
一种大口径非球面元件轮廓检测装置及方法.pdf

新槐****公主

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大口径非球面元件轮廓检测装置及方法.pdf
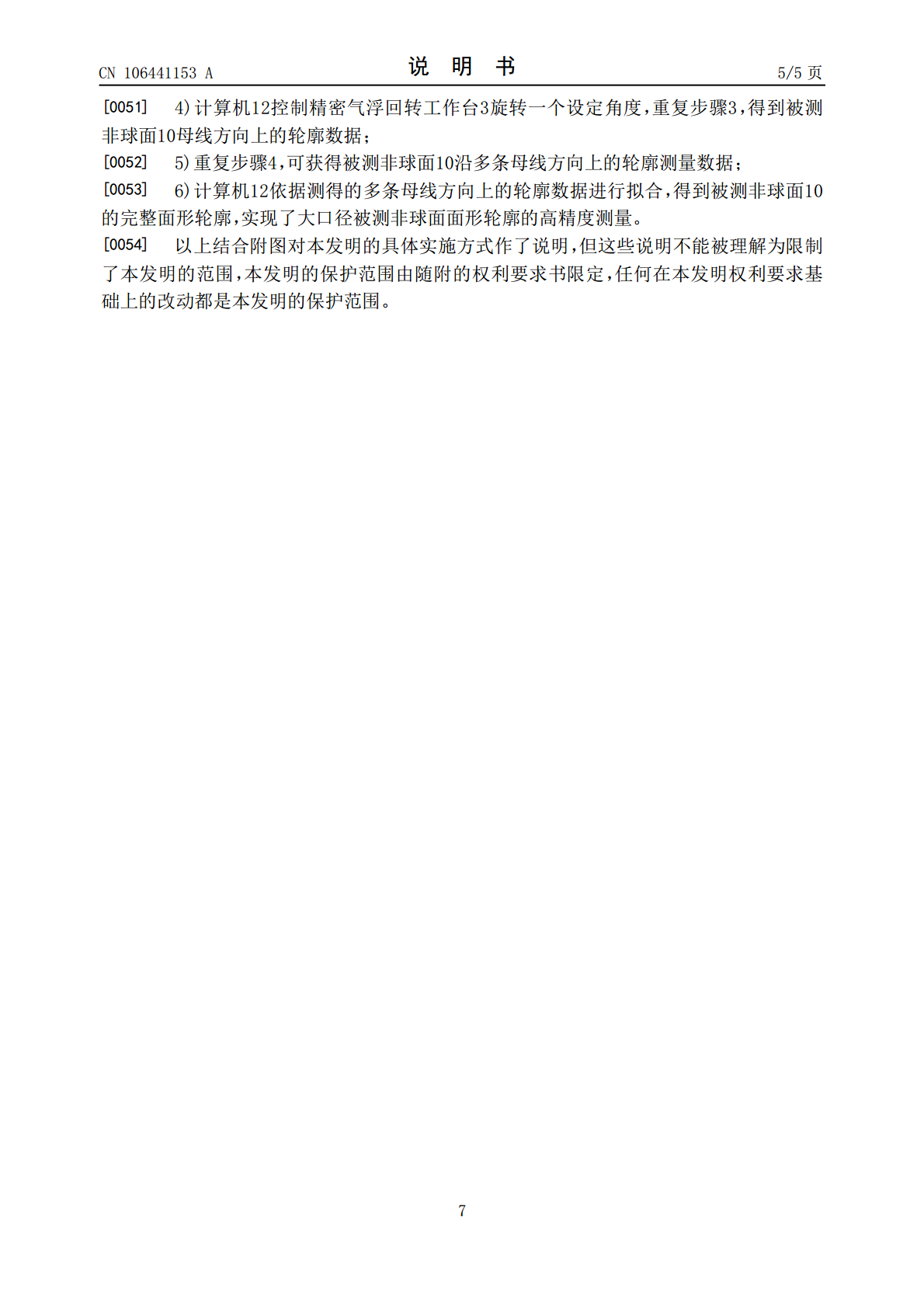
本发明属于光学精密测试技术领域,涉及一种大口径非球面精密检测装置与方法,可用于精密光学系统中大型非球面元件轮廓的高精度检测。本发明基于直线/回转基准技术等,采用回转—直线基准共基面的开放式轮廓仪结构,实现了基于精密气浮回转中心的大口径非球面元件轮廓的高精度检测。本发明采用回转—直线基准系统共基面设计以及测量架的折转设计以及开放式的非龙门结构设计,减小了仪器阿贝误差,最大限度的发挥了精密直线气浮导轨的运动精度,利用与精密直线气浮导轨同步运动的传感测量系统对被测非球面的一条母线轮廓参数直接进行测量;利用精密气
大口径非球面在线轮廓检测装置及其检测方法.pdf
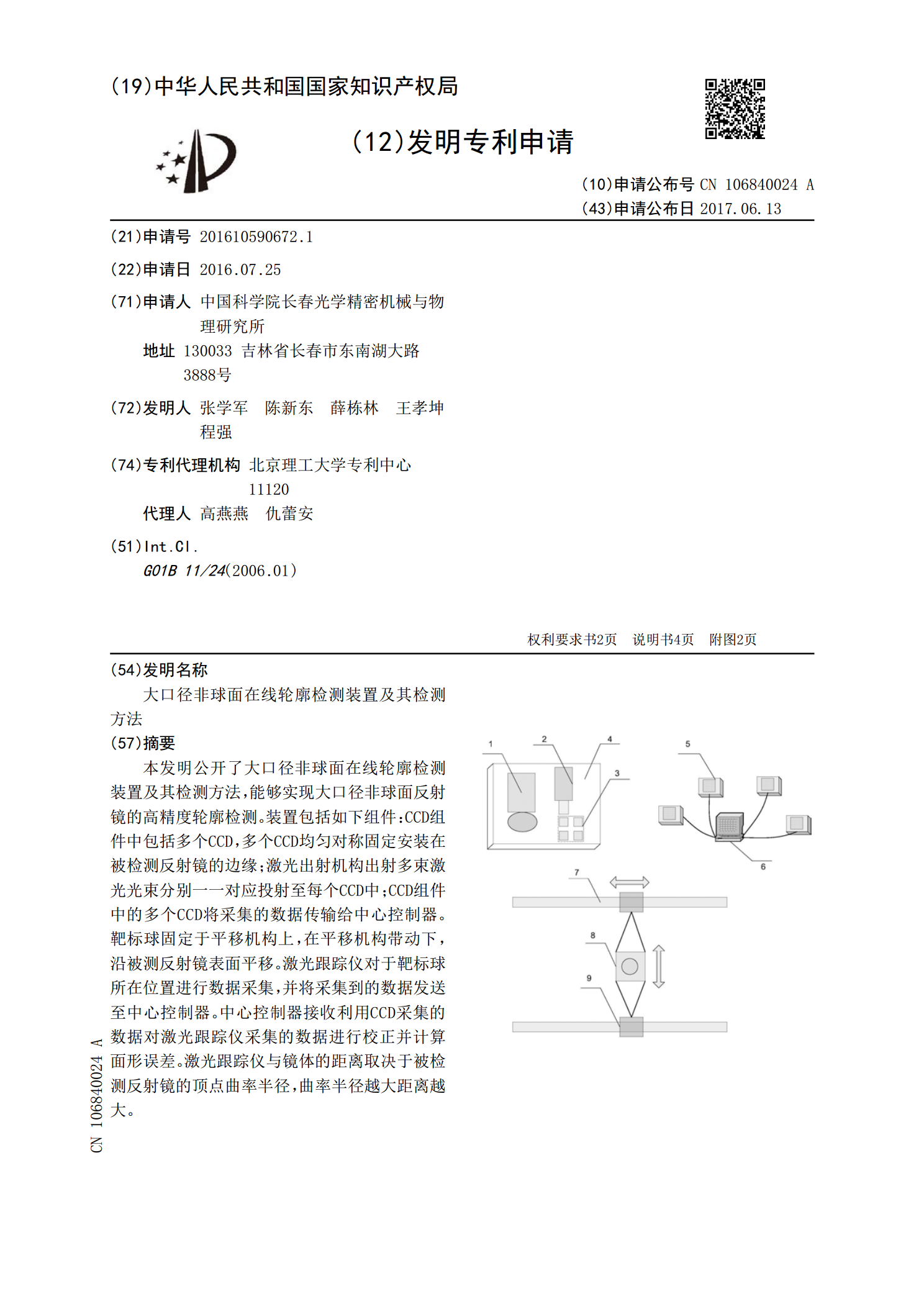
本发明公开了大口径非球面在线轮廓检测装置及其检测方法,能够实现大口径非球面反射镜的高精度轮廓检测。装置包括如下组件:CCD组件中包括多个CCD,多个CCD均匀对称固定安装在被检测反射镜的边缘;激光出射机构出射多束激光光束分别一一对应投射至每个CCD中;CCD组件中的多个CCD将采集的数据传输给中心控制器。靶标球固定于平移机构上,在平移机构带动下,沿被测反射镜表面平移。激光跟踪仪对于靶标球所在位置进行数据采集,并将采集到的数据发送至中心控制器。中心控制器接收利用CCD采集的数据对激光跟踪仪采集的数据进行校正
大口径非球面轮廓加工检测一体化装置与方法.pdf
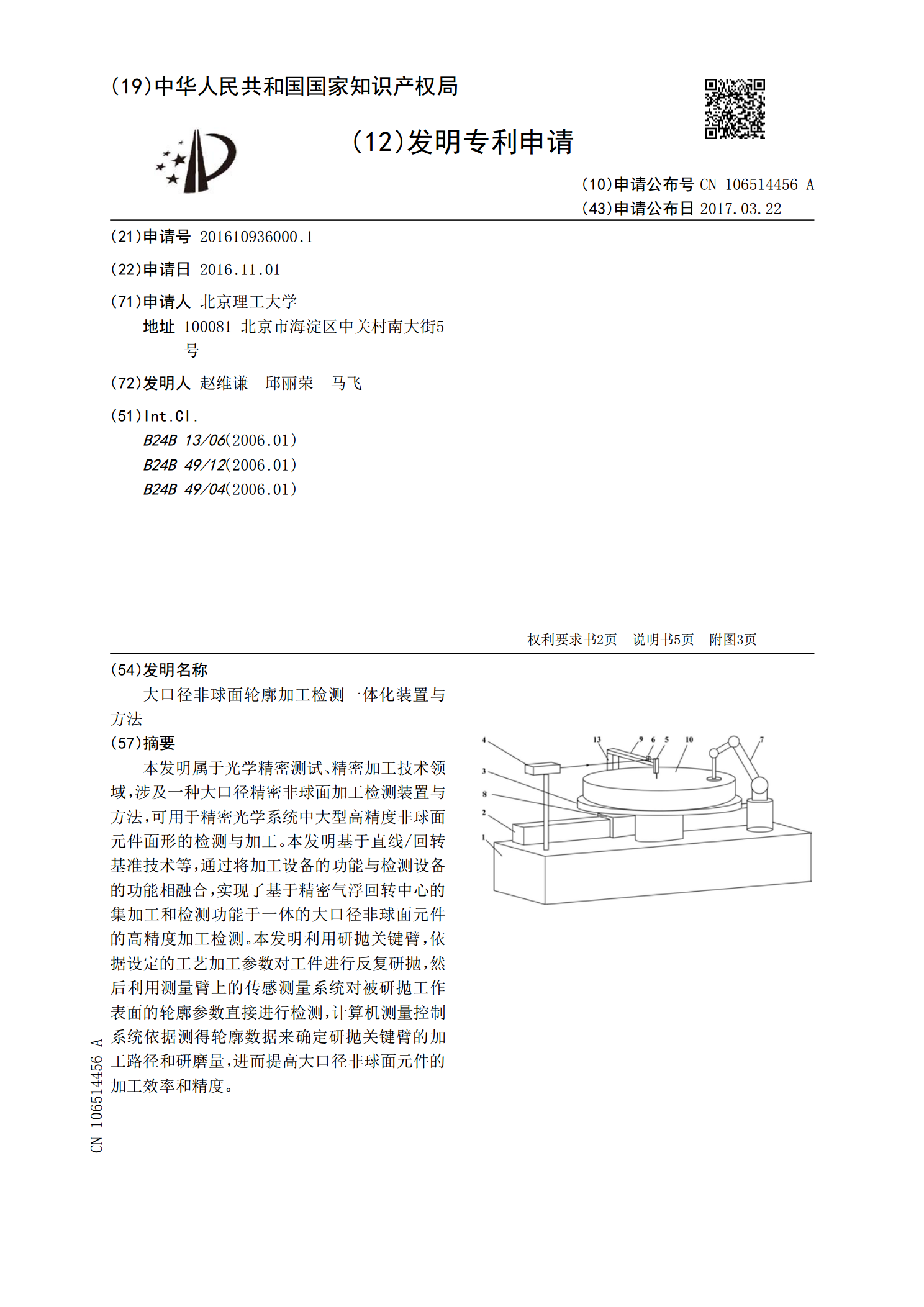
本发明属于光学精密测试、精密加工技术领域,涉及一种大口径精密非球面加工检测装置与方法,可用于精密光学系统中大型高精度非球面元件面形的检测与加工。本发明基于直线/回转基准技术等,通过将加工设备的功能与检测设备的功能相融合,实现了基于精密气浮回转中心的集加工和检测功能于一体的大口径非球面元件的高精度加工检测。本发明利用研抛关键臂,依据设定的工艺加工参数对工件进行反复研抛,然后利用测量臂上的传感测量系统对被研抛工作表面的轮廓参数直接进行检测,计算机测量控制系统依据测得轮廓数据来确定研抛关键臂的加工路径和研磨量,
一种大口径非球面光学元件抛光装置.pdf
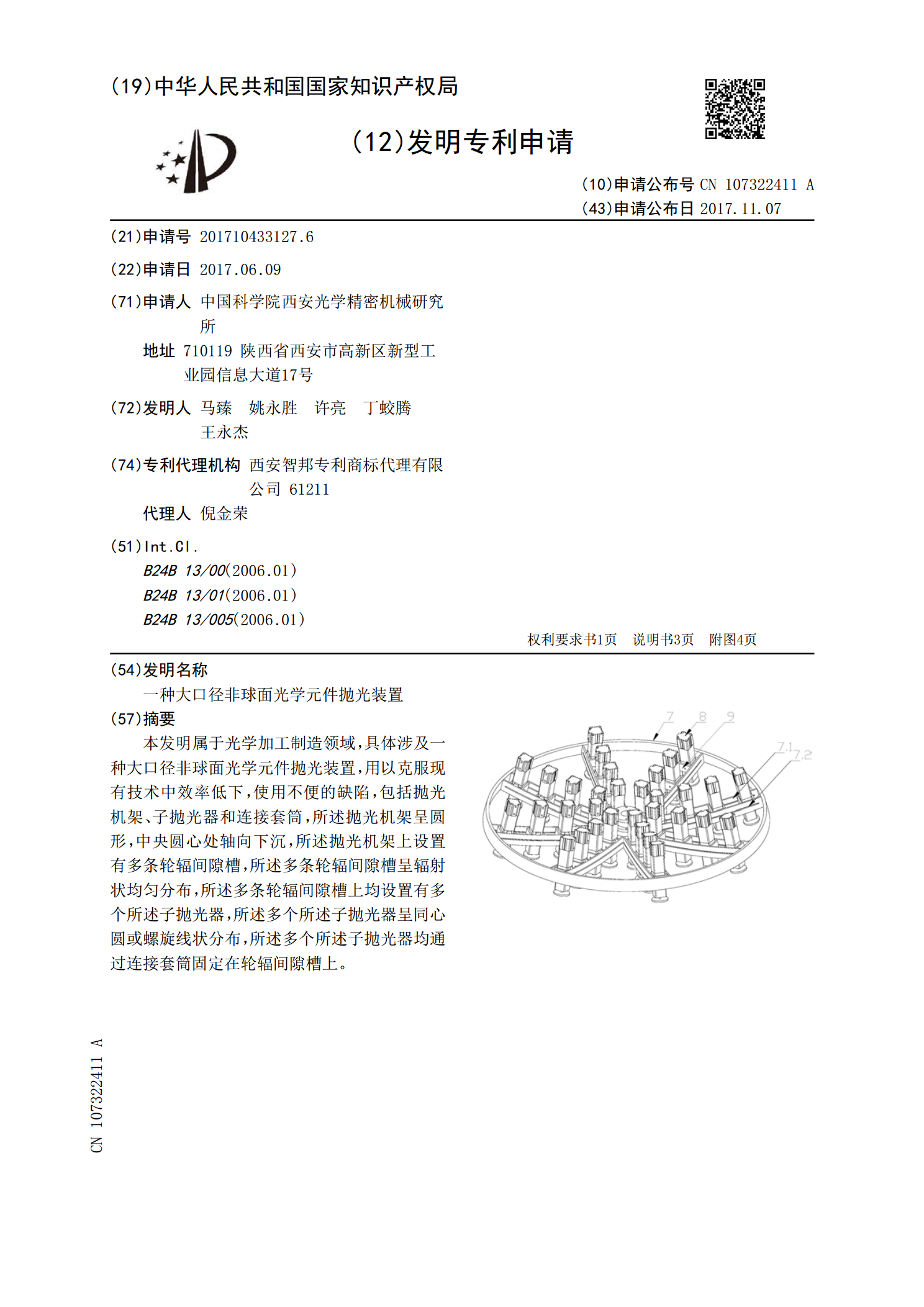
本发明属于光学加工制造领域,具体涉及一种大口径非球面光学元件抛光装置,用以克服现有技术中效率低下,使用不便的缺陷,包括抛光机架、子抛光器和连接套筒,所述抛光机架呈圆形,中央圆心处轴向下沉,所述抛光机架上设置有多条轮辐间隙槽,所述多条轮辐间隙槽呈辐射状均匀分布,所述多条轮辐间隙槽上均设置有多个所述子抛光器,所述多个所述子抛光器呈同心圆或螺旋线状分布,所述多个所述子抛光器均通过连接套筒固定在轮辐间隙槽上。

大口径光学非球面元件的两段轮廓拼接测量方法.pdf
大口径光学非球面元件的两段轮廓拼接测量方法,涉及非光学球面元件。首先提出一种基于曲率半径不变原理对齐重叠区域数据点的方法。其次根据多体系统运动学理论、斜率差值和逆推法建立两段面形轮廓拼接的初步优化数学模型。最后根据初步拼接数学模型的仿真结果,对初步拼接误差进行线性最小二乘拟合,去除累积误差,提出最终的两段拼接优化算法。利用TaylorHobson轮廓仪和辅助测量夹具对150mm的平面光学元件进行测量实验并用拼接优化算法进行数据处理,实验结果表明,拼接误差的标准偏差最大为0.868μm,能满足磨削阶段光学