
插齿用齿轮夹持工装.pdf

建英****66

1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

插齿用齿轮夹持工装.pdf
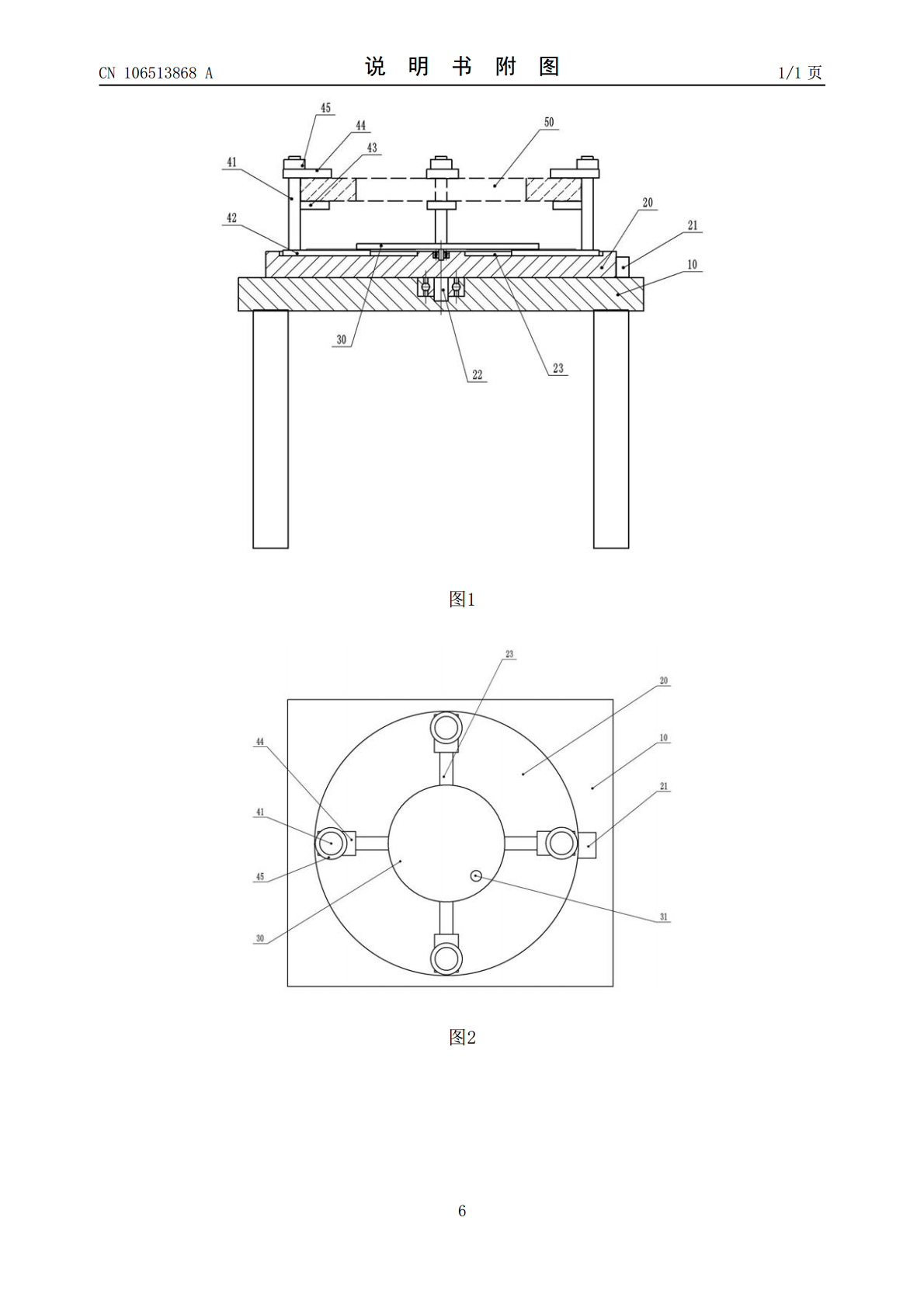
本发明公开了一种插齿用齿轮夹持工装,包括机架、与机架转动连接的转轴和与转轴固定的工作台,所述工作台上设有用于锁紧工作台的固定块;还包括与工作台转动连接的齿盘螺纹齿盘和多个夹持单元;所述夹持单元包括挡块、齿条块、压块、垂直且固定于工作台的定位柱和固定压块的螺母,挡块上端面平行于工作台的台面,齿条块和挡块均与定位柱固定,压块沿定位柱轴向滑动连接,螺母与定位柱上端螺纹连接;工作台上设有以螺纹齿盘圆心为中心径向均匀分布的滑槽,滑槽数量与夹持单元数量对应;齿条块下部与滑槽滑动连接,齿条块上端与螺纹齿盘下端啮合;螺

齿轮插齿用夹持装置.pdf
本发明属于齿轮加工设备技术领域,公开了齿轮插齿用夹持装置,包括工作台、第一定位件和第二定位件,第一定位件和第二定位件分别位于工作台的两侧,第一定位件包括第一固定柱、定位杆和横截面为梯形的定位台,定位台设置于第一固定柱上部,且定位台的大径端与第一固定柱的侧壁固定连接,定位杆横向设置,且定位杆的一端固定于定位台的侧壁,定位杆的另一端为可与工件外壁相抵的弧形状;第二定位件包括第二固定柱和与第二固定柱固定连接的磁力吸盘;工作台的顶部设有凹槽,且工作台的凹槽外围设有热水管和冷凝水管。解决了现有技术加工精度低、齿轮次

多联齿轮插齿快速定位工装.pdf
本发明公开了一种多联齿轮插齿快速定位工装,包括滑座、设置在滑座上的定位杆和用于将多联齿轮固定到插床工作台上的定位夹具,所述定位杆的一端设置有与轮齿形状相应的开口,另一端设置有能够插入到齿槽中的凸起。使用时,加工第一件零件时先固定工件,使得定位杆上有开口的一端卡在已加工出齿形的齿轮轮齿上,再将定位杆上具有凸起的一端插入到插齿刀的齿槽中,当插齿刀与加工出齿形的齿轮之间通过定位杆的定位自动达到较精确的啮合角度后,再固定插齿刀,使插齿刀与零件上已加工的齿建立一一对映关系,在加工后续零件时,只需在零件固定时用定位杆

一种面齿轮插齿加工方法及工装.pdf
本发明涉及一种面齿轮插齿加工方法及工装,方法包括以下步骤:1)通过对应的工装将待加工面齿轮夹持至圆柱齿轮插齿机的工作台上:工装包括固定装配于圆柱齿轮插齿机的工作台上的两支座、通过两端转动装配于两支座上的水平转轴及同轴固定装配于圆柱齿轮插齿机的回转台上的立轴,两支座设于圆柱齿轮插齿机的回转台径向两侧,待加工端面齿轮同轴固定夹持于水平转轴靠近圆柱齿轮插齿机的插齿刀的一端,所述水平转轴和立轴分设于二者上的一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ;2)启动圆柱齿轮插
双联齿轮插齿去毛剌加工装置.pdf
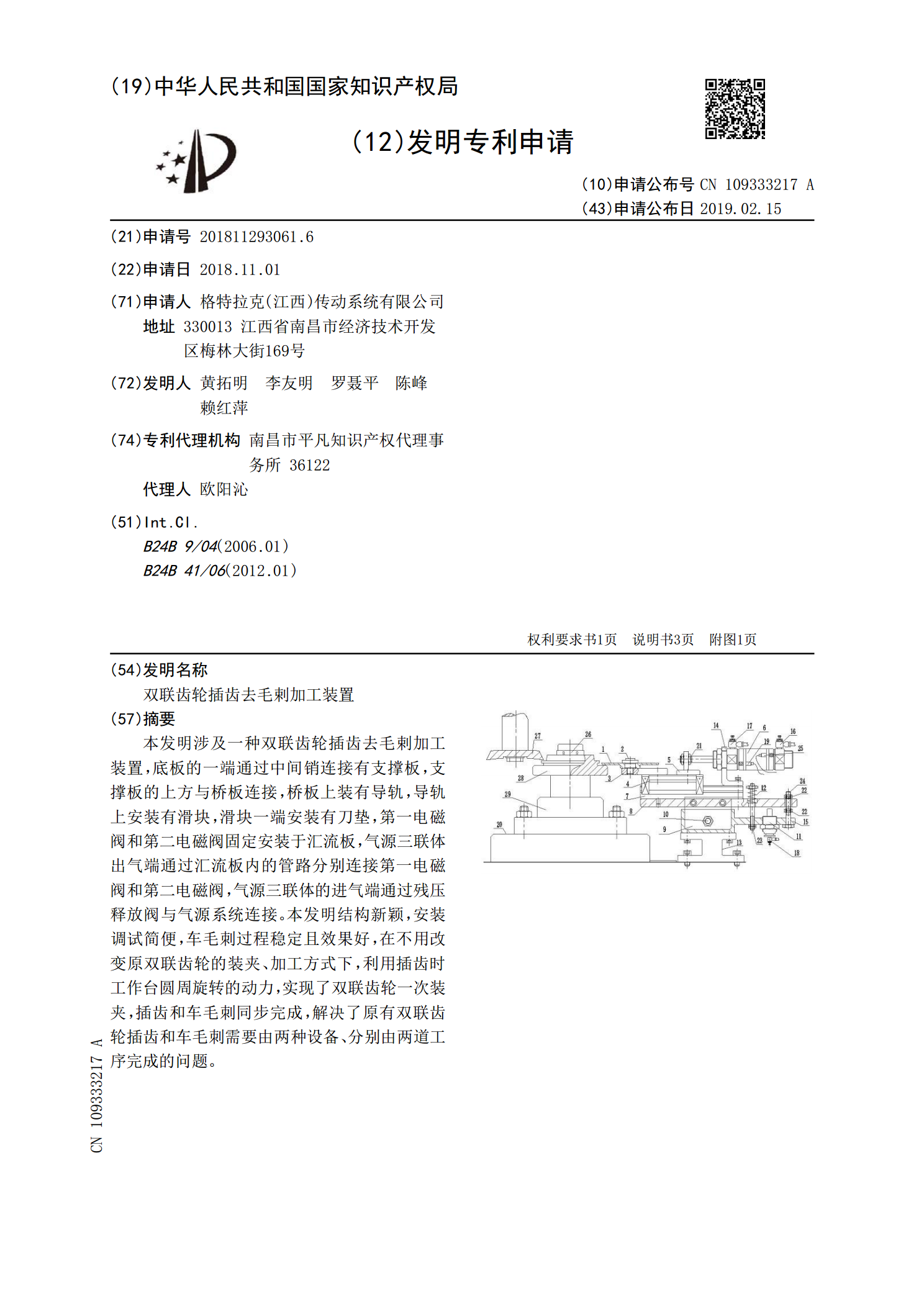
本发明涉及一种双联齿轮插齿去毛剌加工装置,底板的一端通过中间销连接有支撑板,支撑板的上方与桥板连接,桥板上装有导轨,导轨上安装有滑块,滑块一端安装有刀垫,第一电磁阀和第二电磁阀固定安装于汇流板,气源三联体出气端通过汇流板内的管路分别连接第一电磁阀和第二电磁阀,气源三联体的进气端通过残压释放阀与气源系统连接。本发明结构新颖,安装调试简便,车毛刺过程稳定且效果好,在不用改变原双联齿轮的装夹、加工方式下,利用插齿时工作台圆周旋转的动力,实现了双联齿轮一次装夹,插齿和车毛刺同步完成,解决了原有双联齿轮插齿和车毛刺