
用于曲轴及凸轮轴的精密机加工的方法和装置.pdf

宜然****找我

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于曲轴及凸轮轴的精密机加工的方法和装置.pdf
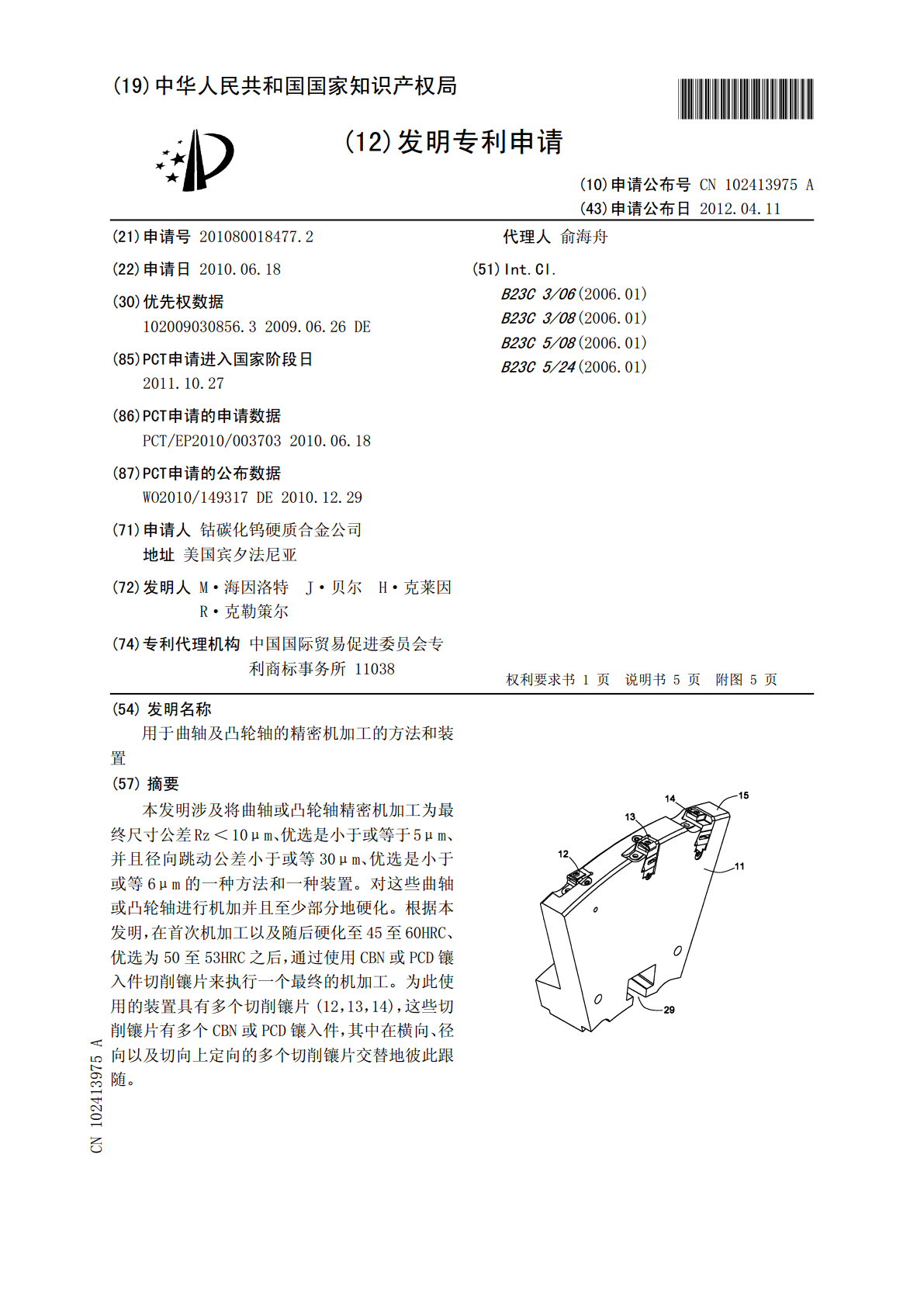
本发明涉及将曲轴或凸轮轴精密机加工为最终尺寸公差Rz<10μm、优选是小于或等于5μm、并且径向跳动公差小于或等30μm、优选是小于或等6μm的一种方法和一种装置。对这些曲轴或凸轮轴进行机加并且至少部分地硬化。根据本发明,在首次机加工以及随后硬化至45至60HRC、优选为50至53HRC之后,通过使用CBN或PCD镶入件切削镶片来执行一个最终的机加工。为此使用的装置具有多个切削镶片(12,13,14),这些切削镶片有多个CBN或PCD镶入件,其中在横向、径向以及切向上定向的多个切削镶片交替地彼此跟随。

用于磨削和精密加工的方法和装置.pdf
本发明涉及用于磨削和精密加工的方法和装置,其中磨床具有两个工件主轴(3,3′)、至少一个砂轮主轴座(8,9)和两个精密加工装置(10,17),其中工件(6)自动夹紧在工件主轴(3,3′)上,借助至少一个砂轮主轴座(8,9)进行尺寸和形状磨削,随后,借助精密加工装置(10,17)完成加工,其中在工件主轴(3,3′)上对工件(6)进行尺寸和形状磨削的时间段内,在另一个工件主轴(3,3′)上,对工件(6)进行精密加工,并自动换上未加工的工件(6)。
用于组装可调凸轮轴的方法和装置.pdf
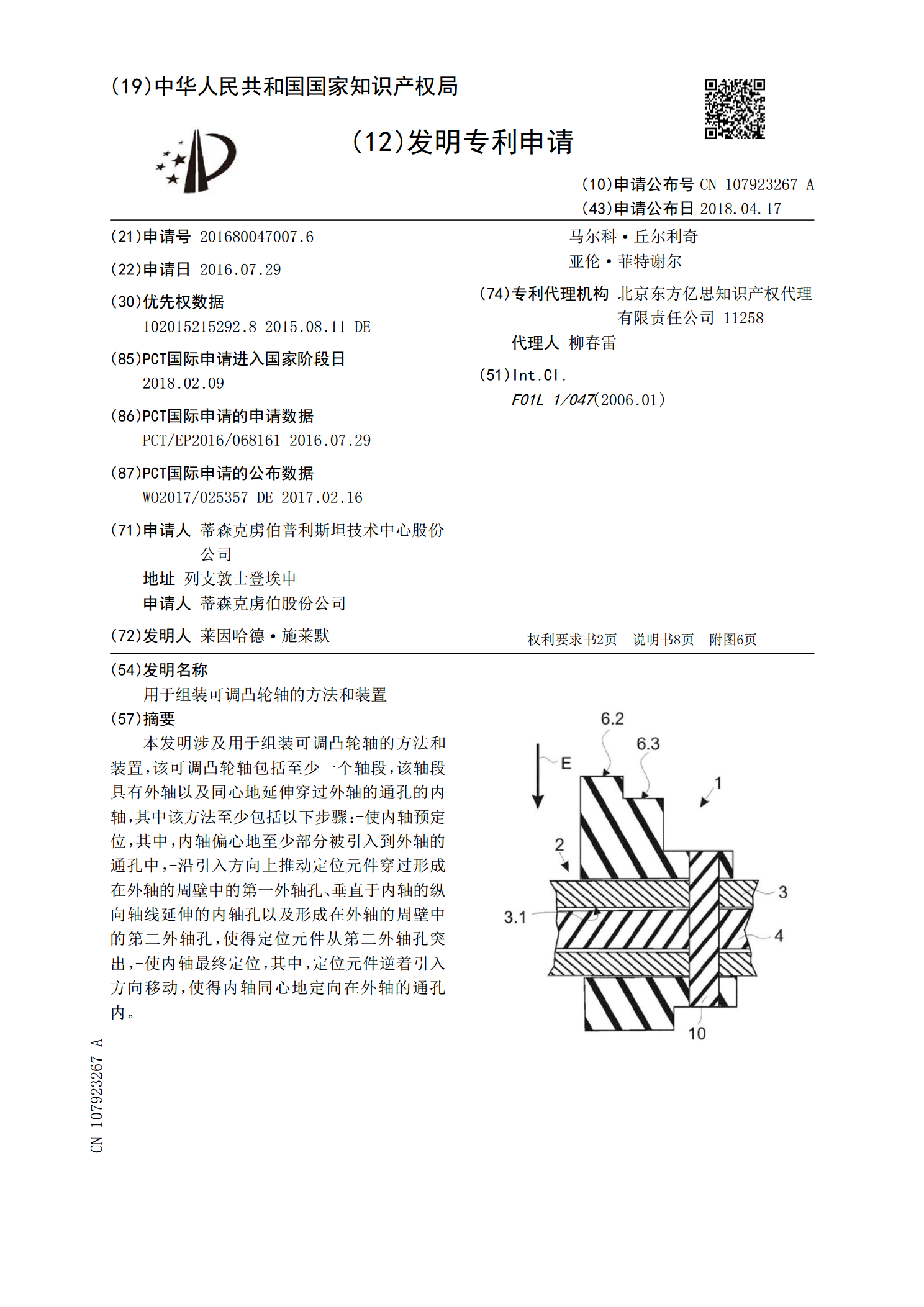
本发明涉及用于组装可调凸轮轴的方法和装置,该可调凸轮轴包括至少一个轴段,该轴段具有外轴以及同心地延伸穿过外轴的通孔的内轴,其中该方法至少包括以下步骤:‑使内轴预定位,其中,内轴偏心地至少部分被引入到外轴的通孔中,‑沿引入方向上推动定位元件穿过形成在外轴的周壁中的第一外轴孔、垂直于内轴的纵向轴线延伸的内轴孔以及形成在外轴的周壁中的第二外轴孔,使得定位元件从第二外轴孔突出,‑使内轴最终定位,其中,定位元件逆着引入方向移动,使得内轴同心地定向在外轴的通孔内。
用于凸轮轴装置的凸轮轴调整器和凸轮轴装置.pdf
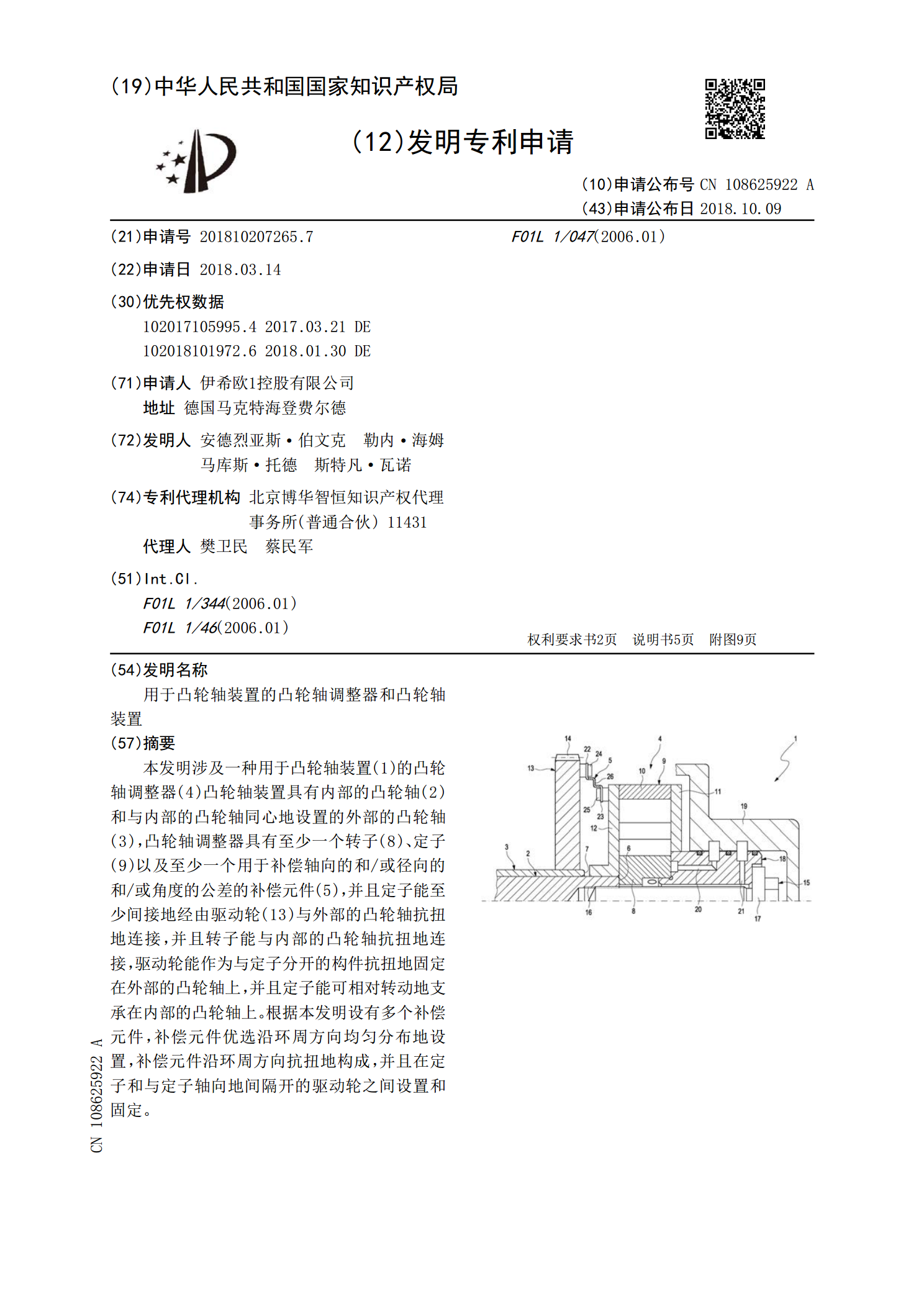
本发明涉及一种用于凸轮轴装置(1)的凸轮轴调整器(4)凸轮轴装置具有内部的凸轮轴(2)和与内部的凸轮轴同心地设置的外部的凸轮轴(3),凸轮轴调整器具有至少一个转子(8)、定子(9)以及至少一个用于补偿轴向的和/或径向的和/或角度的公差的补偿元件(5),并且定子能至少间接地经由驱动轮(13)与外部的凸轮轴抗扭地连接,并且转子能与内部的凸轮轴抗扭地连接,驱动轮能作为与定子分开的构件抗扭地固定在外部的凸轮轴上,并且定子能可相对转动地支承在内部的凸轮轴上。根据本发明设有多个补偿元件,补偿元件优选沿环周方向均匀分布

凸轮轴调节装置和用于凸轮轴调节装置的中央阀.pdf
本发明涉及一种用于内燃机的凸轮轴调节装置,其具有-转子,该转子能与内燃机的凸轮轴抗相对转动地连接,和-能由曲轴驱动的、包围转子的、罐状的定子,和-在定子与转子之间存在的环形空间,该环形空间通过布置在定子上的、延伸至转子的定子接片划分成多个压力腔,其中,压力腔通过设置在转子上的叶片分别划分成两个工作室(A、B),和-具有能移动的阀体(2)的中央阀(1),经由该中央阀,从压力介质储备器(T)中经由压力介质泵(P)输送的压力介质依赖于阀体(2)的位置地以可选的方式能导入到叶片的一侧上的工作室(A、B)中,并且能