
轻量化薄壁轮毂的加工方法及其涉及的装夹装置.pdf

戊午****jj


1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轻量化薄壁轮毂的加工方法及其涉及的装夹装置.pdf
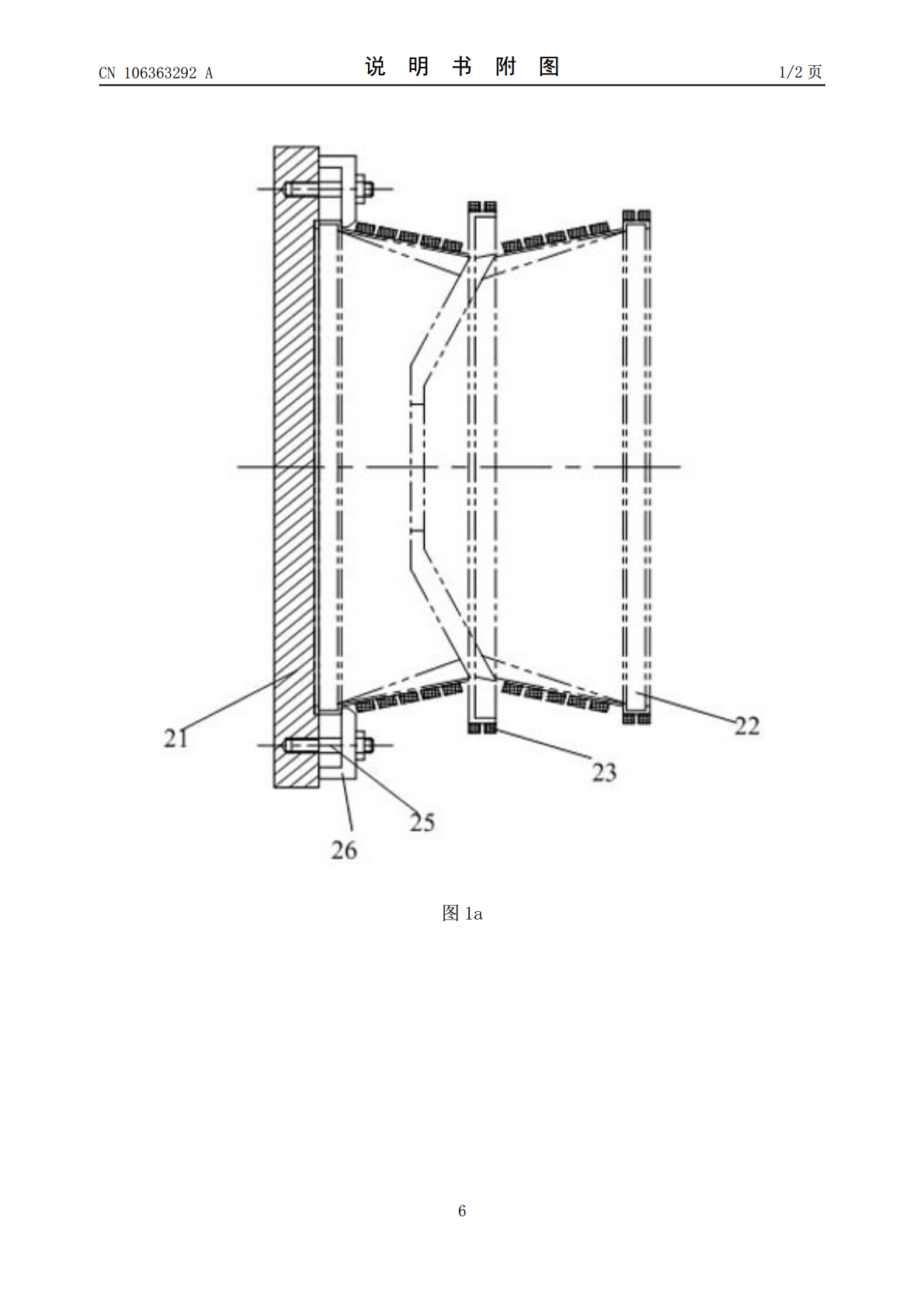
本发明提供轻量化薄壁轮毂的加工方法,包括对零件粗加工后通过热处理去除粗加工时的残余应力,经过两次半精加工后进行热冷稳定化循环处理消除半精加工时的残余应力,最后对零件进行精加工。本发明还提供一种轻量化薄壁轮毂的加工方法中的装夹装置,包括工装板,安装在机床卡盘上,轮毂固定在所述工装板上,所述工装板上车削与所述轮毂的外圆相对应的定位槽定位;橡胶条,绑在所述轮毂的外圆上;弹性海绵,填充至所述轮毂的内腔。本发明提供的轻量化薄壁轮毂的加工方法,可消除机加工时零件的加工应力对零件的变形影响,从而保证零件的加工精度。本发
一种轮毂斜面装夹装置及找正加工方法.pdf
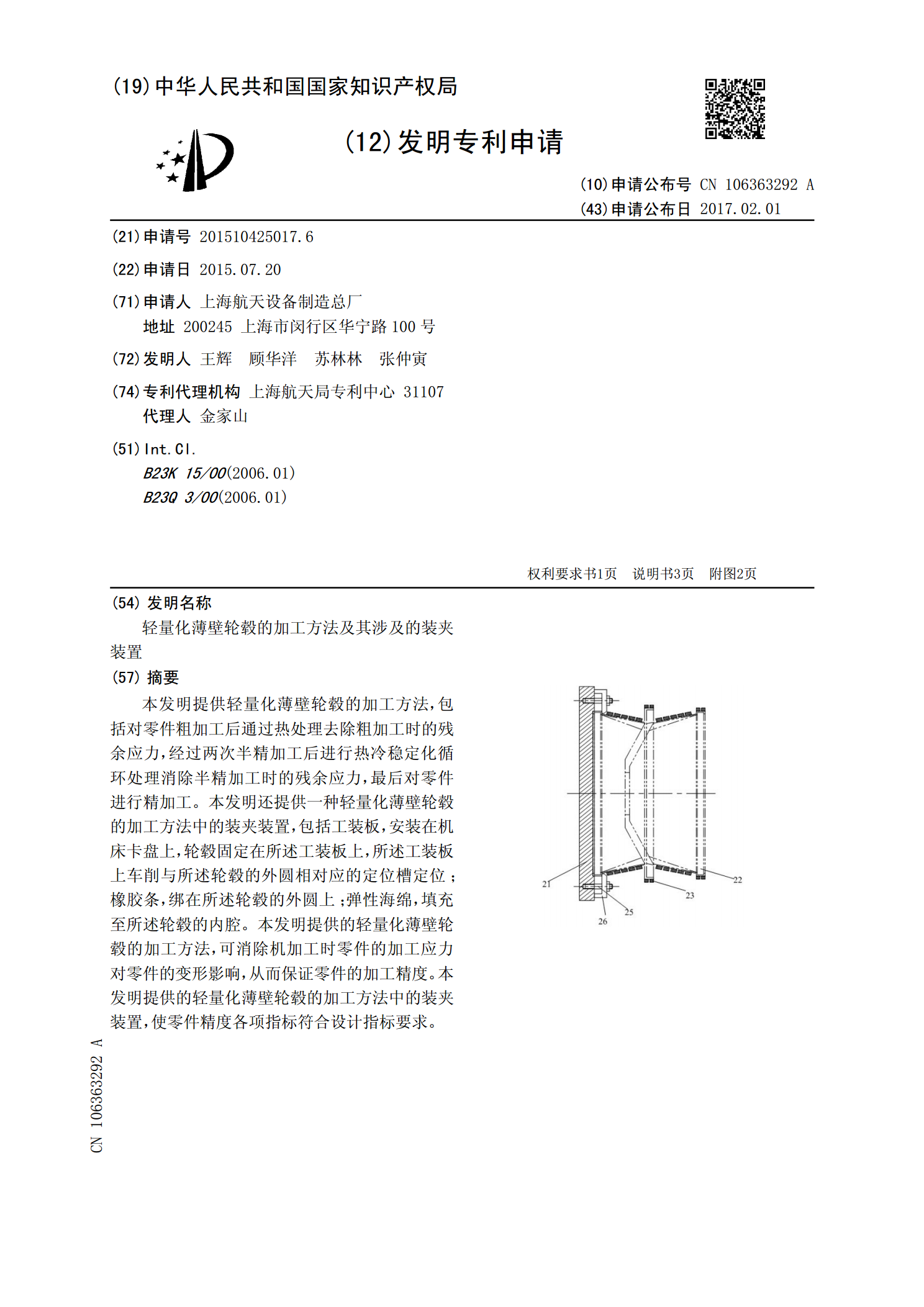
本发明公开了一种轮毂斜面装夹装置,包括工装压板、用于卡接轮毂的四爪卡盘、T型螺母、拉杆和拉紧螺母;工装压板上设置有孔,四爪卡盘上设置有T型槽,T型螺母与四爪卡盘的T型槽卡接,拉杆一端穿过工装压板上的孔和T型螺母连接,另一端和拉紧螺母连接。加工方法,包括:(1)制作工装压板并钻孔;(2)将四爪卡盘卡接在轮毂上,T型螺母放入卡盘上的T型槽中卡住固定;(3)拉杆一端穿过工装压板上的孔与T型螺母连接,另一端与拉紧螺母连接,使轮毂与四爪卡盘内的T型螺母连接为一体,找正,加工。该装置采用一夹一拉的方式,使产品与四爪卡
一种轮毂电机试验装夹装置及其测试方法.pdf
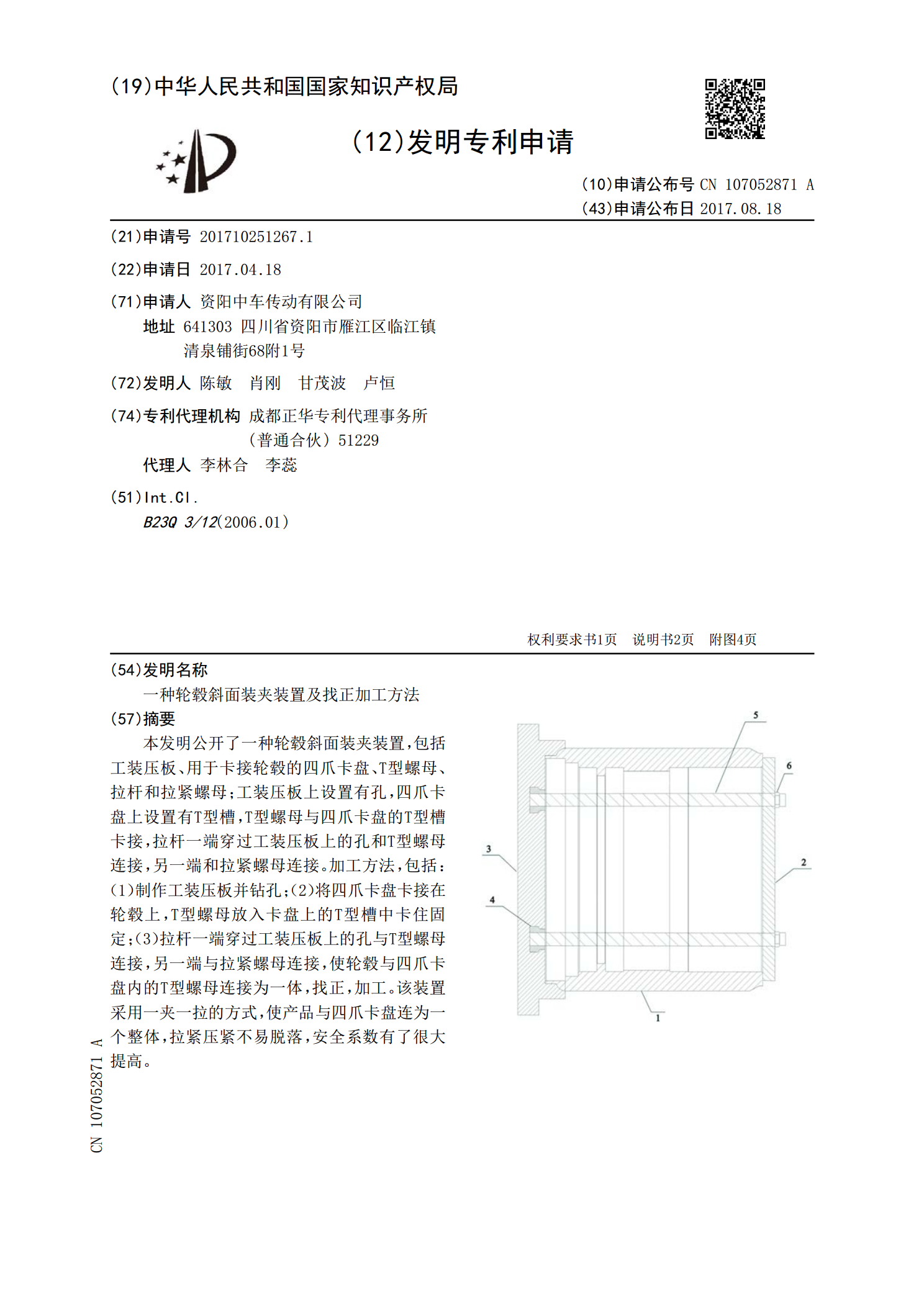
本发明公开了一种轮毂电机试验装夹装置,包括底座、滑框、驱动装置,所述底座上竖直安装有若干导杆,所述滑框可滑动套设于所述导杆上;所述底座的两侧上均安装有支座,所述支座上开有用于放置轮毂电机轴的凹槽;所述驱动装置的动力输出端与所述滑框连接而驱动压紧装置在导杆上滑动,所述支座上可旋转安装有摩擦轮,所述滑框上固定安装有与所述凹槽位置相对应的压块,在驱动装置驱动滑框向下滑动时,所述压块插入所述凹槽内而将轮毂电机轴可旋转顶压在凹槽内,且轮毂电机的外圆面顶压所述摩擦轮的外圆面;所述摩擦轮外接转速转矩测试装置。本发明可以
一种用于薄壁桶体加工的夹具及其装夹方法.pdf
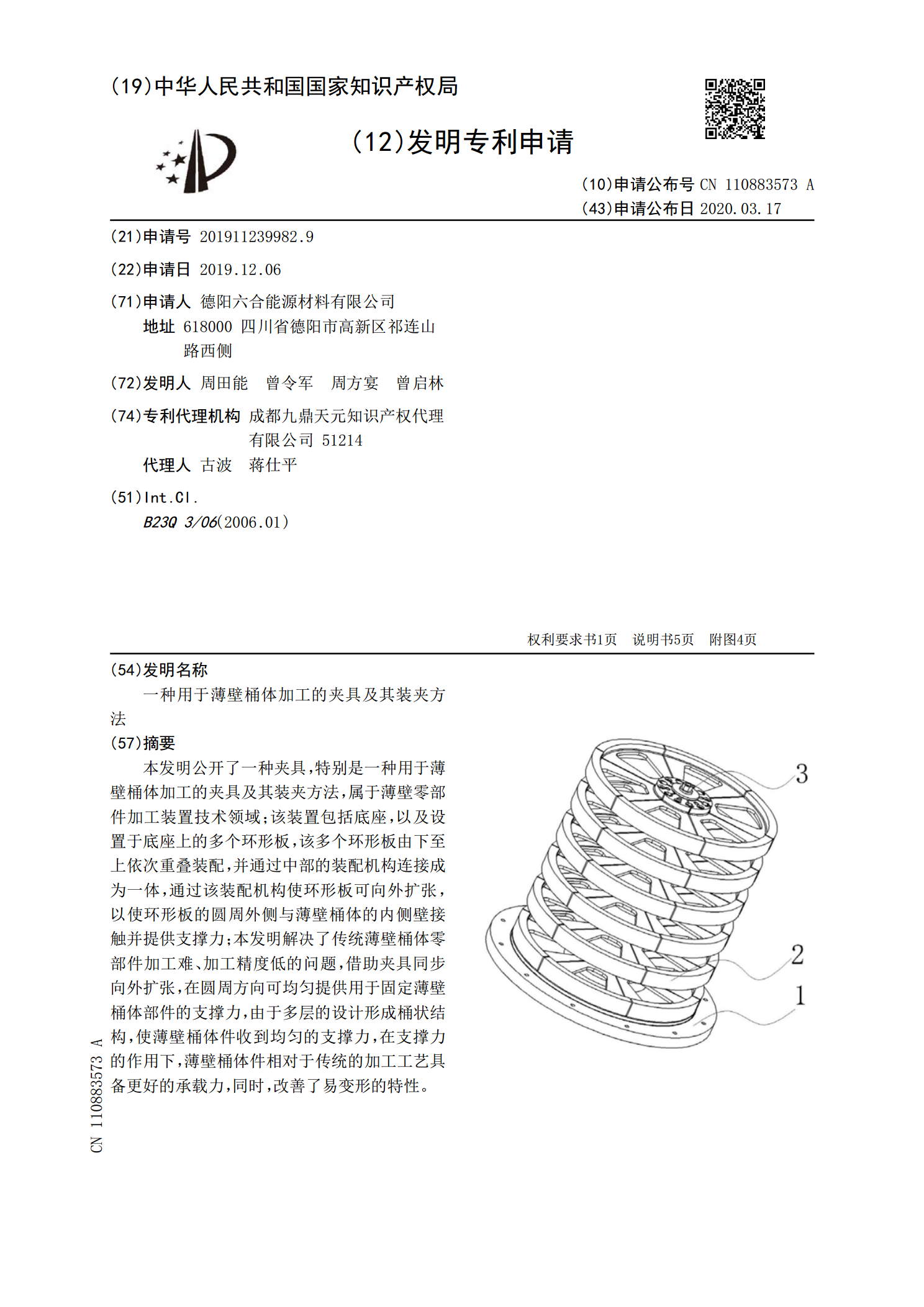
本发明公开了一种夹具,特别是一种用于薄壁桶体加工的夹具及其装夹方法,属于薄壁零部件加工装置技术领域;该装置包括底座,以及设置于底座上的多个环形板,该多个环形板由下至上依次重叠装配,并通过中部的装配机构连接成为一体,通过该装配机构使环形板可向外扩张,以使环形板的圆周外侧与薄壁桶体的内侧壁接触并提供支撑力;本发明解决了传统薄壁桶体零部件加工难、加工精度低的问题,借助夹具同步向外扩张,在圆周方向可均匀提供用于固定薄壁桶体部件的支撑力,由于多层的设计形成桶状结构,使薄壁桶体件收到均匀的支撑力,在支撑力的作用下,薄
轮毂装夹定位装置.pdf
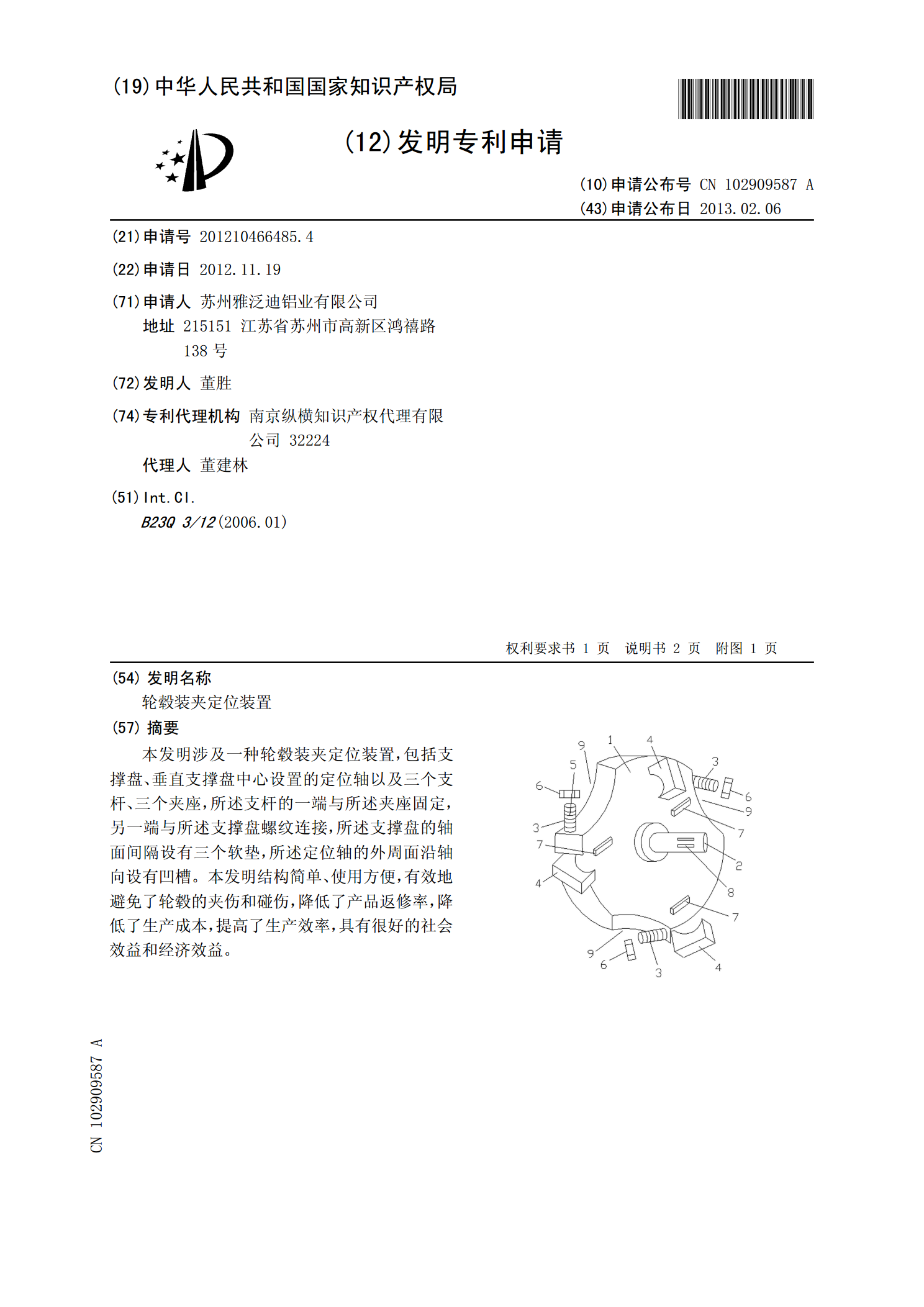
本发明涉及一种轮毂装夹定位装置,包括支撑盘、垂直支撑盘中心设置的定位轴以及三个支杆、三个夹座,所述支杆的一端与所述夹座固定,另一端与所述支撑盘螺纹连接,所述支撑盘的轴面间隔设有三个软垫,所述定位轴的外周面沿轴向设有凹槽。本发明结构简单、使用方便,有效地避免了轮毂的夹伤和碰伤,降低了产品返修率,降低了生产成本,提高了生产效率,具有很好的社会效益和经济效益。