
一种弹性车轮的组装工艺.pdf

努力****向丝


1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种弹性车轮的组装工艺.pdf
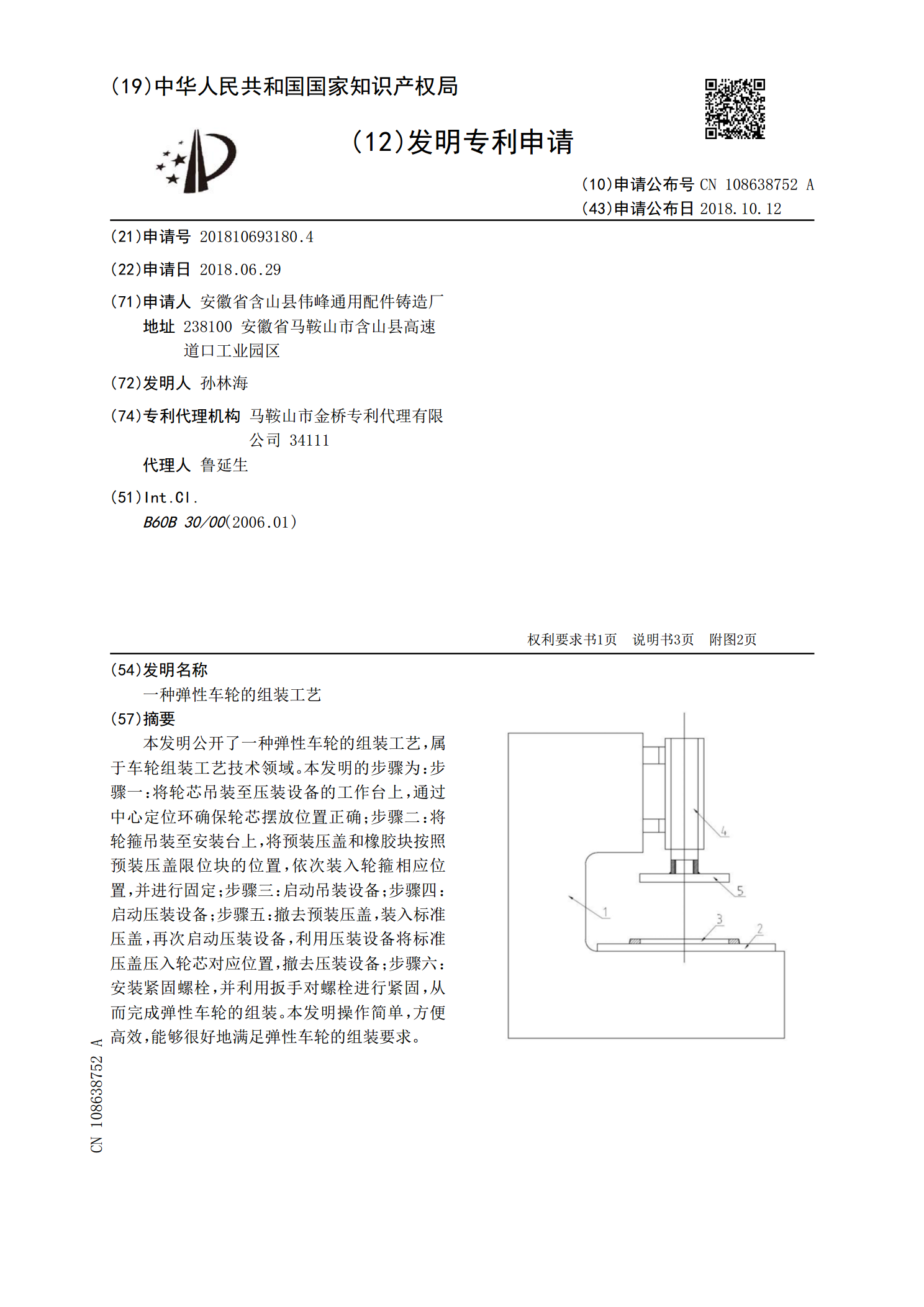
本发明公开了一种弹性车轮的组装工艺,属于车轮组装工艺技术领域。本发明的步骤为:步骤一:将轮芯吊装至压装设备的工作台上,通过中心定位环确保轮芯摆放位置正确;步骤二:将轮箍吊装至安装台上,将预装压盖和橡胶块按照预装压盖限位块的位置,依次装入轮箍相应位置,并进行固定;步骤三:启动吊装设备;步骤四:启动压装设备;步骤五:撤去预装压盖,装入标准压盖,再次启动压装设备,利用压装设备将标准压盖压入轮芯对应位置,撤去压装设备;步骤六:安装紧固螺栓,并利用扳手对螺栓进行紧固,从而完成弹性车轮的组装。本发明操作简单,方便高效
一种弹性车轮的组装工艺.pdf
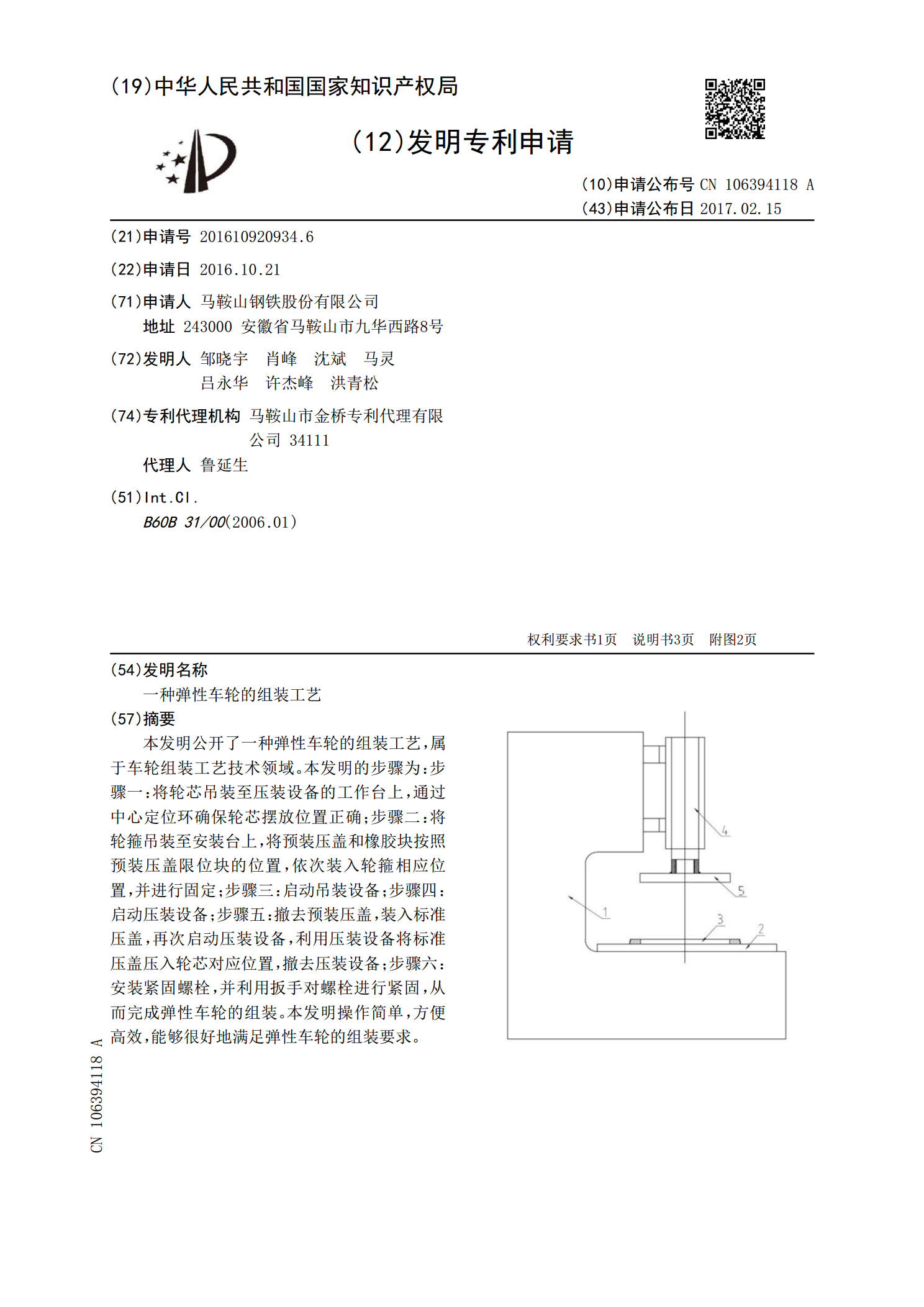
本发明公开了一种弹性车轮的组装工艺,属于车轮组装工艺技术领域。本发明的步骤为:步骤一:将轮芯吊装至压装设备的工作台上,通过中心定位环确保轮芯摆放位置正确;步骤二:将轮箍吊装至安装台上,将预装压盖和橡胶块按照预装压盖限位块的位置,依次装入轮箍相应位置,并进行固定;步骤三:启动吊装设备;步骤四:启动压装设备;步骤五:撤去预装压盖,装入标准压盖,再次启动压装设备,利用压装设备将标准压盖压入轮芯对应位置,撤去压装设备;步骤六:安装紧固螺栓,并利用扳手对螺栓进行紧固,从而完成弹性车轮的组装。本发明操作简单,方便高效

一种弹性车轮的组装工艺探讨.docx
一种弹性车轮的组装工艺探讨随着科技的不断发展,车轮作为汽车的重要组成部分也得到了越来越多的关注。弹性车轮是现代汽车生产中广泛应用的一种技术,它具有优秀的悬挂性能和减震性能,让车辆行驶更加平稳舒适。本文将对弹性车轮的组装工艺进行探讨,以便更好地实现弹性车轮在汽车生产中的应用。一、弹性车轮的工作原理弹性车轮是一种在车轮轮毂上加装一个弹性体,使车轮在运行时可以弹性变形的设计。它可以有效减轻车辆运行时受到的震动和冲击,提高车辆的舒适性和操控性。弹性车轮的主要工作原理是利用弹性体的弹性特性将路面振动吸收进去,可按弹
一种弹性车轮组装工装及组装方法.pdf
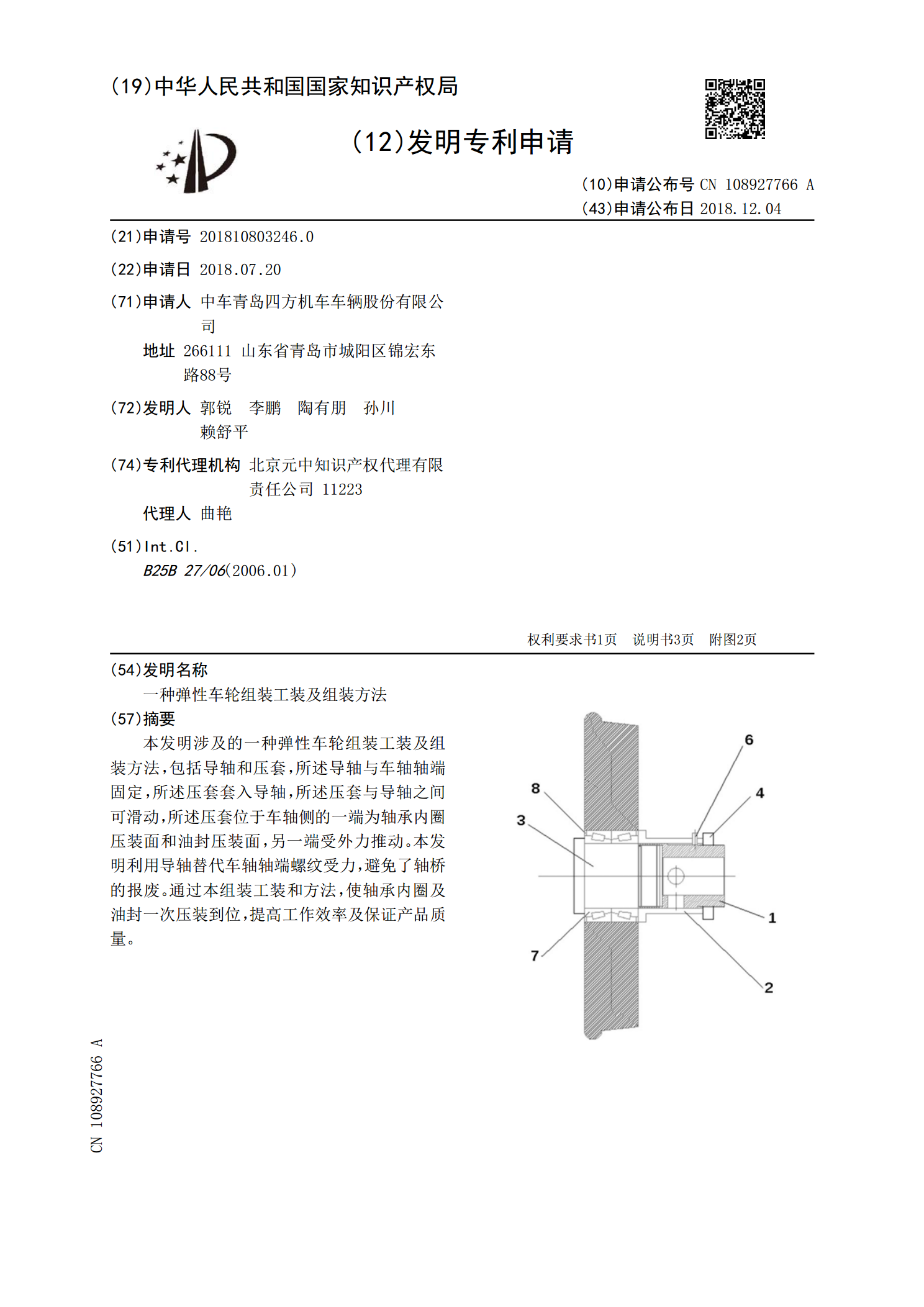
本发明涉及的一种弹性车轮组装工装及组装方法,包括导轴和压套,所述导轴与车轴轴端固定,所述压套套入导轴,所述压套与导轴之间可滑动,所述压套位于车轴侧的一端为轴承内圈压装面和油封压装面,另一端受外力推动。本发明利用导轴替代车轴轴端螺纹受力,避免了轴桥的报废。通过本组装工装和方法,使轴承内圈及油封一次压装到位,提高工作效率及保证产品质量。

车轮制动盘组装系统及车轮制动盘组装工艺.pdf
本发明公开了一种车轮制动盘组装系统及车轮制动盘组装工艺,其中,车轮制动盘组装系统包括沿组装过程依次设置的喷涂烘干装置、预组装装置、螺栓拧紧装置及制动盘拧紧检测装置,喷涂烘干装置、预组装装置、螺栓拧紧装置及制动盘拧紧检测装置之间通过中间车轮运送装置运输车轮。在本申请提供的车轮制动盘组装系统中,通过设置中间车轮运送装置将车轮运送至各个工位进行螺栓拧紧及检测工作,且通过喷涂烘干装置对车轮进行喷涂操作,相对于工作人员手动进行的上述操作的情况,有效地降低了操作者组装车轮制动盘的劳动强度。