
用于磨削大型曲轴的方法和设备.pdf

岚风****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于磨削大型曲轴的方法和设备.pdf
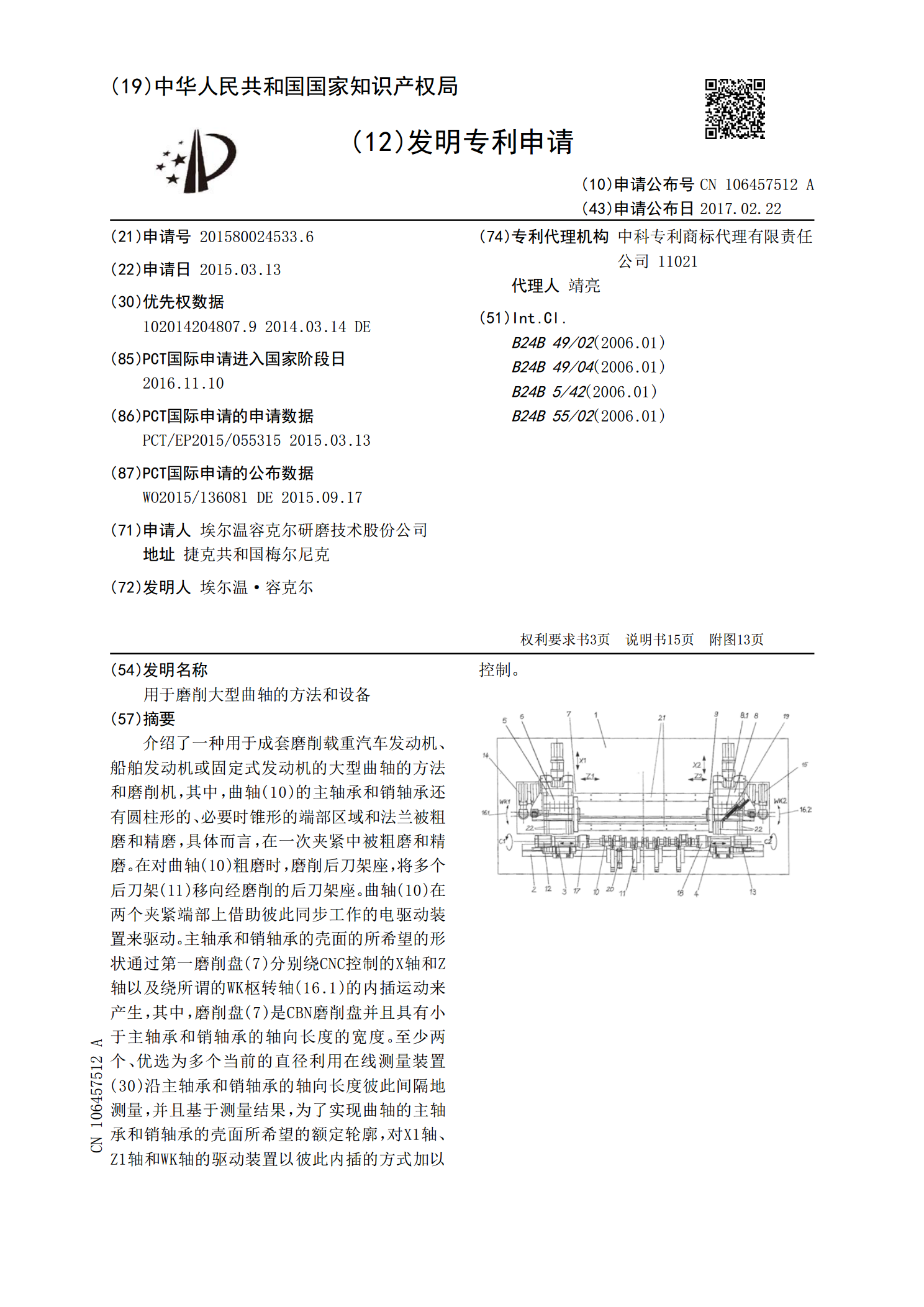
介绍了一种用于成套磨削载重汽车发动机、船舶发动机或固定式发动机的大型曲轴的方法和磨削机,其中,曲轴(10)的主轴承和销轴承还有圆柱形的、必要时锥形的端部区域和法兰被粗磨和精磨,具体而言,在一次夹紧中被粗磨和精磨。在对曲轴(10)粗磨时,磨削后刀架座,将多个后刀架(11)移向经磨削的后刀架座。曲轴(10)在两个夹紧端部上借助彼此同步工作的电驱动装置来驱动。主轴承和销轴承的壳面的所希望的形状通过第一磨削盘(7)分别绕CNC控制的X轴和Z轴以及绕所谓的WK枢转轴(16.1)的内插运动来产生,其中,磨削盘(7)是
一种曲轴磨削方法及曲轴磨削机床.pdf
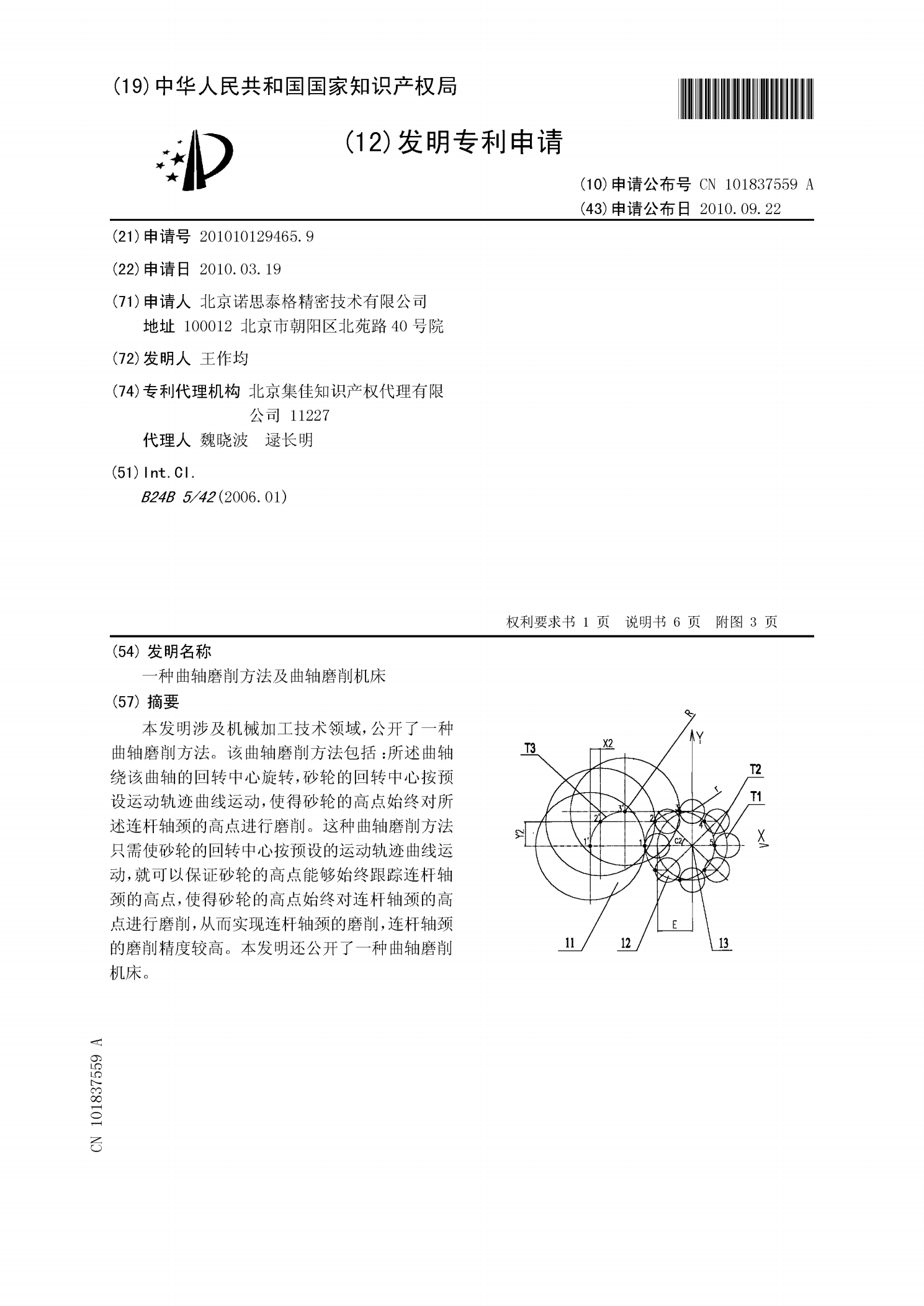
本发明涉及机械加工技术领域,公开了一种曲轴磨削方法。该曲轴磨削方法包括:所述曲轴绕该曲轴的回转中心旋转,砂轮的回转中心按预设运动轨迹曲线运动,使得砂轮的高点始终对所述连杆轴颈的高点进行磨削。这种曲轴磨削方法只需使砂轮的回转中心按预设的运动轨迹曲线运动,就可以保证砂轮的高点能够始终跟踪连杆轴颈的高点,使得砂轮的高点始终对连杆轴颈的高点进行磨削,从而实现连杆轴颈的磨削,连杆轴颈的磨削精度较高。本发明还公开了一种曲轴磨削机床。

曲轴小端面磨削设备.pdf
本发明涉及曲轴小端面磨削设备,第一顶头和第二顶头固定在架体上,第一顶头与第二顶头的中心轴线位于同一条直线上,顶头连接组件由气缸、支撑滑动套筒和法兰盘组成,气缸通过法兰盘固定在支撑滑动套筒上,气缸的伸缩缸与第二顶头连接,第二顶头的轴部套装在支撑滑动套筒内;第一支撑定位座和第二支撑定位座并排平行固定在架体上,电机与磨削砂轮组件固定在架体上,电机与磨削砂轮组件通过齿轮传动,磨削砂轮组件位于第二顶头的一侧,用于将固定好的曲轴小端面进行磨削,在第一顶头的一侧固定有一曲轴止动杆。本发明可在减少设备投资、简化操作、降低

用于修整多线磨削螺杆和用于磨削的方法及磨削螺杆.pdf
本发明涉及一种用于修整多线磨削螺杆(1)的方法,在该方法中借助修整工具(2)制造螺旋形平行地并排延伸的螺槽(6、7、8)的侧面轮廓(3’、3”、4’、4”、5’、5”)。为了特别是在修整时间缩短的情况下实现改善的磨削结果,本发明规定,在至少两条螺槽(6、7、8)中制造在几何结构和/或在其表面结构方面彼此不同的侧面轮廓(3’、3”、4’、4”、5’、5”)。此外本发明还涉及一种用于磨削工件的方法和一种磨削螺杆。
磨削轮和用于制造磨削轮的方法.pdf
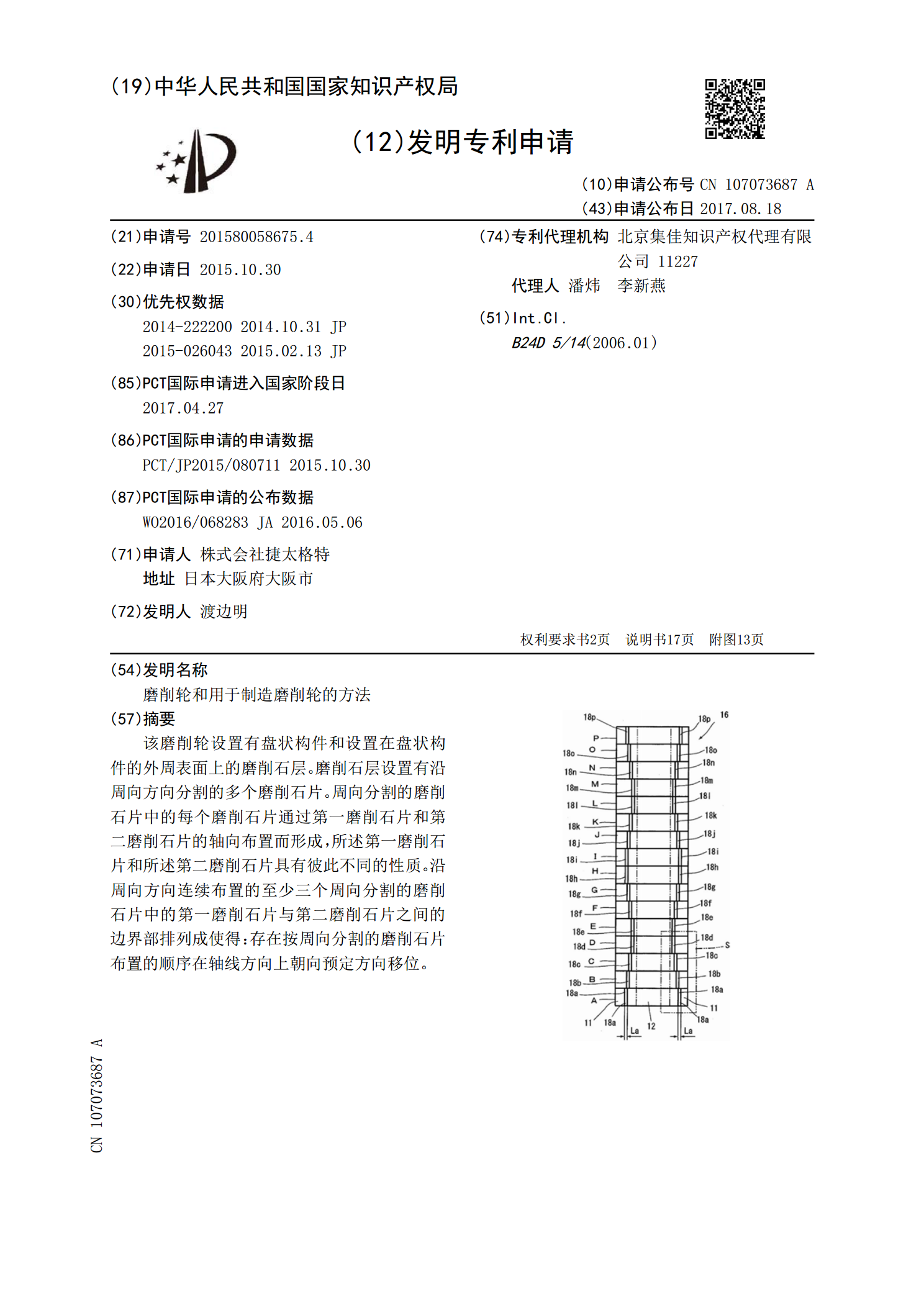
该磨削轮设置有盘状构件和设置在盘状构件的外周表面上的磨削石层。磨削石层设置有沿周向方向分割的多个磨削石片。周向分割的磨削石片中的每个磨削石片通过第一磨削石片和第二磨削石片的轴向布置而形成,所述第一磨削石片和所述第二磨削石片具有彼此不同的性质。沿周向方向连续布置的至少三个周向分割的磨削石片中的第一磨削石片与第二磨削石片之间的边界部排列成使得:存在按周向分割的磨削石片布置的顺序在轴线方向上朝向预定方向移位。