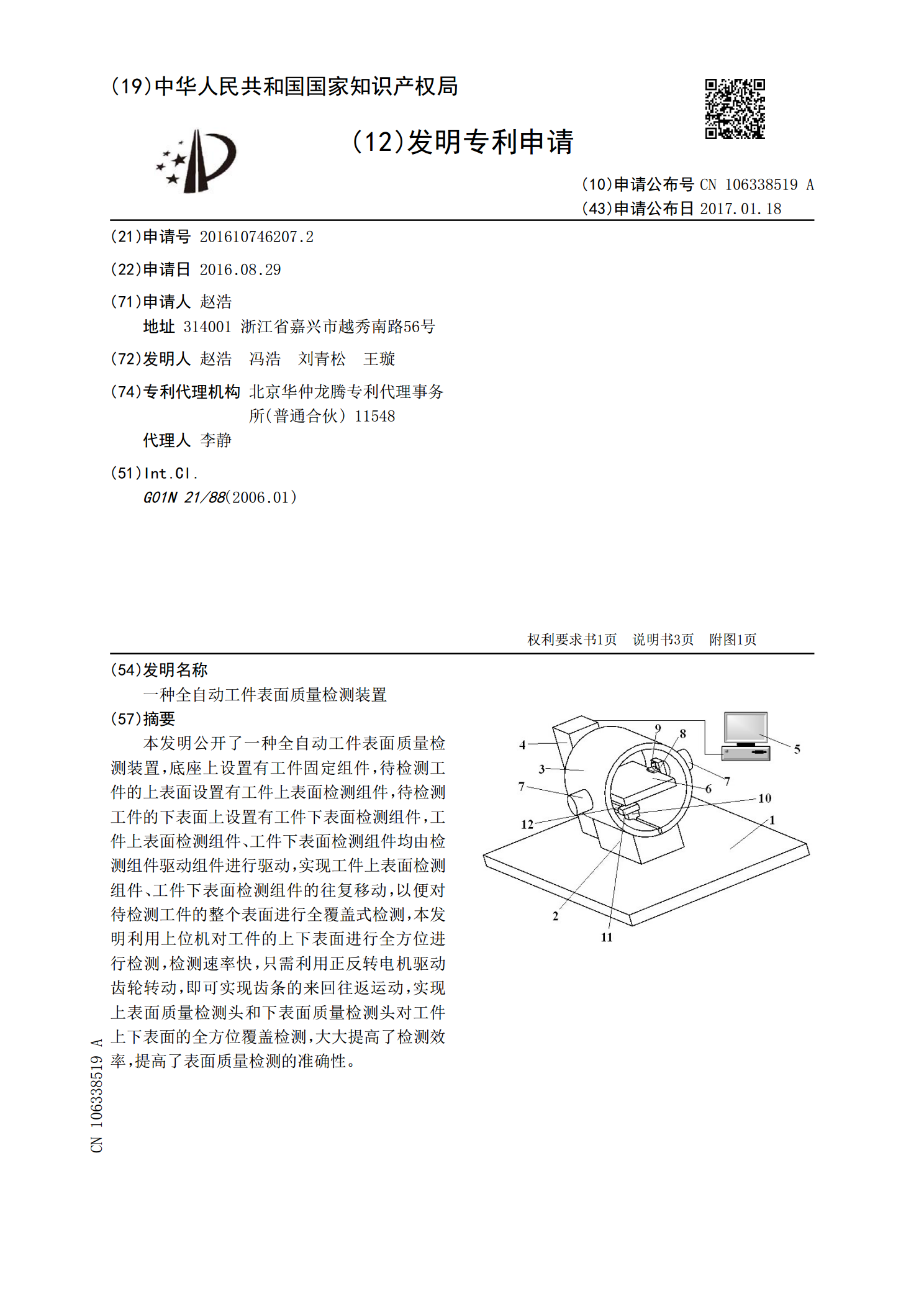
本发明公开了一种全自动工件表面质量检测装置,底座上设置有工件固定组件,待检测工件的上表面设置有工件上表面检测组件,待检测工件的下表面上设置有工件下表面检测组件,工件上表面检测组件、工件下表面检测组件均由检测组件驱动组件进行驱动,实现工件上表面检测组件、工件下表面检测组件的往复移动,以便对待检测工件的整个表面进行全覆盖式检测,本发明利用上位机对工件的上下表面进行全方位进行检测,检测速率快,只需利用正反转电机驱动齿轮转动,即可实现齿条的来回往返运动,实现上表面质量检测头和下表面质量检测头对工件上下表面的全方位
一种全自动工件表面质量检测装置.pdf
本发明公开了一种全自动工件表面质量检测装置,底座上设置有工件固定组件,待检测工件的上表面设置有工件上表面检测组件,待检测工件的下表面上设置有工件下表面检测组件,工件上表面检测组件、工件下表面检测组件均由检测组件驱动组件进行驱动,实现工件上表面检测组件、工件下表面检测组件的往复移动,以便对待检测工件的整个表面进行全覆盖式检测,本发明利用上位机对工件的上下表面进行全方位进行检测,检测速率快,只需利用正反转电机驱动齿轮转动,即可实现齿条的来回往返运动,实现上表面质量检测头和下表面质量检测头对工件上下表面的全方位
全自动工件表面质量检测装置.pdf
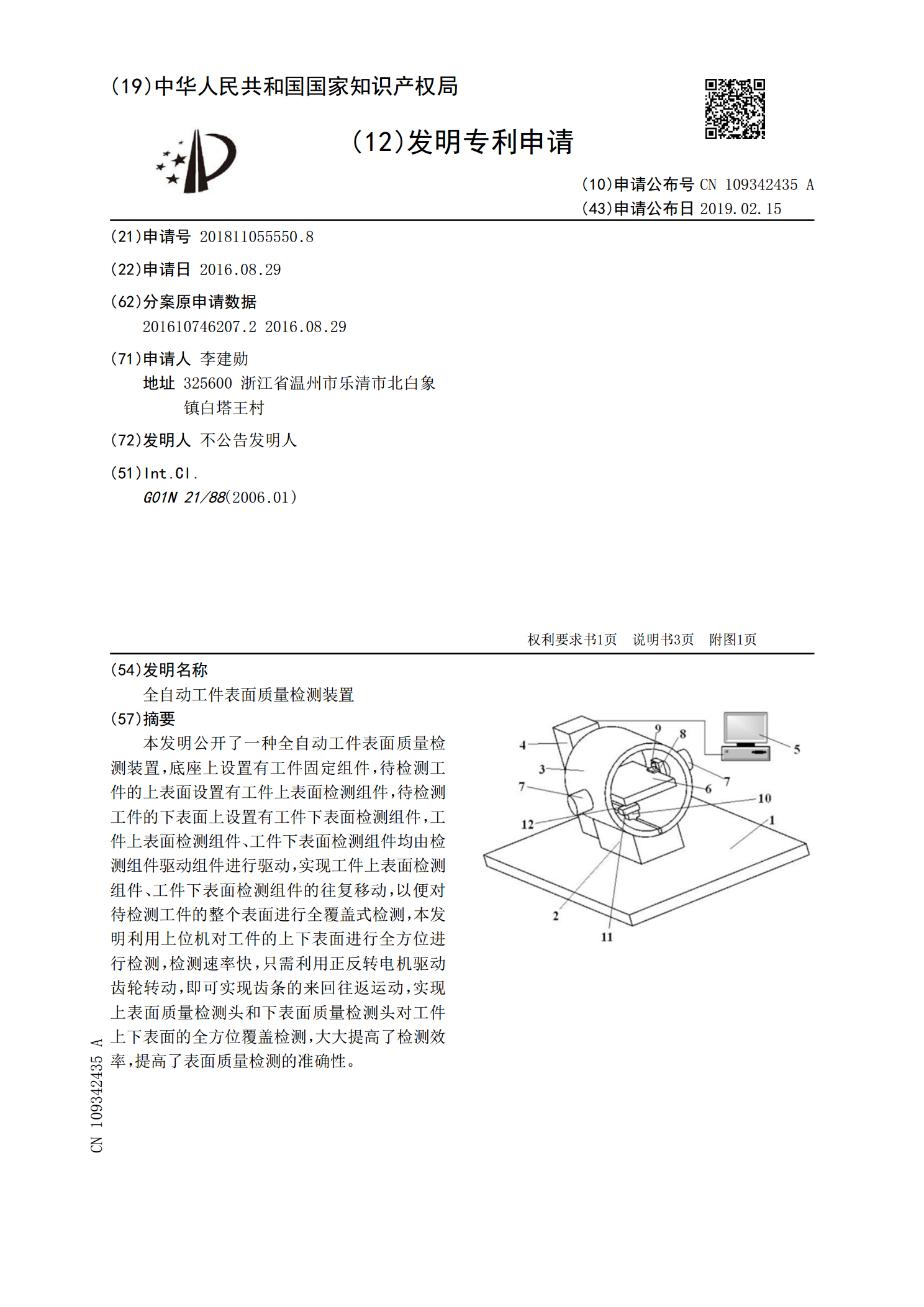
本发明公开了一种全自动工件表面质量检测装置,底座上设置有工件固定组件,待检测工件的上表面设置有工件上表面检测组件,待检测工件的下表面上设置有工件下表面检测组件,工件上表面检测组件、工件下表面检测组件均由检测组件驱动组件进行驱动,实现工件上表面检测组件、工件下表面检测组件的往复移动,以便对待检测工件的整个表面进行全覆盖式检测,本发明利用上位机对工件的上下表面进行全方位进行检测,检测速率快,只需利用正反转电机驱动齿轮转动,即可实现齿条的来回往返运动,实现上表面质量检测头和下表面质量检测头对工件上下表面的全方位

一种全自动工件排列装置.pdf
本发明公开了一种全自动工件排列装置,包括支撑架、工件放置装置、工件校准装置、空压机和控制电路,工件放置装置、工件校准装置均设于支撑架上。本发明的工件放置装置可以快速的将工件排列在放置架上,然后使用工件校准装置对齐校准即可完成工件的排列摆放。本发明可以快速、精准、高效的将工件进行整齐摆放,以便后续加工。本发明结构合理,制作成本低,可以大幅提高生产效率,节省人力成本,具有良好的市场价值。

基于视觉的工件表面质量检测方法及装置.pdf
本发明涉及三维点云领域,揭露一种基于视觉的工件表面质量检测方法、装置、设备及介质,所述方法包括:区分待检测工件中的简单工件与复杂工件,确定简单工件的简单检测项目,确定复杂工件的复杂检测项目;对简单点云数据进行数据预处理,对预处理数据进行表面筛选处理,利用表面筛选数据提取简单工件的简单工件表面;对简单工件表面进行表面质量检测;采集复杂点云数据,对复杂点云数据进行点云标注处理,对标注点云数据进行点云配准处理,从配准点云数据中提取目标点云数据;利用目标点云数据对复杂工件进行表面质量检测,得到复杂工件的表面质量检