
一种齿轮模具斜齿加工工艺.pdf

飞舟****文章

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿轮模具斜齿加工工艺.pdf
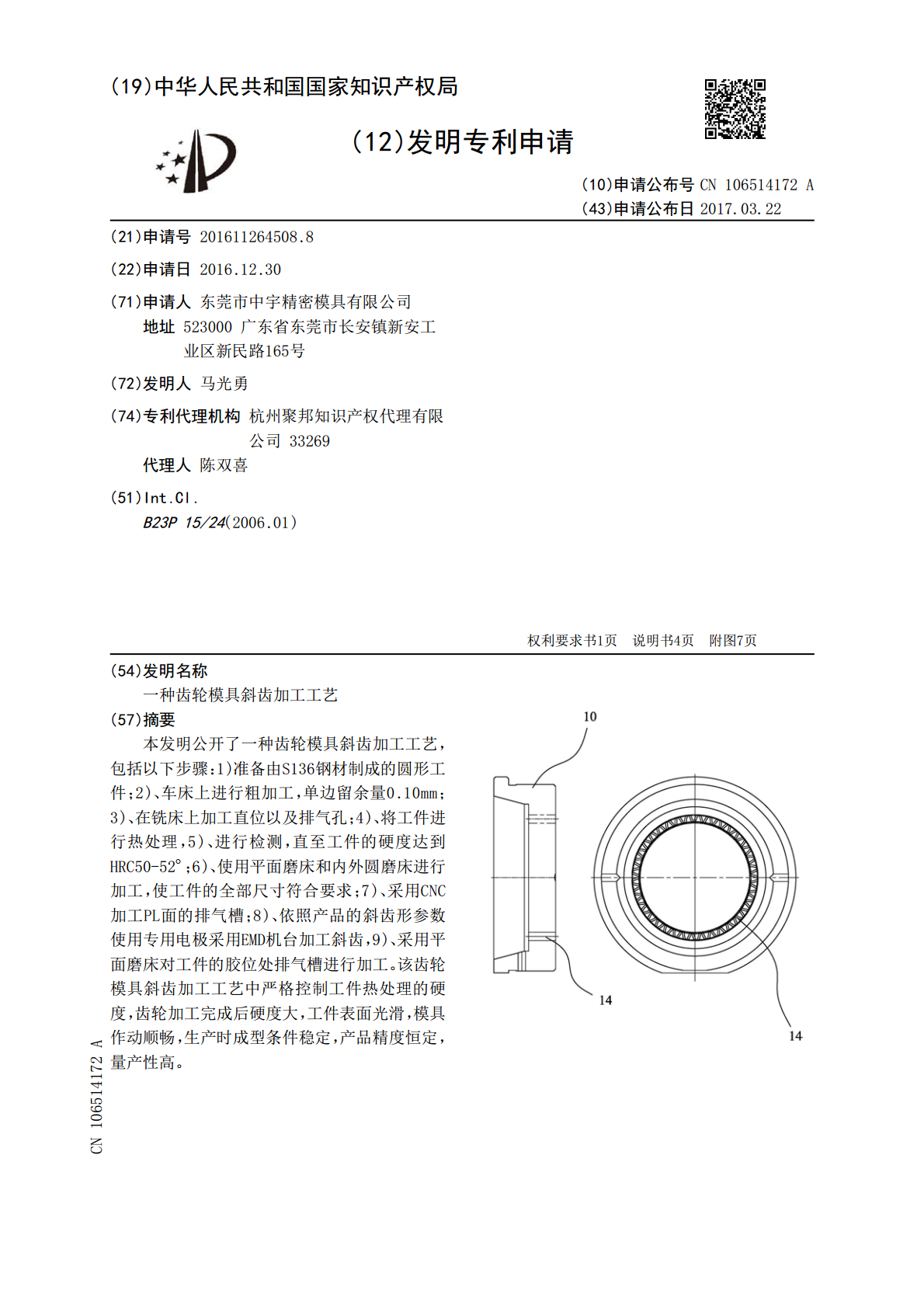
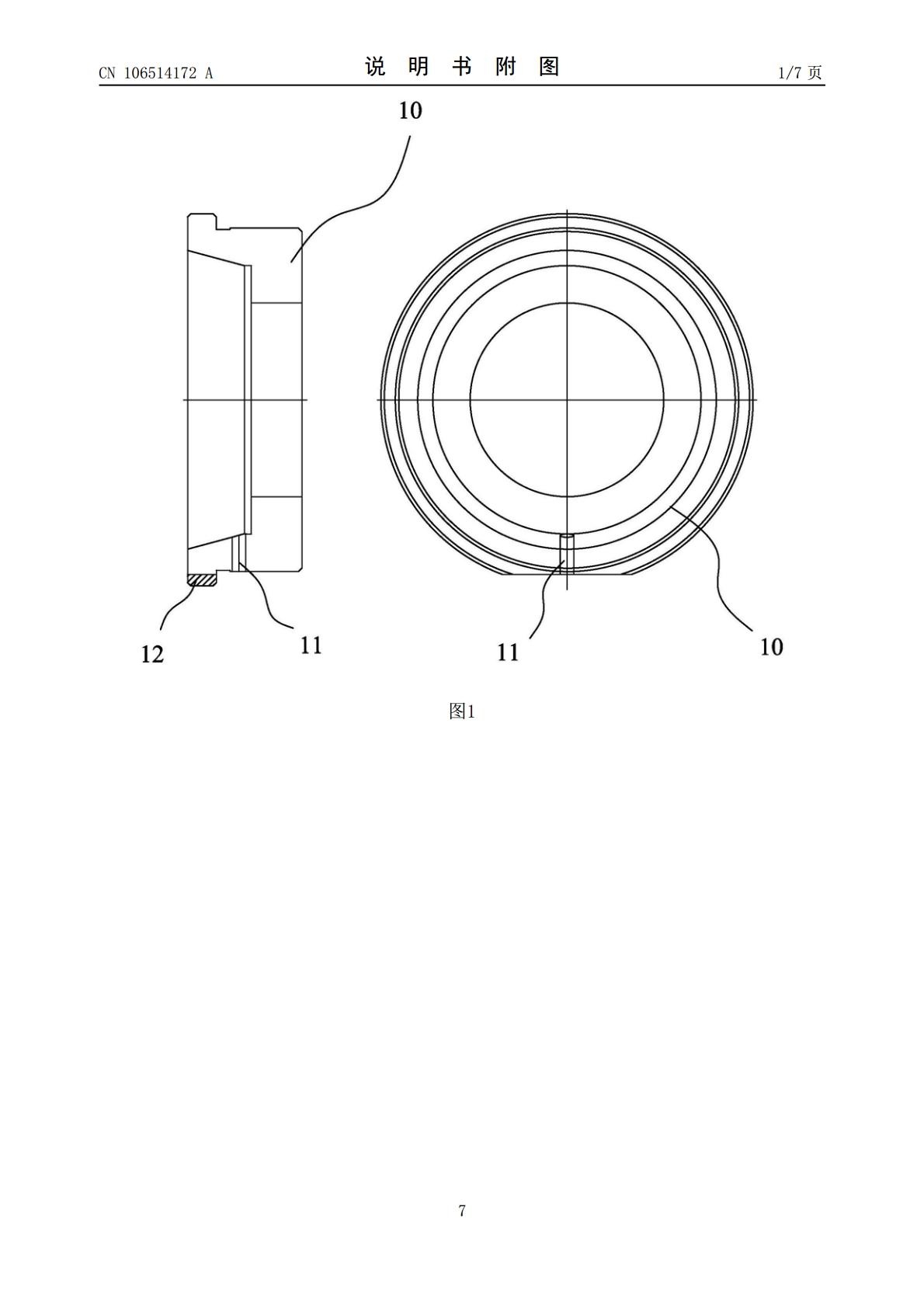
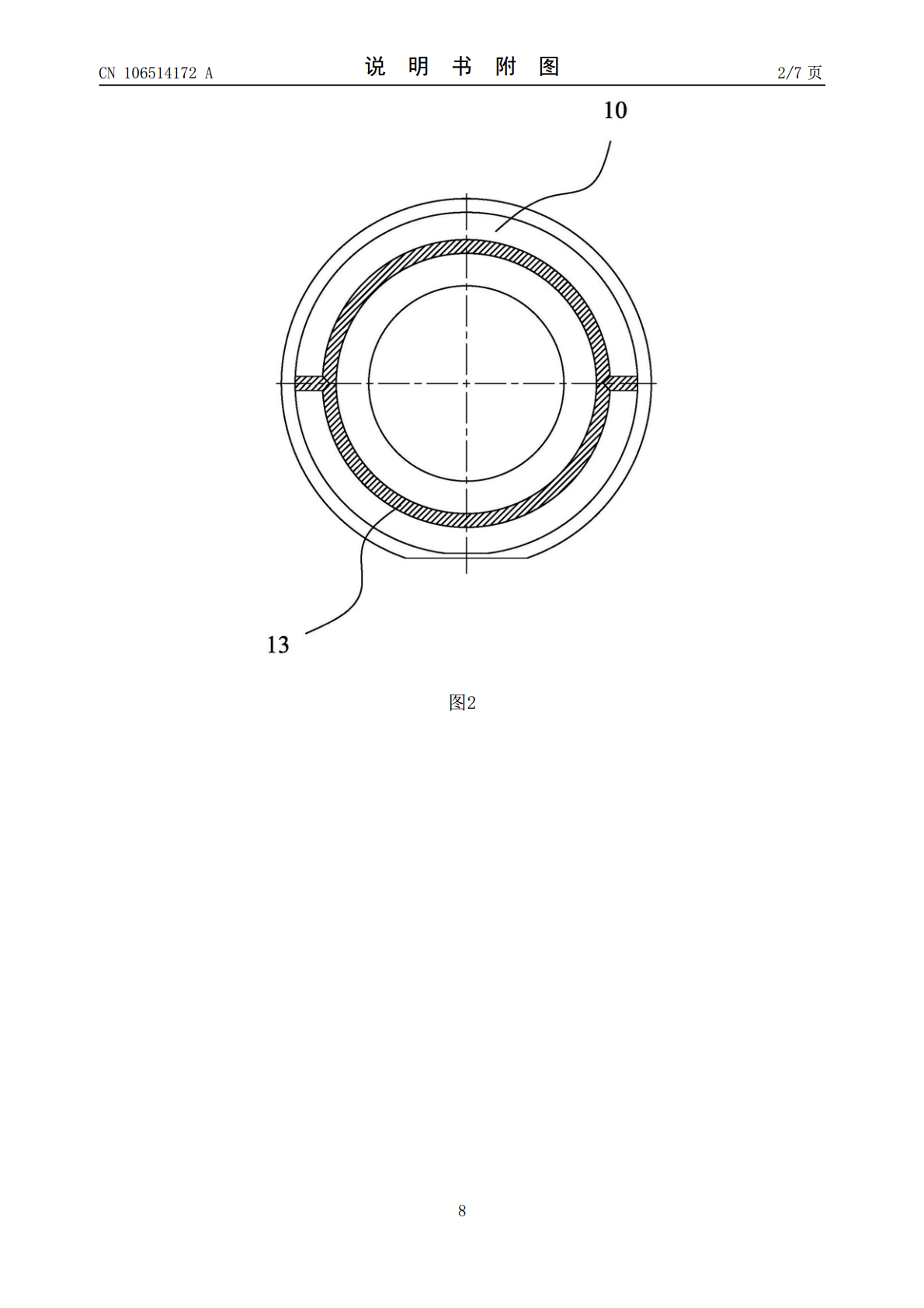
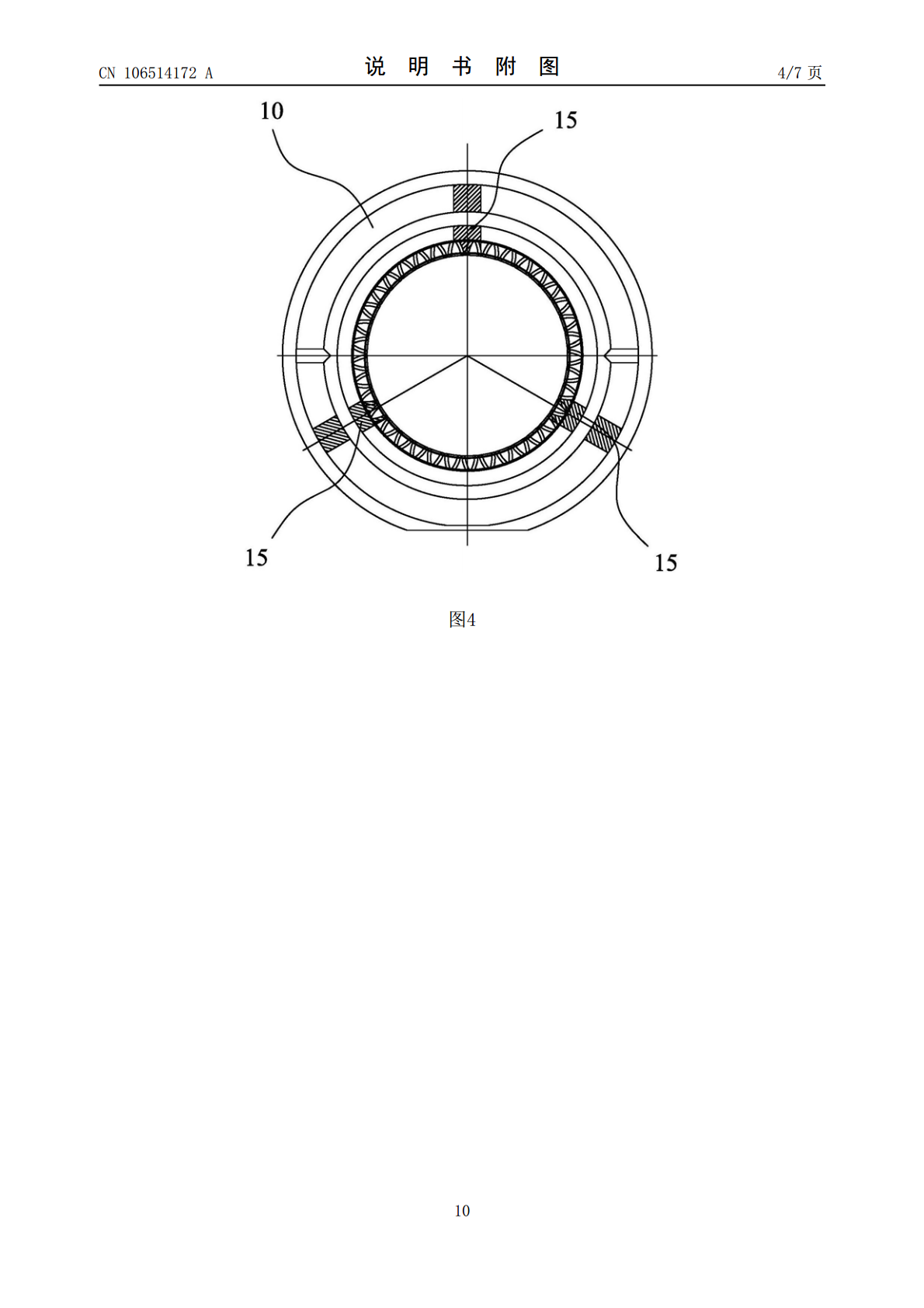
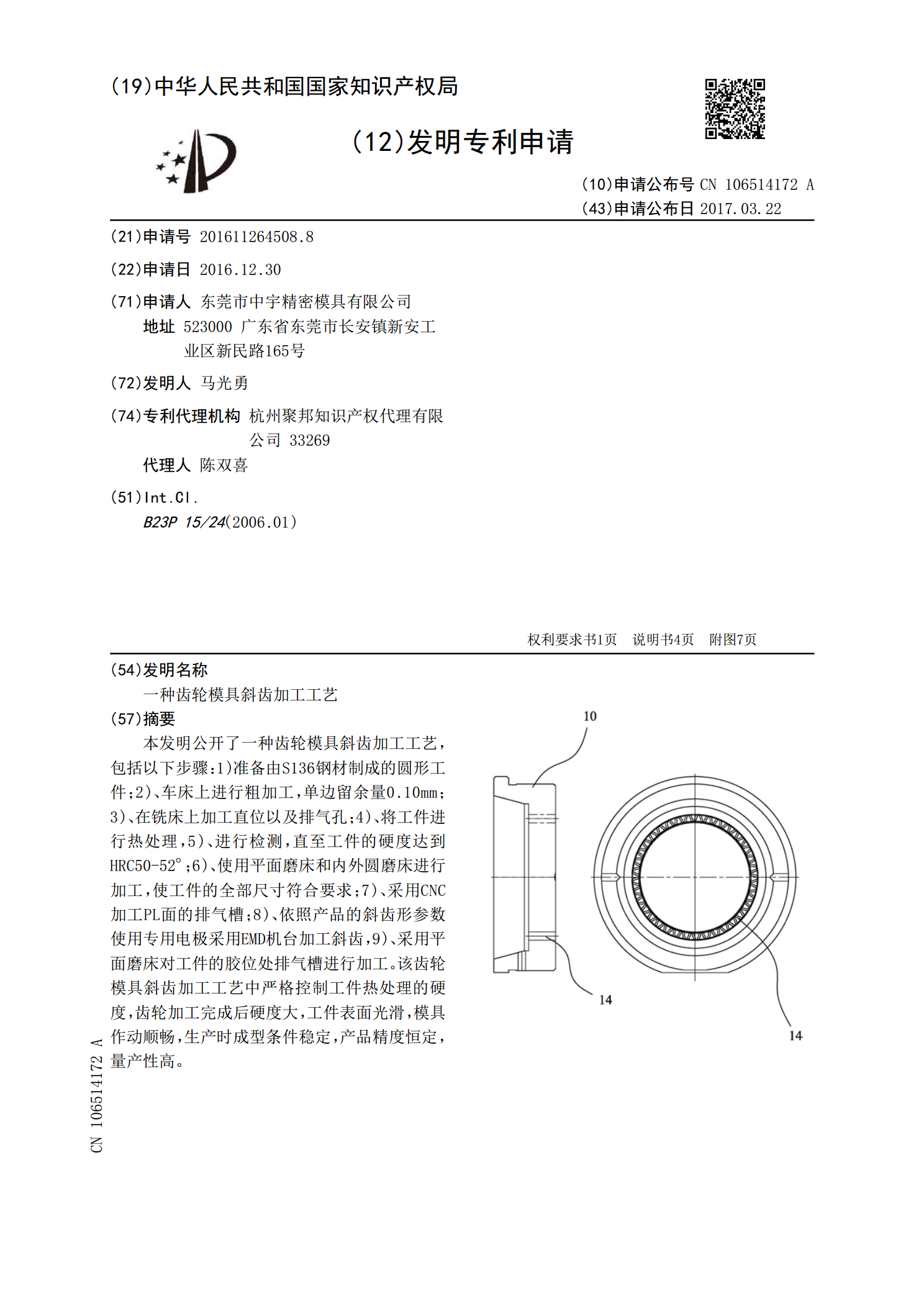
本发明公开了一种齿轮模具斜齿加工工艺,包括以下步骤:1)准备由S136钢材制成的圆形工件;2)、车床上进行粗加工,单边留余量0.10mm;3)、在铣床上加工直位以及排气孔;4)、将工件进行热处理,5)、进行检测,直至工件的硬度达到HRC50‑52°;6)、使用平面磨床和内外圆磨床进行加工,使工件的全部尺寸符合要求;7)、采用CNC加工PL面的排气槽;8)、依照产品的斜齿形参数使用专用电极采用EMD机台加工斜齿,9)、采用平面磨床对工件的胶位处排气槽进行加工。该齿轮模具斜齿加工工艺中严格控制工件热处理的硬度
一种斜齿齿轮加工工艺.pdf
本发明公开了一种斜齿齿轮加工工艺,包括步骤:1)齿轮毛坯加工,预热温度600~1200℃,加工温度800~1200℃;2)粗车;3)滚齿;4)齿轮淬火;5)热处理;6)精加工;工艺简单、易于操作。

斜齿圆柱齿轮传动与加工工艺.doc
1斜齿圆柱齿轮传动1.1齿面形成研究直齿圆柱齿轮时知道,两轮的齿廓面沿一条平行于齿轮轴的直线KK′相接触,KK′与发生面在基圆柱上的切线NN′平行。当发生面沿基圆柱做纯滚动时,直线KK′在空间形成的轨迹就是一个渐开面,即直齿轮的齿廓曲面,如图1示。图1直齿齿轮渐开线的形成斜齿圆柱齿轮齿面的形成原理和直齿圆柱齿轮的情况相似,所不同的是发生面上的直线KK′与直线NN′不平行,即与齿轮轴线不平行.面是与基圆杆母线NN′成一夹角βb。故当发生面沿基圆柱作纯滚动时,直线KK′上的每一点都依次从基圆柱面的接触点开始展

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之
一种斜齿轮加工模具.pdf
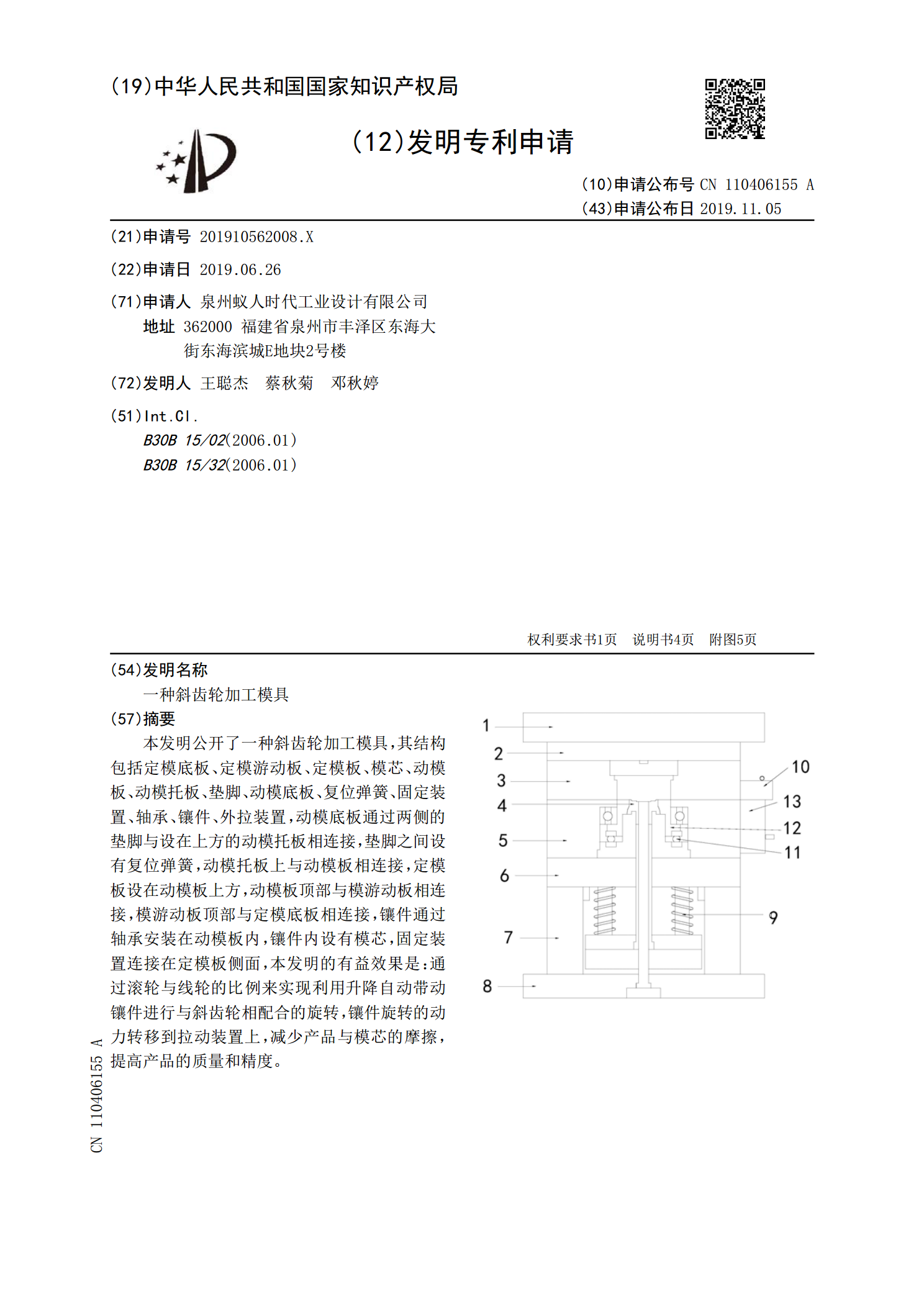
本发明公开了一种斜齿轮加工模具,其结构包括定模底板、定模游动板、定模板、模芯、动模板、动模托板、垫脚、动模底板、复位弹簧、固定装置、轴承、镶件、外拉装置,动模底板通过两侧的垫脚与设在上方的动模托板相连接,垫脚之间设有复位弹簧,动模托板上与动模板相连接,定模板设在动模板上方,动模板顶部与模游动板相连接,模游动板顶部与定模底板相连接,镶件通过轴承安装在动模板内,镶件内设有模芯,固定装置连接在定模板侧面,本发明的有益效果是:通过滚轮与线轮的比例来实现利用升降自动带动镶件进行与斜齿轮相配合的旋转,镶件旋转的动力转