
齿条以及齿条的制造方法.pdf

An****99


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿条以及齿条的制造方法.pdf
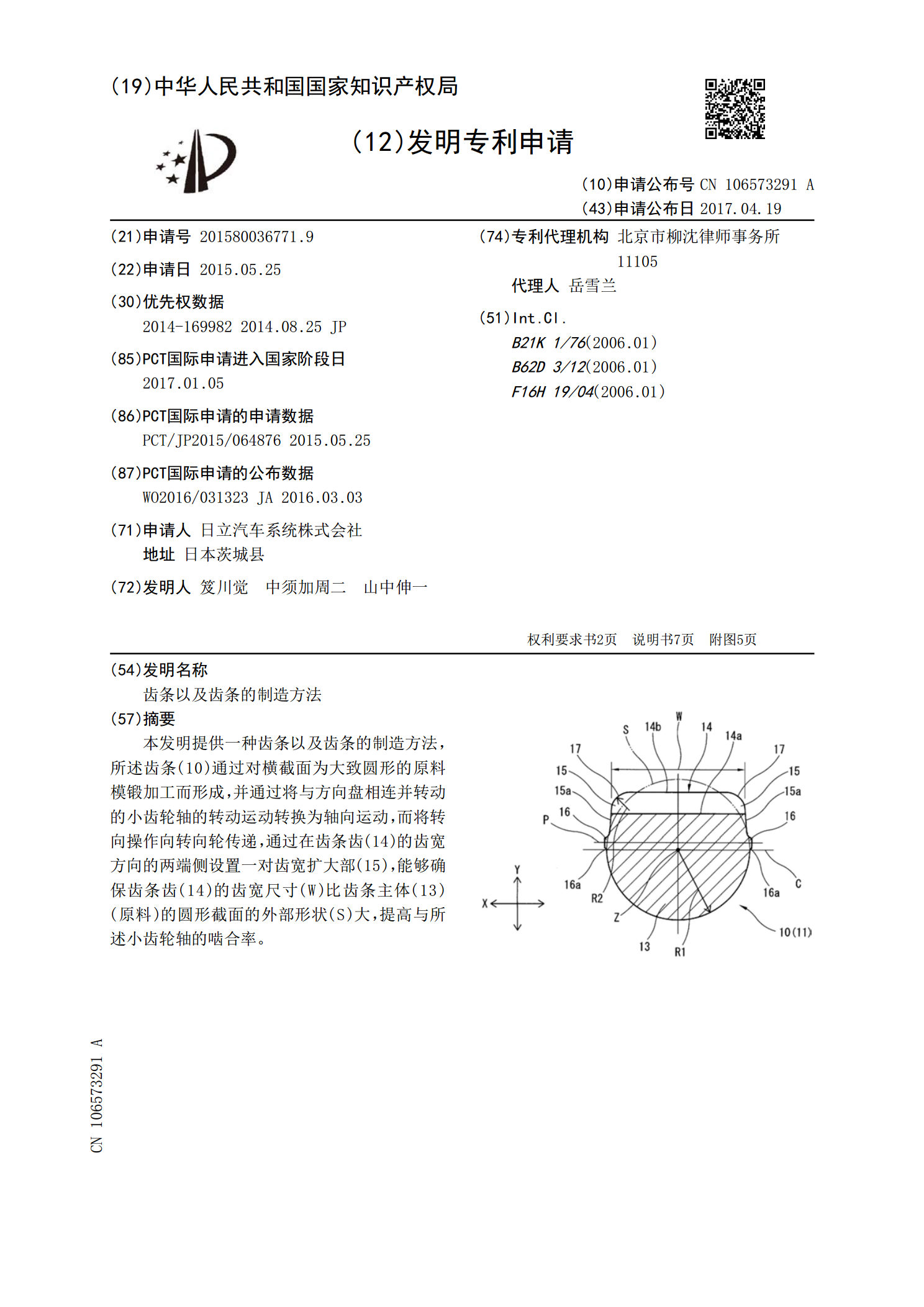
本发明提供一种齿条以及齿条的制造方法,所述齿条(10)通过对横截面为大致圆形的原料模锻加工而形成,并通过将与方向盘相连并转动的小齿轮轴的转动运动转换为轴向运动,而将转向操作向转向轮传递,通过在齿条齿(14)的齿宽方向的两端侧设置一对齿宽扩大部(15),能够确保齿条齿(14)的齿宽尺寸(W)比齿条主体(13)(原料)的圆形截面的外部形状(S)大,提高与所述小齿轮轴的啮合率。

齿条轴以及齿条轴的制造方法.pdf
双小齿轮型的电动助力转向装置所使用的齿条轴具备:形成有手动转向操纵力传递用的第一齿条的空心的第一轴;以及形成有转向操纵辅助力传递用的第二齿条的实心的第二轴,该第二轴与第一轴连结。齿条轴的制造方法包括:在第一轴塑性加工出第一齿条的塑性加工工序;在塑性加工工序后将第二轴相对于第一轴连结的连结工序;以及在连结工序后在第二轴切削加工出第二齿条的切削加工工序。
齿条轴及其制造方法.pdf
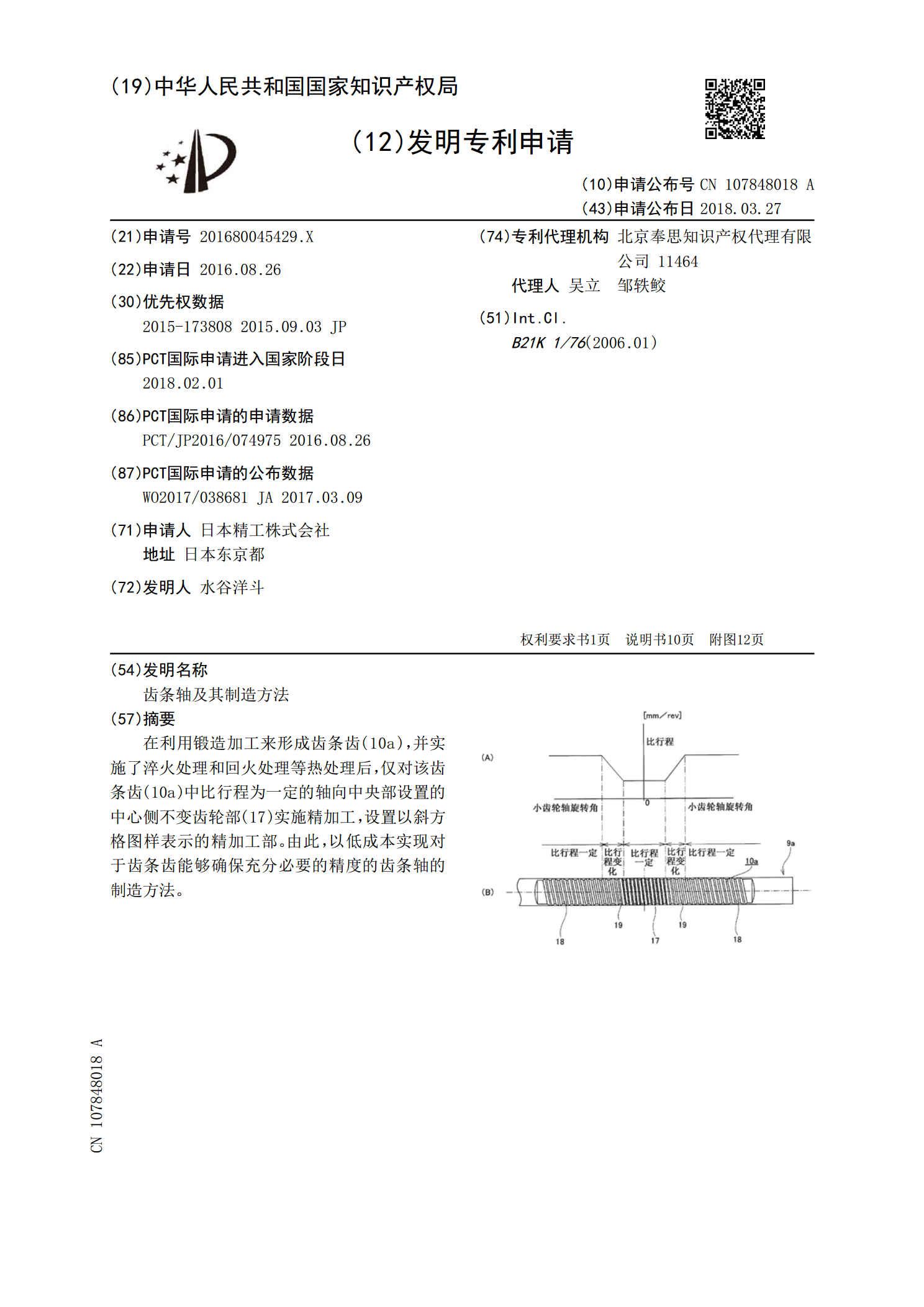
在利用锻造加工来形成齿条齿(10a),并实施了淬火处理和回火处理等热处理后,仅对该齿条齿(10a)中比行程为一定的轴向中央部设置的中心侧不变齿轮部(17)实施精加工,设置以斜方格图样表示的精加工部。由此,以低成本实现对于齿条齿能够确保充分必要的精度的齿条轴的制造方法。
空心齿条杆及其制造方法.pdf
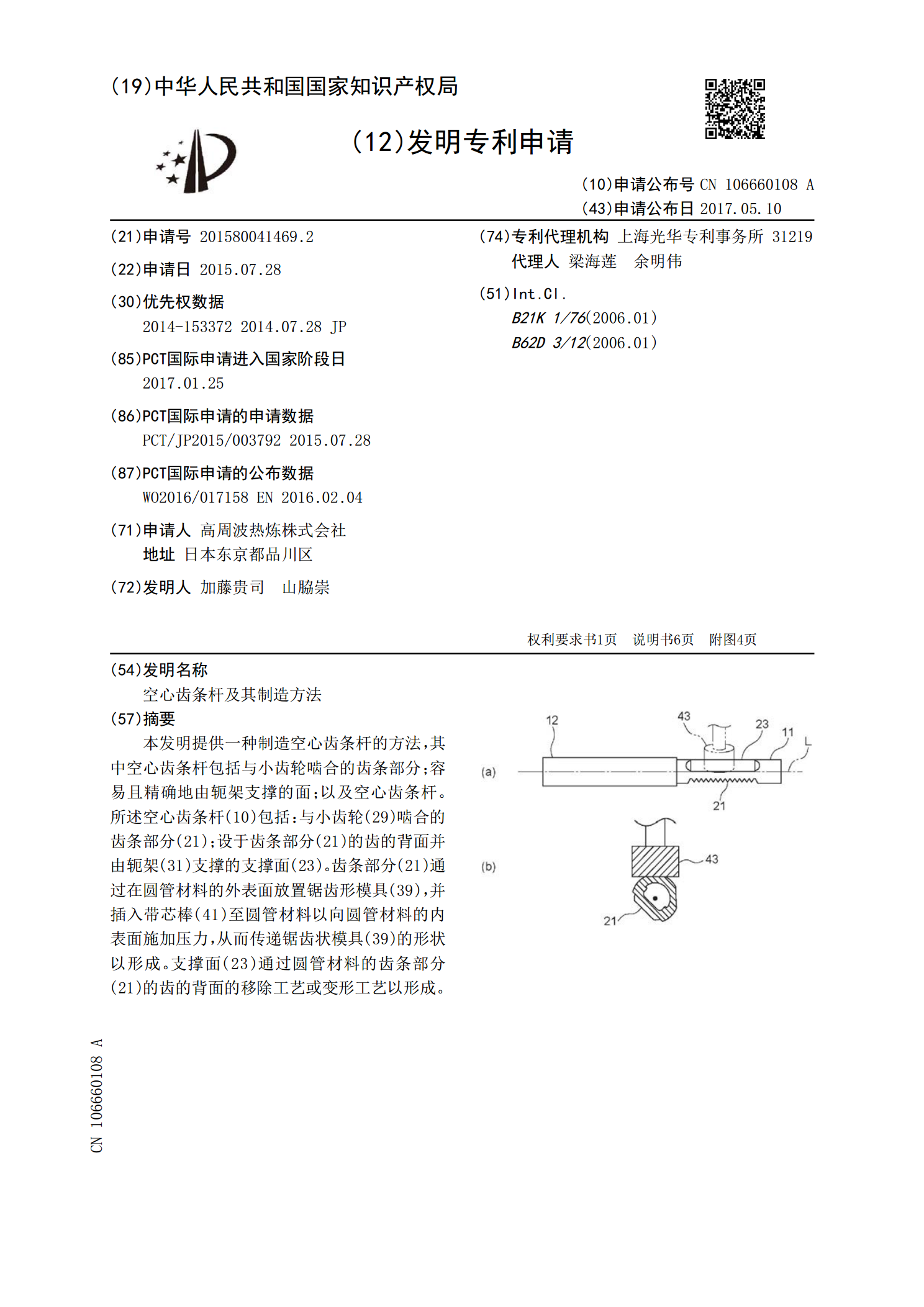
本发明提供一种制造空心齿条杆的方法,其中空心齿条杆包括与小齿轮啮合的齿条部分;容易且精确地由轭架支撑的面;以及空心齿条杆。所述空心齿条杆(10)包括:与小齿轮(29)啮合的齿条部分(21);设于齿条部分(21)的齿的背面并由轭架(31)支撑的支撑面(23)。齿条部分(21)通过在圆管材料的外表面放置锯齿形模具(39),并插入带芯棒(41)至圆管材料以向圆管材料的内表面施加压力,从而传递锯齿状模具(39)的形状以形成。支撑面(23)通过圆管材料的齿条部分(21)的齿的背面的移除工艺或变形工艺以形成。

转向用齿条及其制造方法.pdf
转向用齿条(11a)与由构成汽车用转向装置的转向齿轮(5)的输入轴(6)旋转驱动的龆轮啮合。转向用齿条(11a)包括:截面圆形的杆部(15),其在轴向延伸;以及多个齿条齿(16),其形成在杆部(15)的轴向一部分的径向单侧面并与龆轮啮合。在杆部(15)的轴向一部分且多个齿条齿(16)的轴向两侧的相邻的部分,形成有不与龆轮啮合的至少一个虚设齿(42),该虚设齿(42)的齿高比齿条齿(16)的齿高小。