
一种轮毂斜面装夹装置及找正加工方法.pdf

哲妍****彩妍


1/8

2/8
3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂斜面装夹装置及找正加工方法.pdf
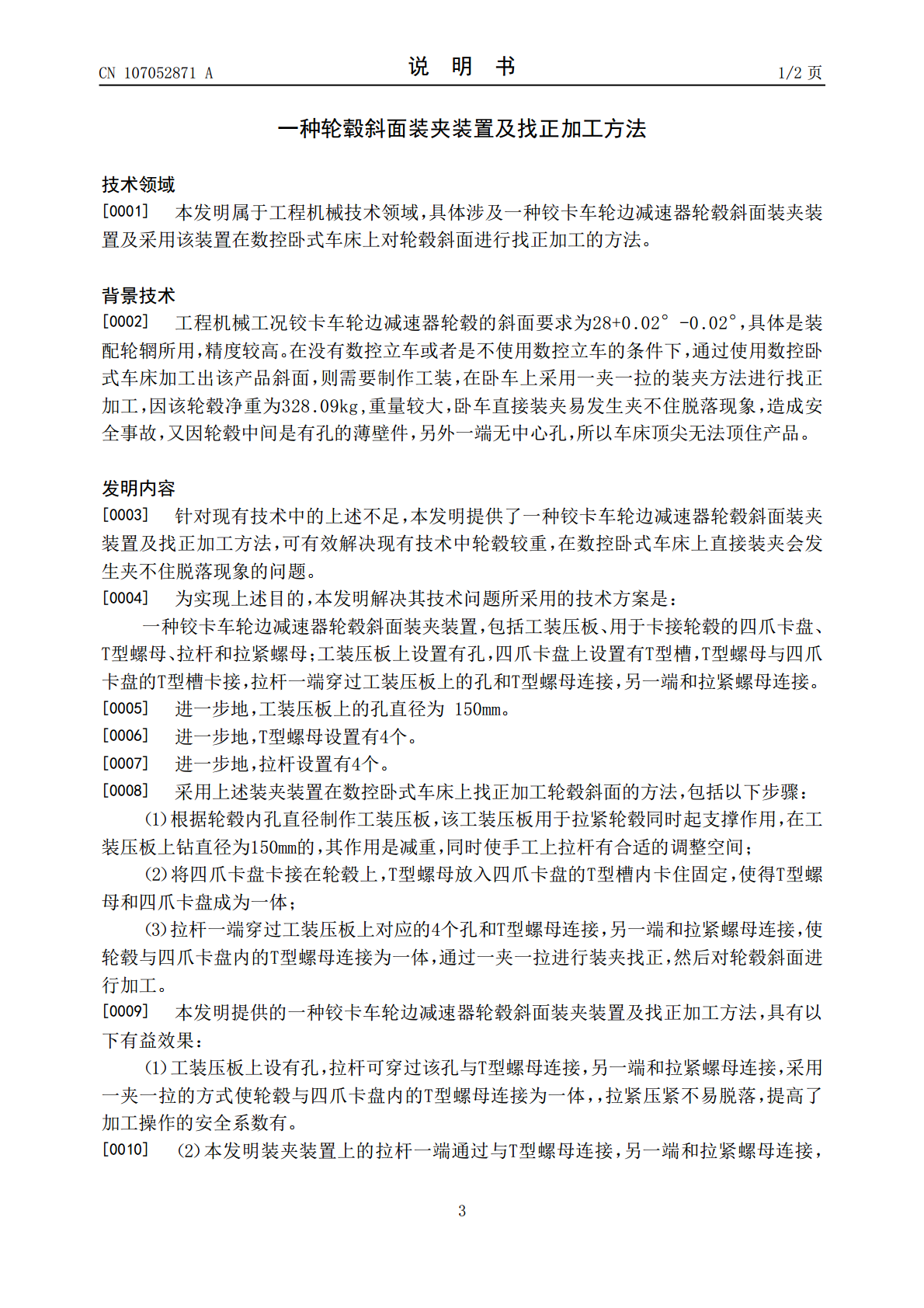
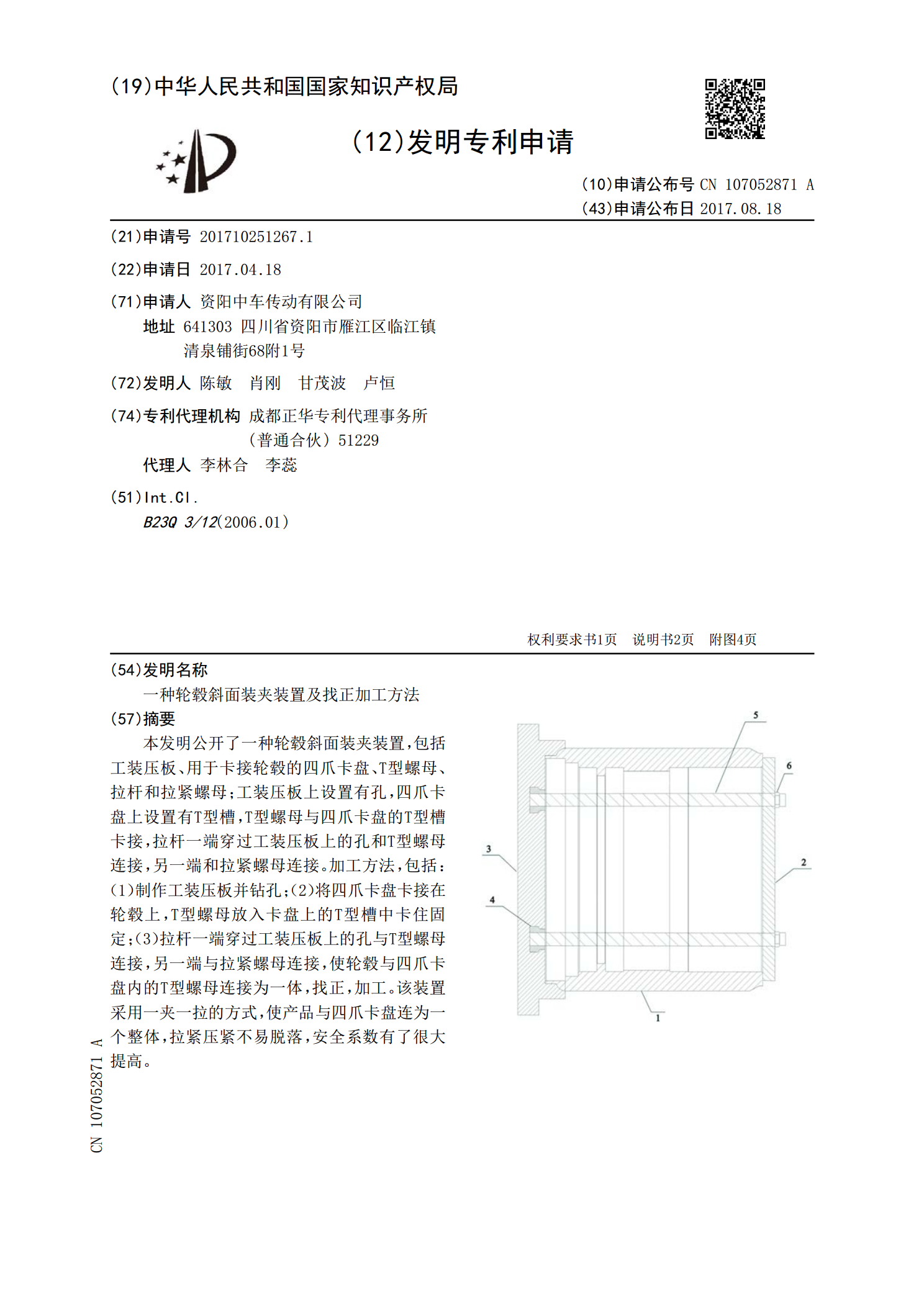
本发明公开了一种轮毂斜面装夹装置,包括工装压板、用于卡接轮毂的四爪卡盘、T型螺母、拉杆和拉紧螺母;工装压板上设置有孔,四爪卡盘上设置有T型槽,T型螺母与四爪卡盘的T型槽卡接,拉杆一端穿过工装压板上的孔和T型螺母连接,另一端和拉紧螺母连接。加工方法,包括:(1)制作工装压板并钻孔;(2)将四爪卡盘卡接在轮毂上,T型螺母放入卡盘上的T型槽中卡住固定;(3)拉杆一端穿过工装压板上的孔与T型螺母连接,另一端与拉紧螺母连接,使轮毂与四爪卡盘内的T型螺母连接为一体,找正,加工。该装置采用一夹一拉的方式,使产品与四爪卡

一种用于加工复合斜面的装夹定位装置.pdf
本实用新型涉及一种用于加工复合斜面的装夹定位装置,属于铣削加工技术领域;包括夹具底板(7)、预紧螺栓(8)和调整螺栓(9);夹具底板(7)用于固定夹具(1)及零件(2);调整螺栓(9)用于从夹具底板(7)四角调整零件(2)高度,即Z向位置;预紧螺栓(8)用于从X、Y向固定零件(2)于夹具底板(7)。对比现有技术,本实用新型结构简单、操作方便,采用螺栓微调结构大大减少了零件的装夹定位时间,提高了定位精度,采用螺栓从零件四周侧面固定使零件装夹更加牢固、可靠,进而提高了零件的加工精度。
一种用于传动轴槽加工的装夹找正装置.pdf
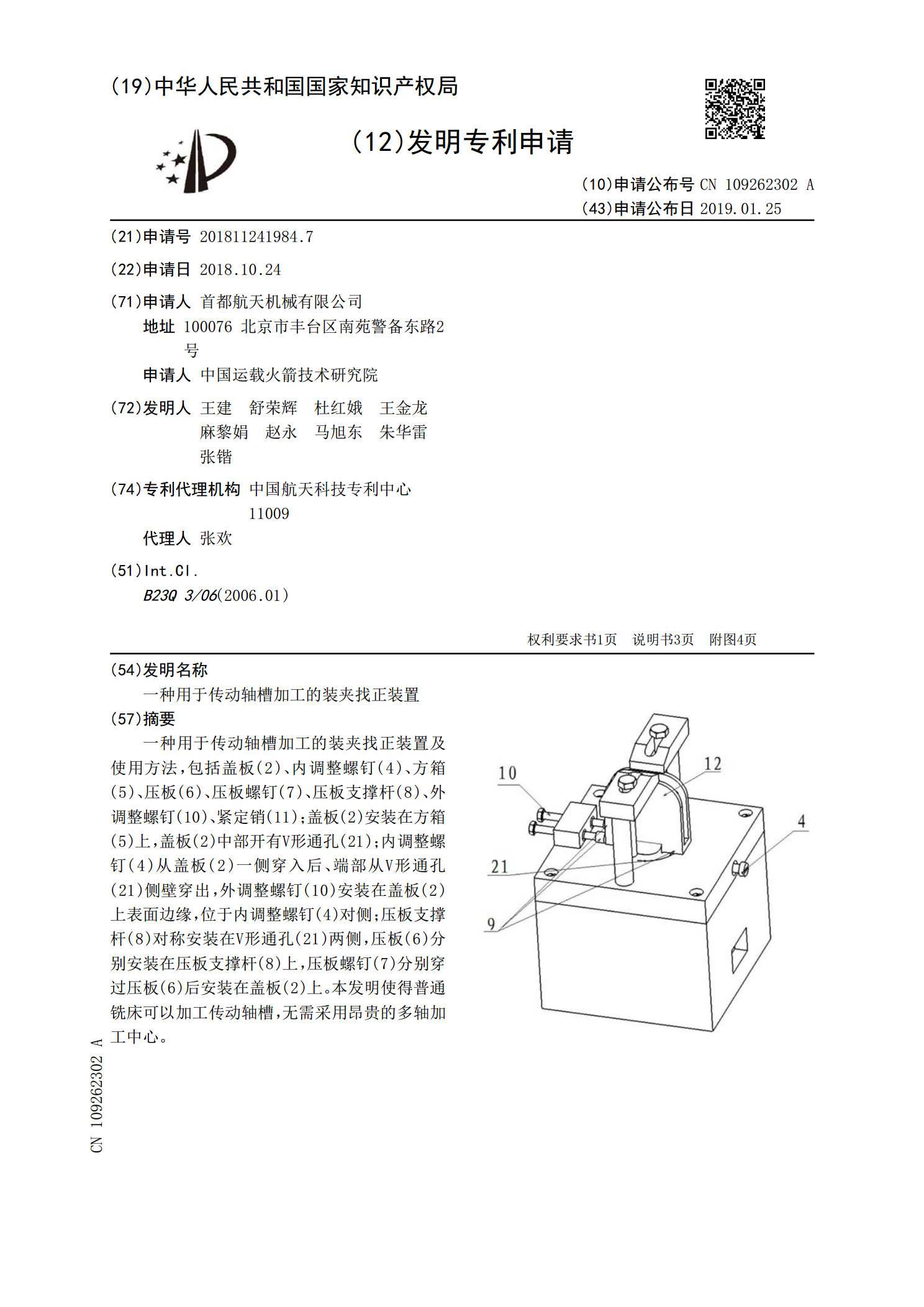
一种用于传动轴槽加工的装夹找正装置及使用方法,包括盖板(2)、内调整螺钉(4)、方箱(5)、压板(6)、压板螺钉(7)、压板支撑杆(8)、外调整螺钉(10)、紧定销(11);盖板(2)安装在方箱(5)上,盖板(2)中部开有V形通孔(21);内调整螺钉(4)从盖板(2)一侧穿入后、端部从V形通孔(21)侧壁穿出,外调整螺钉(10)安装在盖板(2)上表面边缘,位于内调整螺钉(4)对侧;压板支撑杆(8)对称安装在V形通孔(21)两侧,压板(6)分别安装在压板支撑杆(8)上,压板螺钉(7)分别穿过压板(6)后安装
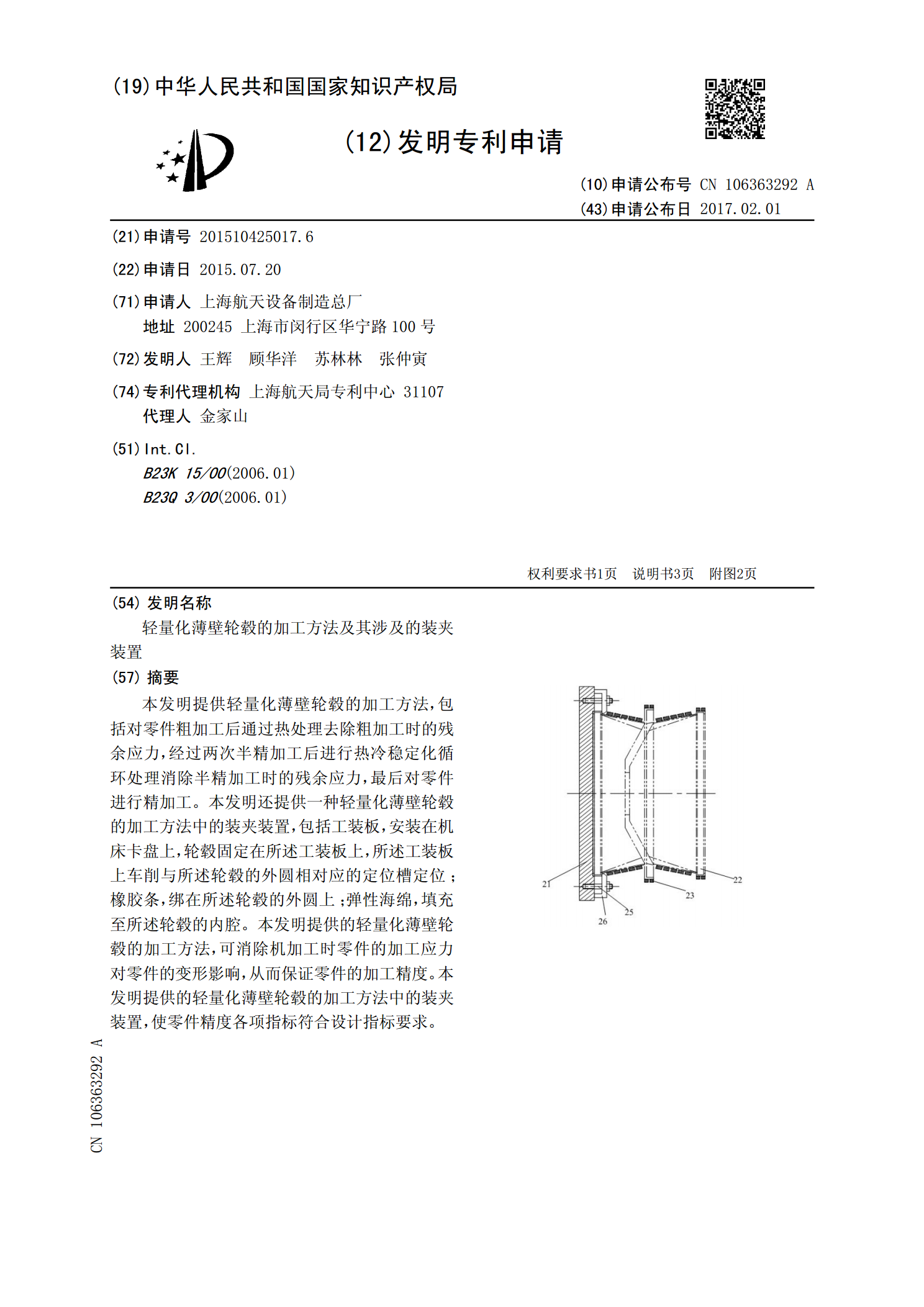
轻量化薄壁轮毂的加工方法及其涉及的装夹装置.pdf
本发明提供轻量化薄壁轮毂的加工方法,包括对零件粗加工后通过热处理去除粗加工时的残余应力,经过两次半精加工后进行热冷稳定化循环处理消除半精加工时的残余应力,最后对零件进行精加工。本发明还提供一种轻量化薄壁轮毂的加工方法中的装夹装置,包括工装板,安装在机床卡盘上,轮毂固定在所述工装板上,所述工装板上车削与所述轮毂的外圆相对应的定位槽定位;橡胶条,绑在所述轮毂的外圆上;弹性海绵,填充至所述轮毂的内腔。本发明提供的轻量化薄壁轮毂的加工方法,可消除机加工时零件的加工应力对零件的变形影响,从而保证零件的加工精度。本发
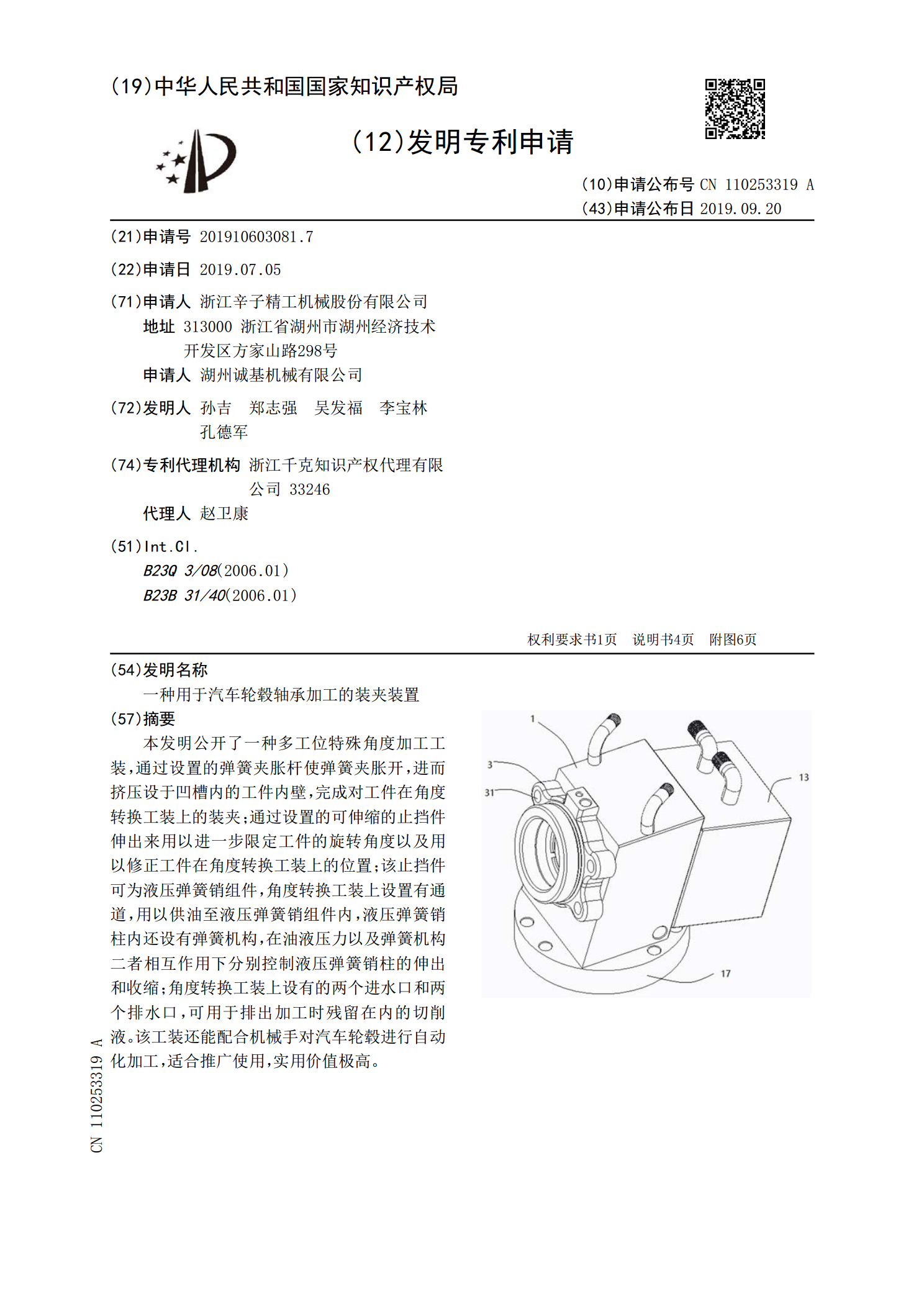
一种用于汽车轮毂轴承加工的装夹装置.pdf
本发明公开了一种多工位特殊角度加工工装,通过设置的弹簧夹胀杆使弹簧夹胀开,进而挤压设于凹槽内的工件内壁,完成对工件在角度转换工装上的装夹;通过设置的可伸缩的止挡件伸出来用以进一步限定工件的旋转角度以及用以修正工件在角度转换工装上的位置;该止挡件可为液压弹簧销组件,角度转换工装上设置有通道,用以供油至液压弹簧销组件内,液压弹簧销柱内还设有弹簧机构,在油液压力以及弹簧机构二者相互作用下分别控制液压弹簧销柱的伸出和收缩;角度转换工装上设有的两个进水口和两个排水口,可用于排出加工时残留在内的切削液。该工装还能配合