
大口径非球面轮廓加工检测一体化装置与方法.pdf

英瑞****写意

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大口径非球面轮廓加工检测一体化装置与方法.pdf
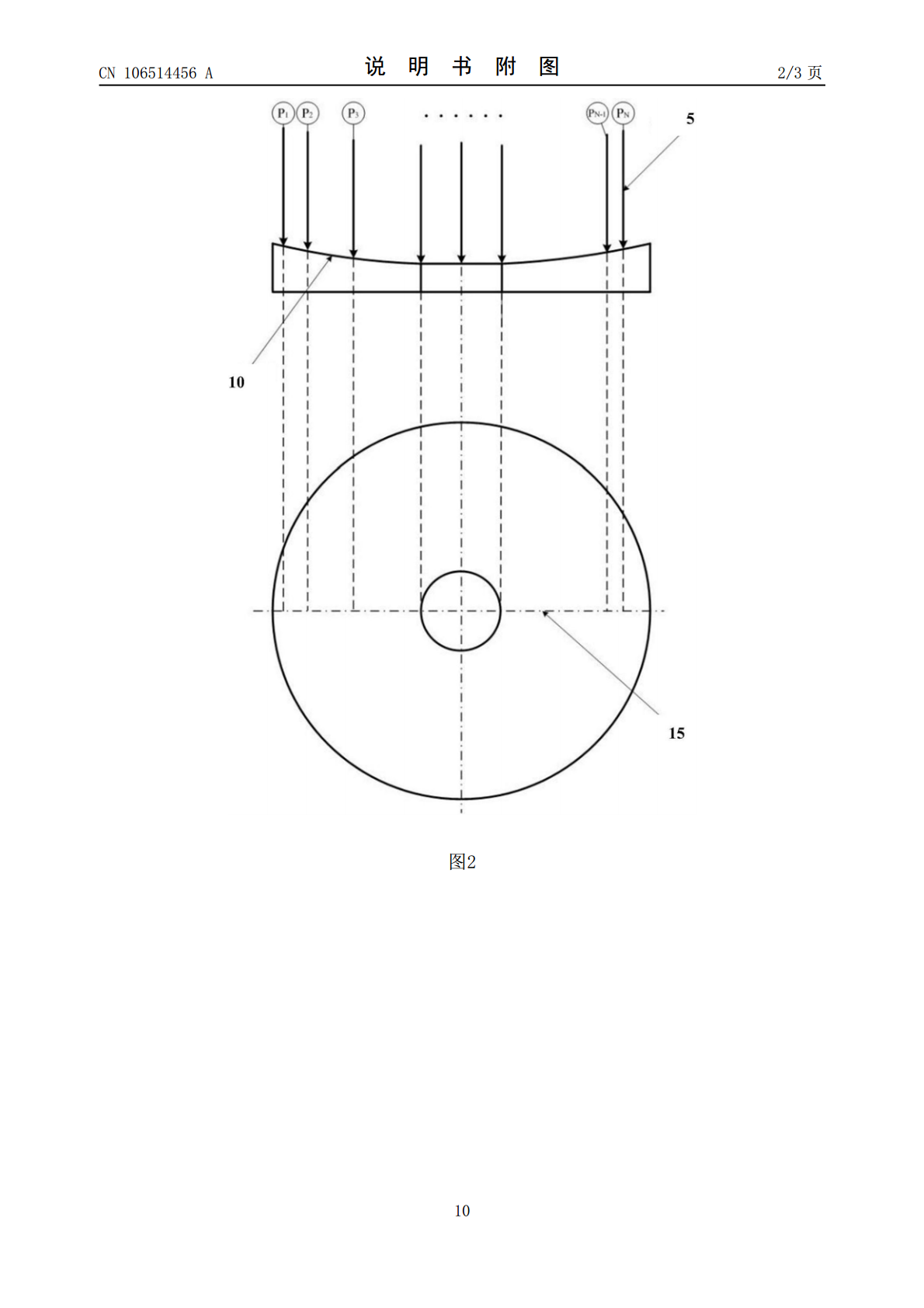
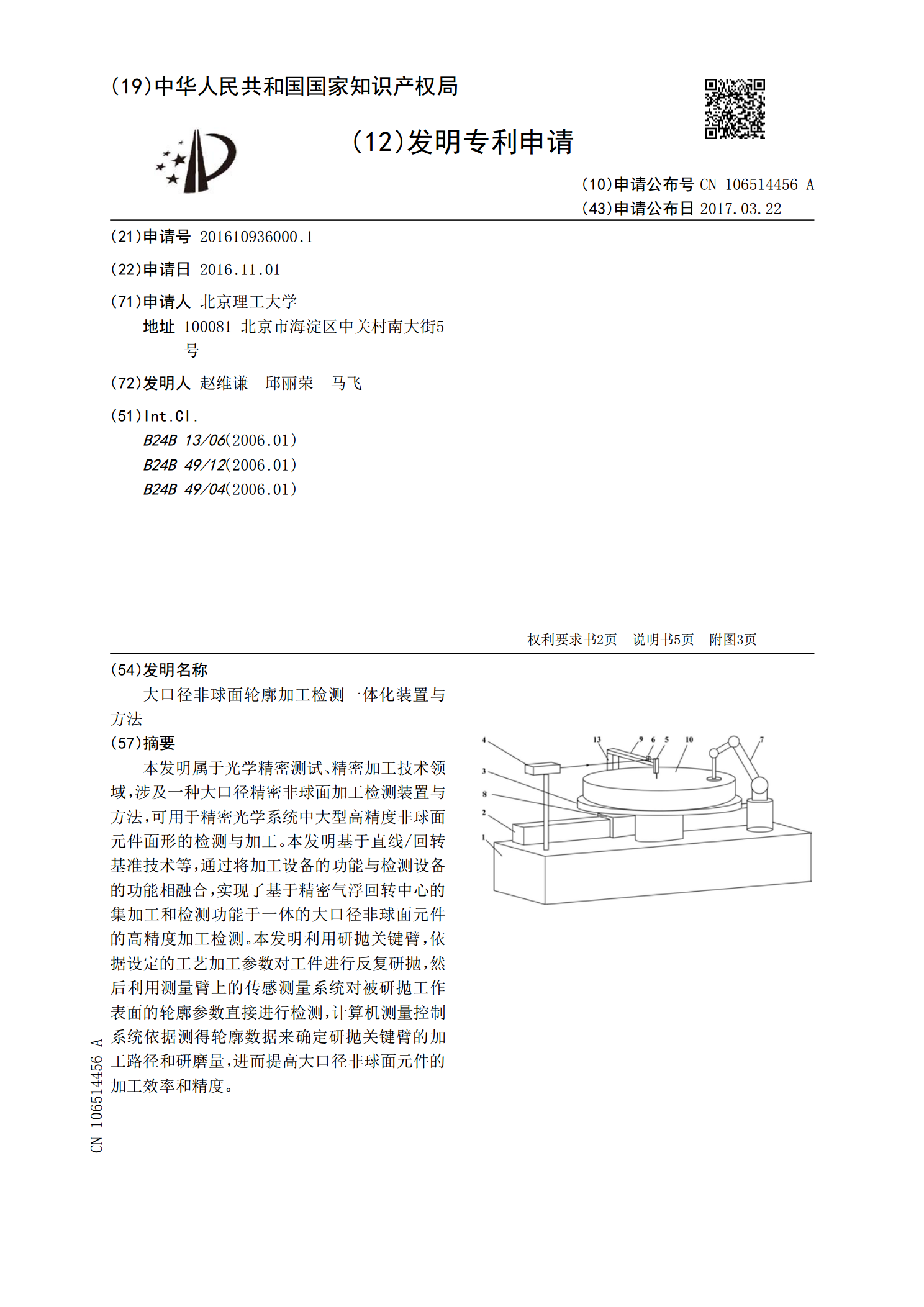
本发明属于光学精密测试、精密加工技术领域,涉及一种大口径精密非球面加工检测装置与方法,可用于精密光学系统中大型高精度非球面元件面形的检测与加工。本发明基于直线/回转基准技术等,通过将加工设备的功能与检测设备的功能相融合,实现了基于精密气浮回转中心的集加工和检测功能于一体的大口径非球面元件的高精度加工检测。本发明利用研抛关键臂,依据设定的工艺加工参数对工件进行反复研抛,然后利用测量臂上的传感测量系统对被研抛工作表面的轮廓参数直接进行检测,计算机测量控制系统依据测得轮廓数据来确定研抛关键臂的加工路径和研磨量,
大口径非球面在线轮廓检测装置及其检测方法.pdf
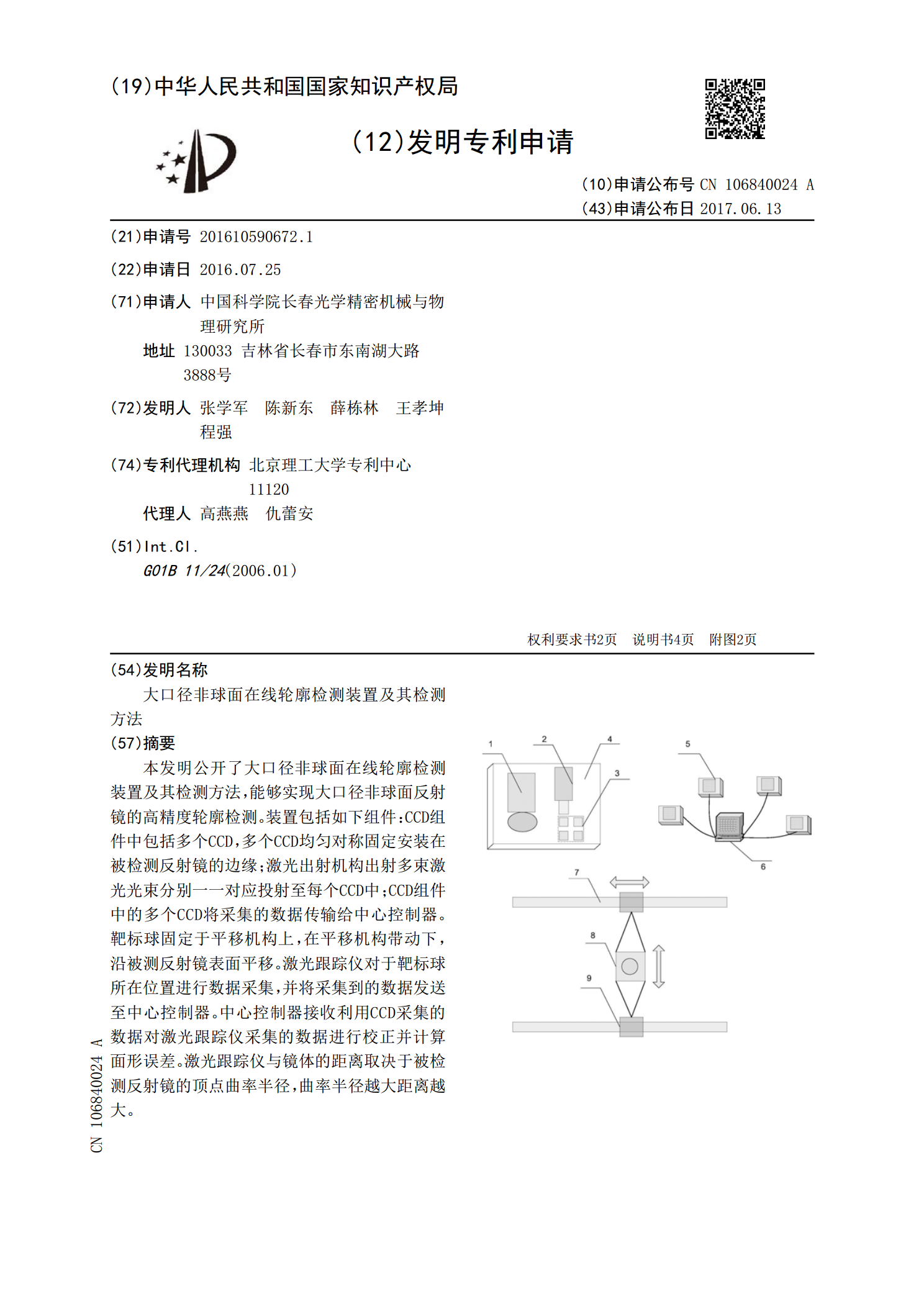
本发明公开了大口径非球面在线轮廓检测装置及其检测方法,能够实现大口径非球面反射镜的高精度轮廓检测。装置包括如下组件:CCD组件中包括多个CCD,多个CCD均匀对称固定安装在被检测反射镜的边缘;激光出射机构出射多束激光光束分别一一对应投射至每个CCD中;CCD组件中的多个CCD将采集的数据传输给中心控制器。靶标球固定于平移机构上,在平移机构带动下,沿被测反射镜表面平移。激光跟踪仪对于靶标球所在位置进行数据采集,并将采集到的数据发送至中心控制器。中心控制器接收利用CCD采集的数据对激光跟踪仪采集的数据进行校正

一种大口径非球面元件轮廓检测装置及方法.pdf
本发明属于光学精密测试技术领域,涉及一种大口径非球面精密检测装置与方法,可用于精密光学系统中大型非球面元件轮廓的高精度检测。本发明基于直线/回转基准技术等,采用回转—直线基准共基面的开放式轮廓仪结构,实现了基于精密气浮回转中心的大口径非球面元件轮廓的高精度检测。本发明采用回转—直线基准系统共基面设计以及测量架的折转设计以及开放式的非龙门结构设计,减小了仪器阿贝误差,最大限度的发挥了精密直线气浮导轨的运动精度,利用与精密直线气浮导轨同步运动的传感测量系统对被测非球面的一条母线轮廓参数直接进行测量;利用精密气

大口径非球面工件轮廓的测量方法.pdf
大口径非球面工件轮廓的测量方法,涉及一种非球面工件的测量。将等分的N段轮廓测量数据建立各自的局部坐标系,取L1段测量轮廓上的m个重叠测点进行最小二乘线性拟合得到轮廓特征线P1,再取L2段前端的m个重叠测点,同样利用最小二乘线性拟合得到轮廓特征线P21,然后以L1段轮廓所建坐标系为参考坐标系,对轮廓特征线P21进行坐标变换至与轮廓特征线P1重合,完成L1和L2段拼接。同理,可获得其他相邻两段测量轮廓的两两拼接,完成N段轮廓的拼接测量,并对拼接得到的完整工件轮廓曲线进行去倾斜处理,最终得到完整的工件表面轮廓特

一种轮廓检测装置及其检测光学非球面的方法.pdf
本申请公开了一种轮廓测量装置,用于检测光学非球面的面型轮廓,包括导轨和移动设置在所述导轨上的测量机构,其中,所述测量机构包括:与所述导轨滑动连接的连接件;设置在所述连接件上的杠杆机构,所述杠杆机构的杠杆的一端,连接有能够与光学非球面接触的球头,另一端连接有测量探头。本发明提供的轮廓检测装置,因为球头在光学非球面的表面上连续移动,不仅能够实现对光学非球面的连续测量,而且可以利用杠杆机构的放大作用以及测量探头的光栅传感器的准确度,将光学非球面的表面轮廓起伏放大,从而显著提高了对光学非球面的测量准确度。本发明还