
空心坯料成形大高宽比内环筋的旋转挤压成形模具.pdf

猫巷****志敏


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
空心坯料成形大高宽比内环筋的旋转挤压成形模具.pdf
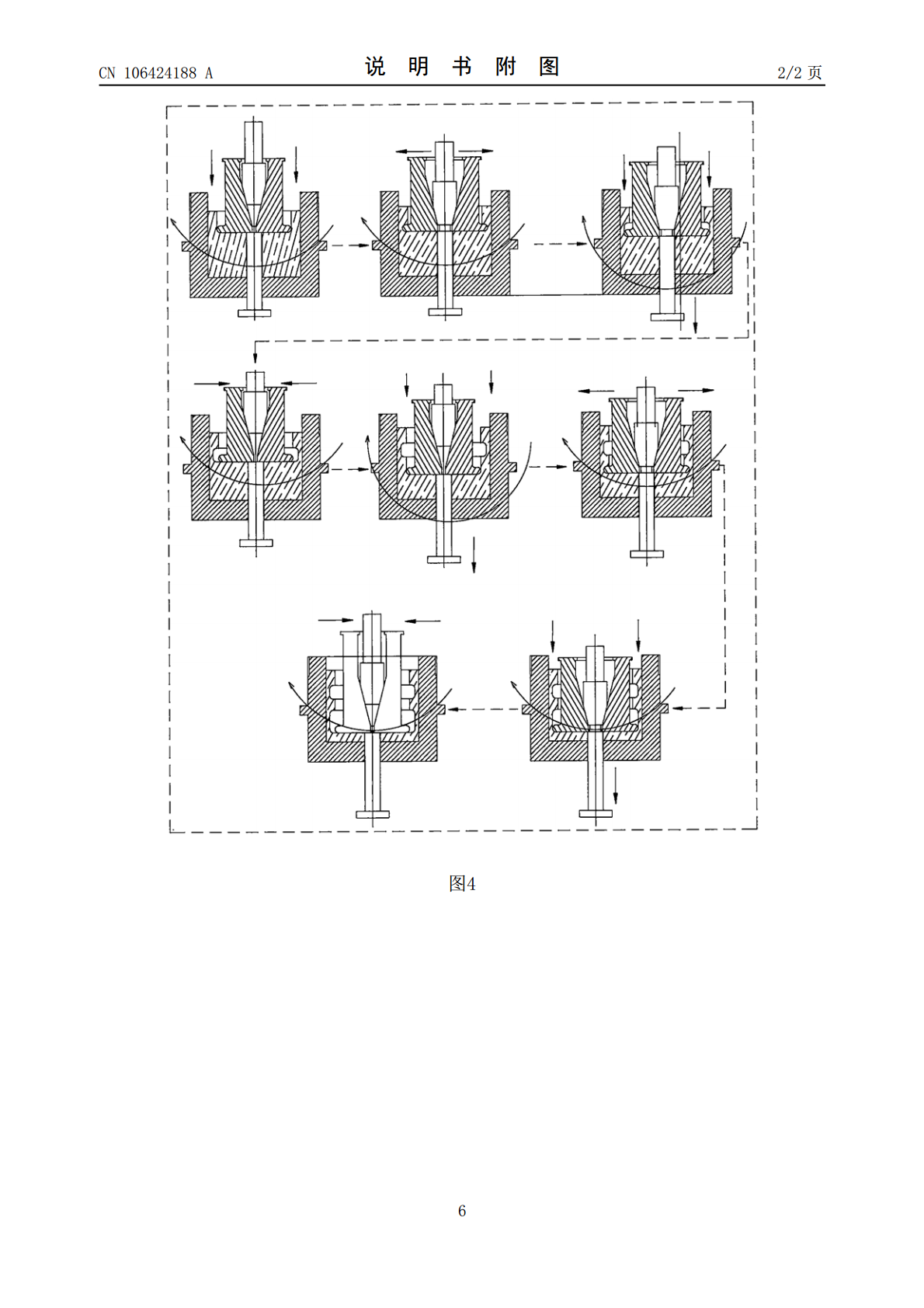
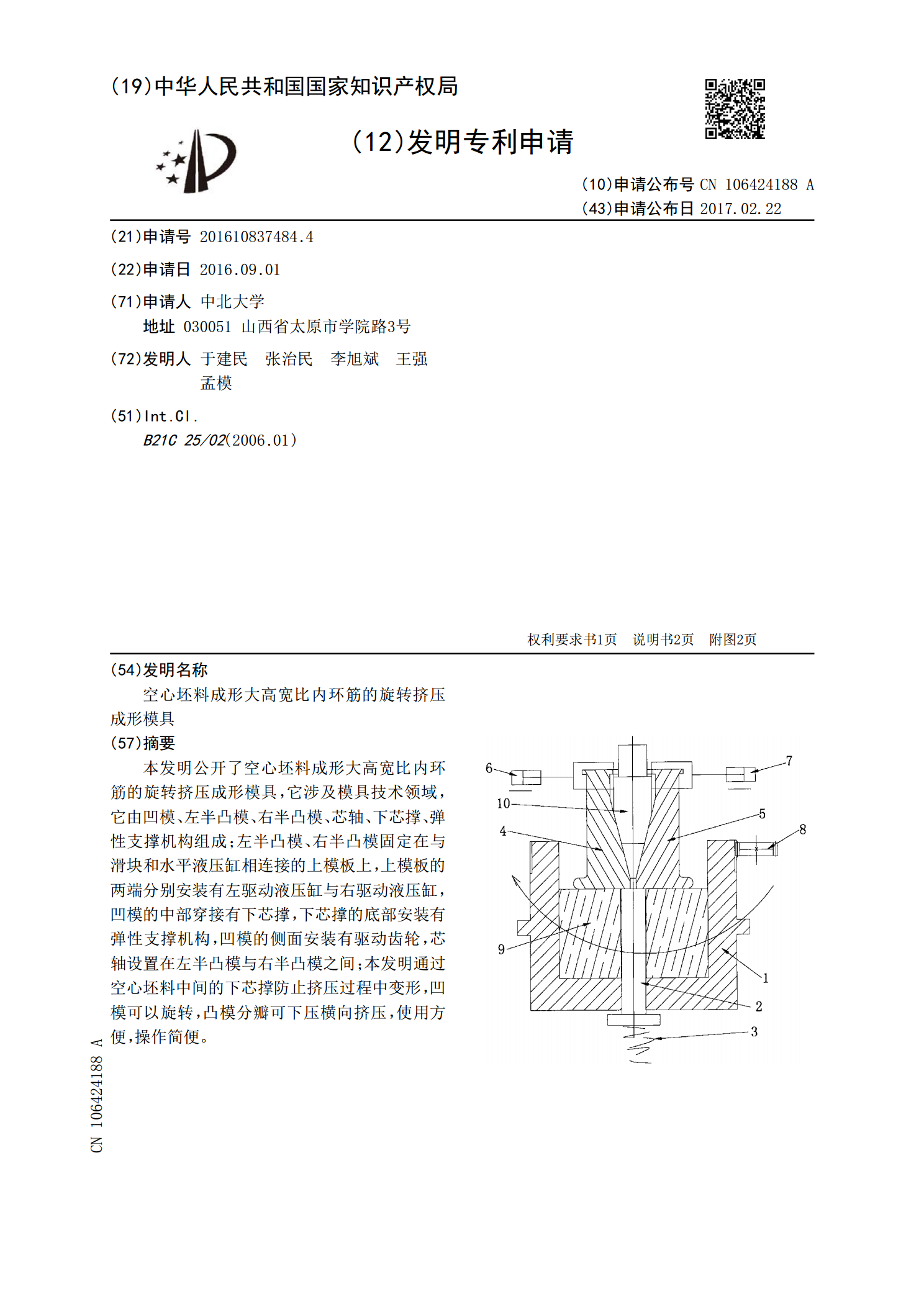
本发明公开了空心坯料成形大高宽比内环筋的旋转挤压成形模具,它涉及模具技术领域,它由凹模、左半凸模、右半凸模、芯轴、下芯撑、弹性支撑机构组成;左半凸模、右半凸模固定在与滑块和水平液压缸相连接的上模板上,上模板的两端分别安装有左驱动液压缸与右驱动液压缸,凹模的中部穿接有下芯撑,下芯撑的底部安装有弹性支撑机构,凹模的侧面安装有驱动齿轮,芯轴设置在左半凸模与右半凸模之间;本发明通过空心坯料中间的下芯撑防止挤压过程中变形,凹模可以旋转,凸模分瓣可下压横向挤压,使用方便,操作简便。

内环筋直筒件旋转挤压成形损伤开裂机制研究.docx
内环筋直筒件旋转挤压成形损伤开裂机制研究内环筋直筒件旋转挤压成形是一种先进的金属成形技术,该技术可广泛应用于制造汽车零部件、航空航天器件等领域。然而,在实际生产中,内环筋直筒件旋转挤压成形中常会出现损伤和开裂问题,严重影响了产品质量和生产效率。因此,对该技术下的损伤和开裂机制进行深入研究具有重要的理论和实际意义。首先,内环筋直筒件旋转挤压成形中的损伤和开裂问题主要与材料的塑性变形和应力分布不均匀有关。旋转挤压过程中,材料由于受到挤压力的作用发生塑性变形,但由于挤压过程中应力分布存在不均匀性,容易导致应力集

凸模结构对镁合金内环筋壳体旋转挤压成形过程的影响研究.docx
凸模结构对镁合金内环筋壳体旋转挤压成形过程的影响研究标题:凸模结构对镁合金内环筋壳体旋转挤压成形过程的影响研究摘要:随着工业化进程的推进,轻质高强度材料的需求量日益增加。镁合金因其优异的性能,成为替代传统材料的理想选择。然而,镁合金在加工过程中存在一定的挑战,其中旋转挤压成形是一种较为有效的方法。本研究旨在探究凸模结构对镁合金内环筋壳体旋转挤压成形过程的影响。1.引言镁合金具有低密度、高比强度、良好的耐腐蚀性等优点,广泛应用于汽车、航空航天、电子等领域。然而,由于其低塑性和高强度,加工过程中往往伴随着显著

内环筋直筒件旋转挤压成形折叠缺陷机制研究的任务书.docx
内环筋直筒件旋转挤压成形折叠缺陷机制研究的任务书任务书任务名称:内环筋直筒件旋转挤压成形折叠缺陷机制研究任务描述:本次任务的研究主要针对内环筋直筒件旋转挤压成形中的折叠缺陷机制进行研究,旨在探究折叠缺陷产生的原因和机制,以提高内环筋直筒件的生产质量和可靠性。任务目标:1.系统性分析内环筋直筒件旋转挤压成形折叠缺陷的机制。2.探究内环筋直筒件旋转挤压成形折叠缺陷发生的影响因素。3.提出改善和解决内环筋直筒件旋转挤压成形折叠缺陷的有效措施和方法。任务内容:1.对内环筋直筒件旋转挤压成形过程中折叠缺陷的形态和表
利用旋转成形模具生产的挤压型材.pdf
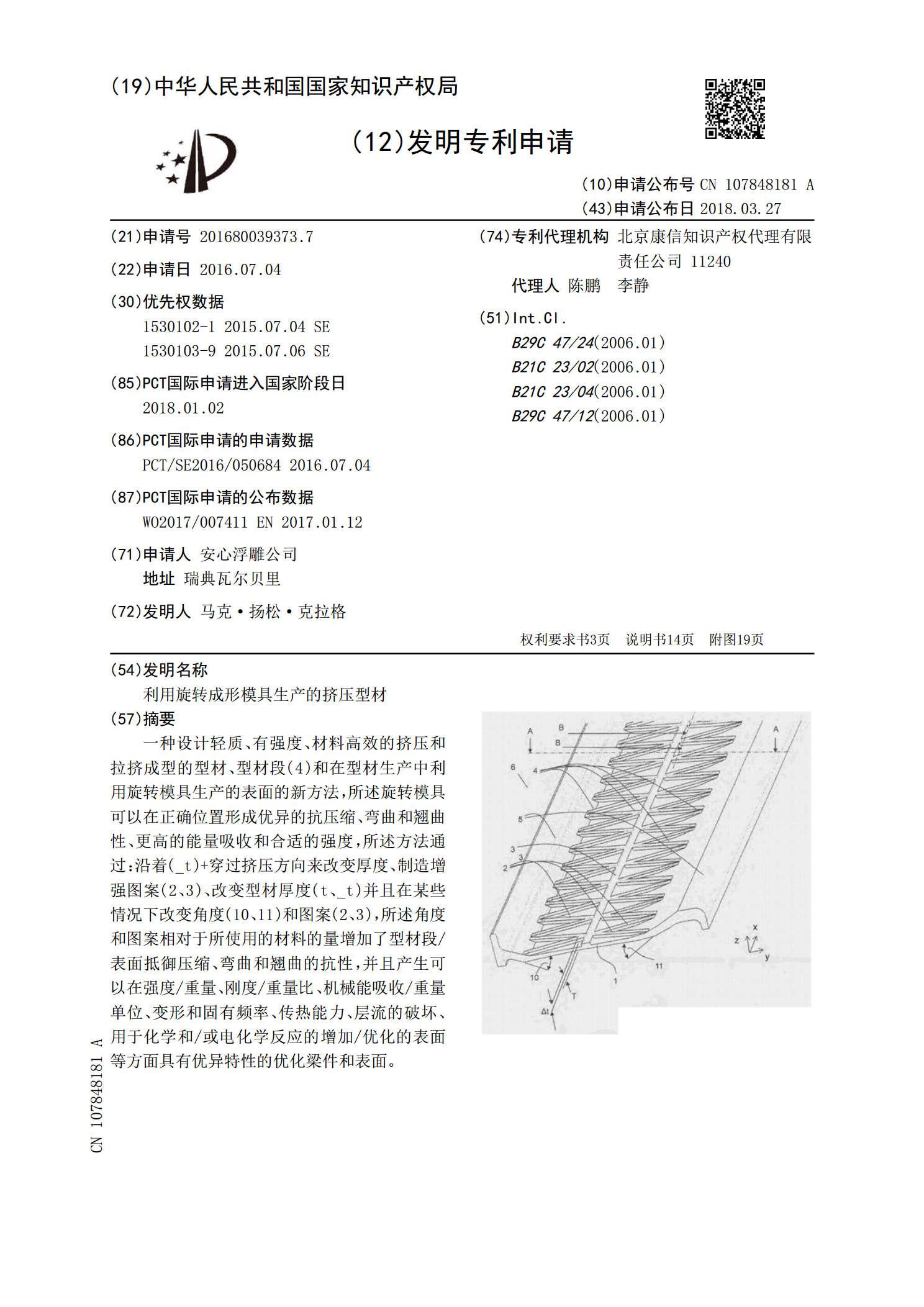
一种设计轻质、有强度、材料高效的挤压和拉挤成型的型材、型材段(4)和在型材生产中利用旋转模具生产的表面的新方法,所述旋转模具可以在正确位置形成优异的抗压缩、弯曲和翘曲性、更高的能量吸收和合适的强度,所述方法通过:沿着(_t)+穿过挤压方向来改变厚度、制造增强图案(2、3)、改变型材厚度(t、_t)并且在某些情况下改变角度(10、11)和图案(2、3),所述角度和图案相对于所使用的材料的量增加了型材段/表面抵御压缩、弯曲和翘曲的抗性,并且产生可以在强度/重量、刚度/重量比、机械能吸收/重量单位、变形和固有频