
用于磨削和精密加工的方法和装置.pdf

听云****君哇


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于磨削和精密加工的方法和装置.pdf
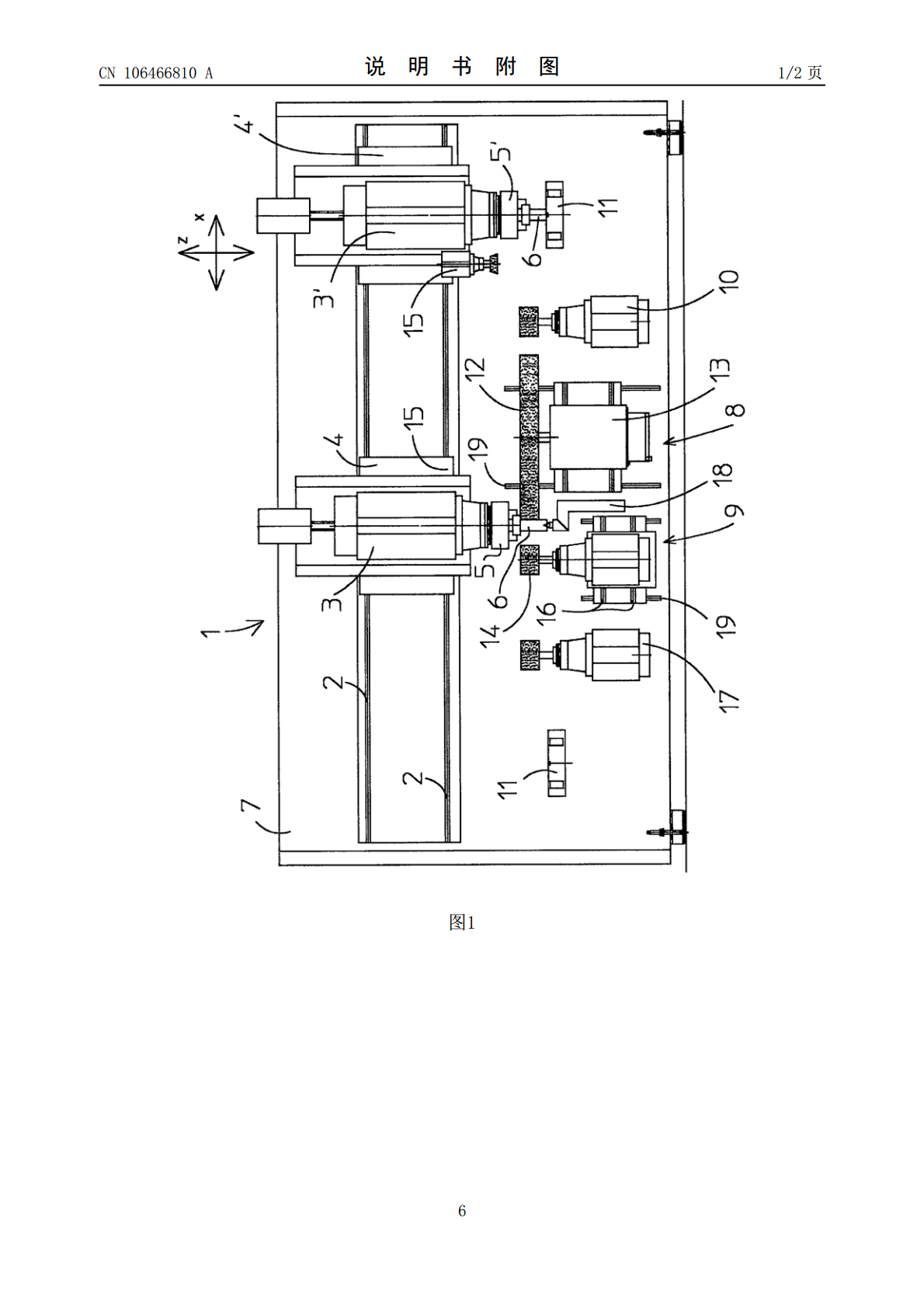
本发明涉及用于磨削和精密加工的方法和装置,其中磨床具有两个工件主轴(3,3′)、至少一个砂轮主轴座(8,9)和两个精密加工装置(10,17),其中工件(6)自动夹紧在工件主轴(3,3′)上,借助至少一个砂轮主轴座(8,9)进行尺寸和形状磨削,随后,借助精密加工装置(10,17)完成加工,其中在工件主轴(3,3′)上对工件(6)进行尺寸和形状磨削的时间段内,在另一个工件主轴(3,3′)上,对工件(6)进行精密加工,并自动换上未加工的工件(6)。
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述
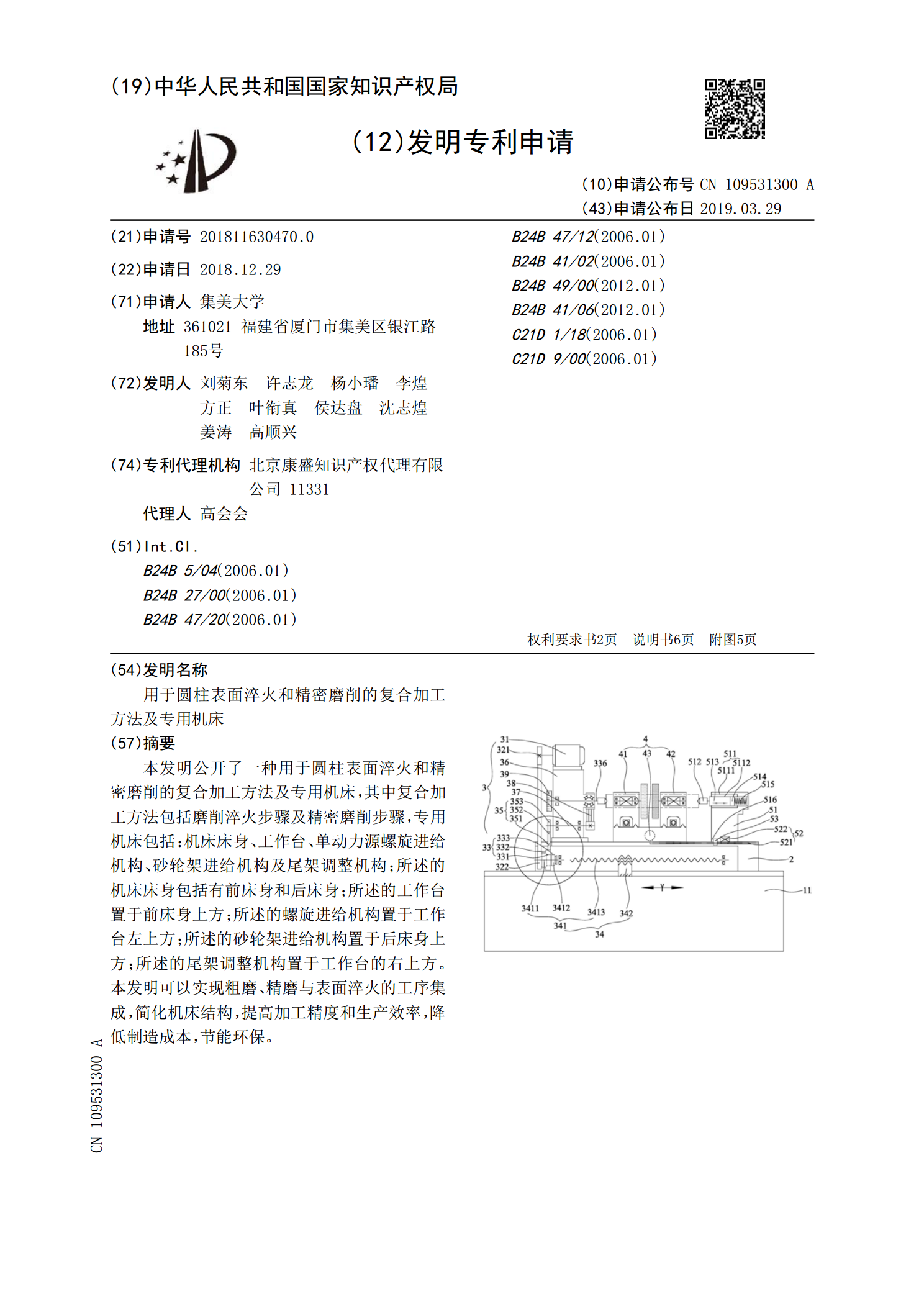
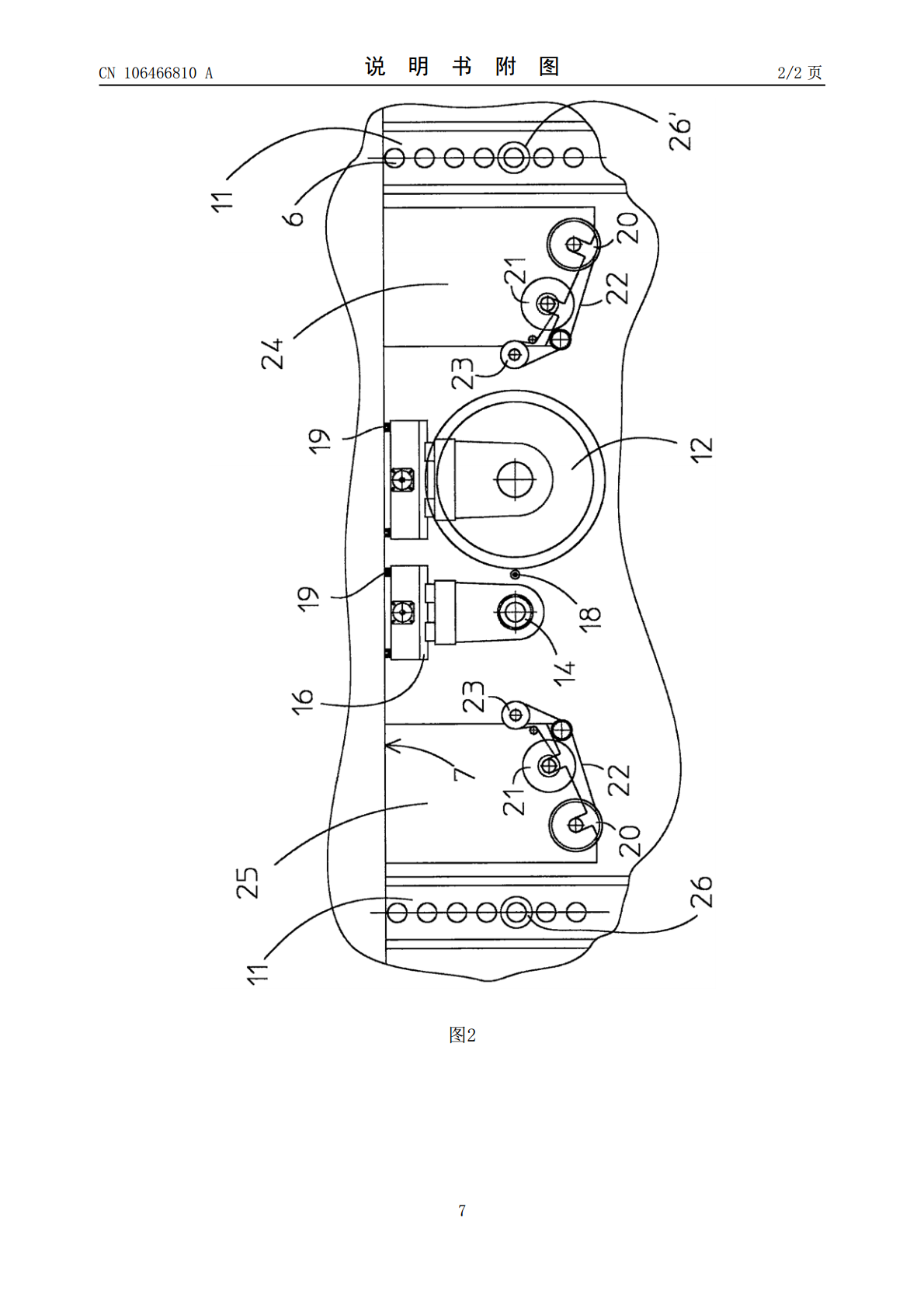
用于圆柱表面淬火和精密磨削的复合加工方法及专用机床.pdf
本发明公开了一种用于圆柱表面淬火和精密磨削的复合加工方法及专用机床,其中复合加工方法包括磨削淬火步骤及精密磨削步骤,专用机床包括:机床床身、工作台、单动力源螺旋进给机构、砂轮架进给机构及尾架调整机构;所述的机床床身包括有前床身和后床身;所述的工作台置于前床身上方;所述的螺旋进给机构置于工作台左上方;所述的砂轮架进给机构置于后床身上方;所述的尾架调整机构置于工作台的右上方。本发明可以实现粗磨、精磨与表面淬火的工序集成,简化机床结构,提高加工精度和生产效率,降低制造成本,节能环保。

数控磨削加工方法和装置.pdf
本发明公开了一种数控磨削加工方法和装置,通过获取待加工零件的结构尺寸,选择与待加工零件的结构尺寸相适配的砂轮和数控磨床工作台,其中,砂轮的磨削面为与底平面呈设定角度的锥面;加载待加工零件到数控磨床工作台以及加载砂轮到数控磨床主轴,并偏转数控磨床主轴以使偏转角度与锥面的设定角度相同;沿X轴和Z轴方向双向进刀,利用砂轮同时磨削待加工零件的内孔和内孔端面。本发明在砂轮上形成设定角度的锥面,通过对数控机床主轴偏置同样的设定角度,从而可以使砂轮可同时磨削待加工零件的内孔和端面,提高磨削加工效率,提高待加工零件内孔、

用于曲轴及凸轮轴的精密机加工的方法和装置.pdf
本发明涉及将曲轴或凸轮轴精密机加工为最终尺寸公差Rz<10μm、优选是小于或等于5μm、并且径向跳动公差小于或等30μm、优选是小于或等6μm的一种方法和一种装置。对这些曲轴或凸轮轴进行机加并且至少部分地硬化。根据本发明,在首次机加工以及随后硬化至45至60HRC、优选为50至53HRC之后,通过使用CBN或PCD镶入件切削镶片来执行一个最终的机加工。为此使用的装置具有多个切削镶片(12,13,14),这些切削镶片有多个CBN或PCD镶入件,其中在横向、径向以及切向上定向的多个切削镶片交替地彼此跟随。